
| |||||||||||||||||
| |||||||||||||||||
| << Первая < Предыдущая 1 2 3 4 Следующая > Последняя >> | |||||||||||||||||
| Страница 1 из 4 | |||||||||||||||||



Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.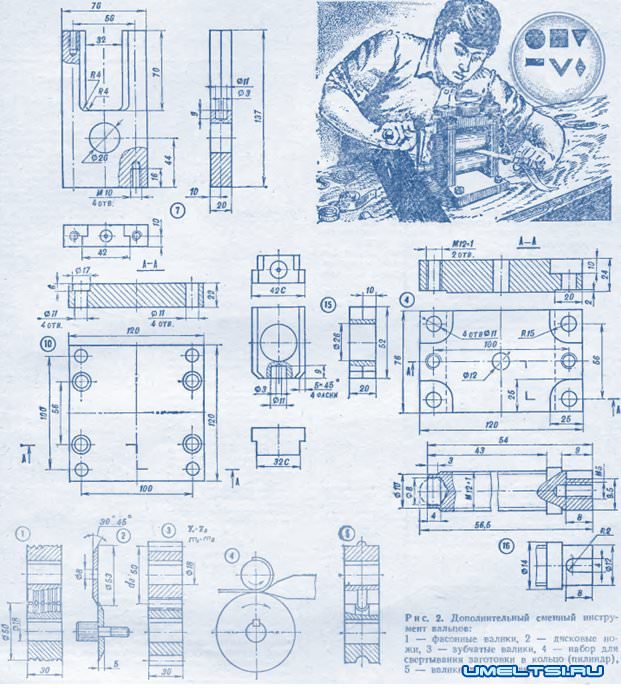
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Габаритные размеры
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Несущая рама в сборе
Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.
Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.
На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.
Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.
Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы
Файлы для скачивания «Шаг 6»
Шаг 7: Рабочая поверхность
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами.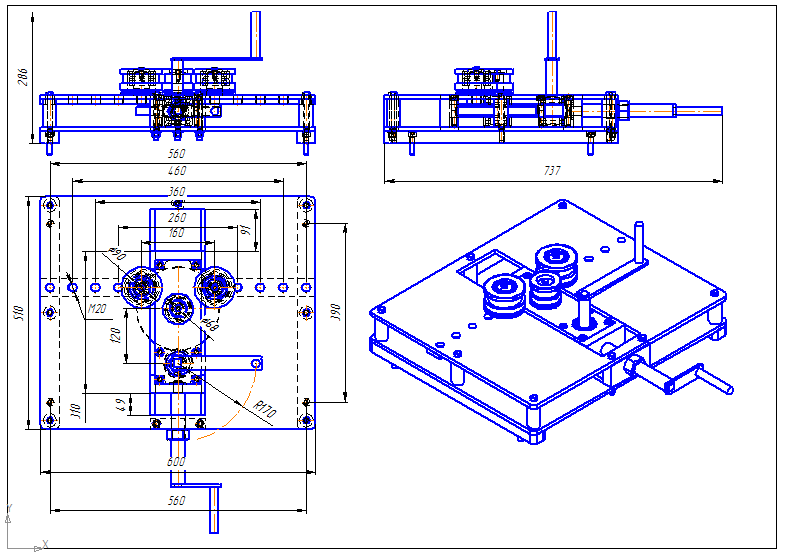 Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
Электрическая схема станка
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress.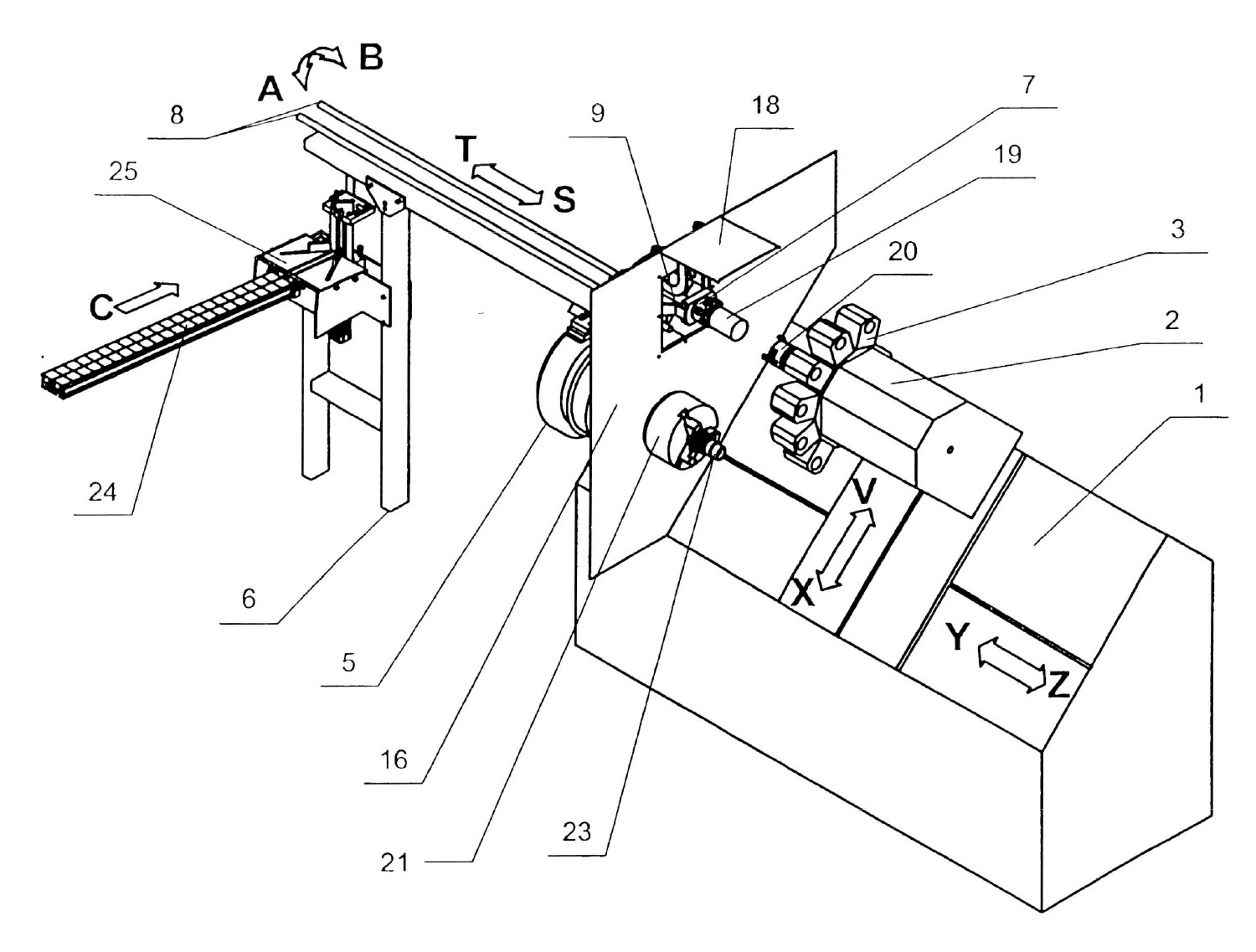 Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.
Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.
Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACh4. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.
Послесловие
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в комментариях. Успехов вам в ваших проектах!
Фрезерный станок с ЧПУ своими руками: чертежи, видео, фото
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками фрезерный станок с ЧПУ, к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка: Самодельный фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка
Подготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Узел ременной передачи
Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ
Чертеж №1 (вид сбоку)
Чертеж №2 (вид сзади)
Чертеж №3 (вид сверху)
Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.
Узел скрепления деталей рамы станка посредством болтового соединения
Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.
Установка вертикальных стоек
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.
Узел верхней каретки, размещенный на поперечных направляющих
После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью. Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
Финальная стадия сборки станка
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Закрепление шагового двигателя на верхней каретке
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер
Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
Чертежи токарно-винторезного станка 1К62
Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Спецификация основных узлов и органов управления токарным станком
Основные узлы и органы управления токарным станком 1к62
Основные узлы и органы управления токарным станком 1К62. Смотреть в увеличенном масштабе
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль;
- Рукоятки установки чисел оборотов шпинделя;
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы;
- Рукоятка установки правой и левой резьбы и подачи;
- Рукоятки установки чисел оборотов шпинделя;
- Кнопка включения реечной шестерни при нарезании резьбы;
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта;
- Кнопочная станция пуска и останова электродвигателя главного привода;
- Рукоятка подачи верхней части суппорта;
- Рукоятка управления быстрыми перемещениями каретки и суппорта;
- Рукоятка крепления пиноли задней бабки;
- Выключатель насоса охлаждения;
- Линейный выключатель;
- Рукоятка крепления задней бабки;
- Выключатель местного освещения;
- Маховичок перемещения пиноли задней бабки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка включения маточной гайки;
- Маховичок ручного перемещения суппорта и каретки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка установки величины подачи и шага резьбы.
Спецификация составных частей токарного станка 1К62
- Бабка передняя (коробка скоростей) — 1К62.02.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Каретка — 1К62.05.01; Суппорт — 1К62.04.01
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Электрооборудование — 1К62.18.01
- Приклон — 1К62.78.01; Шестерни сменные — 1К62.78.02
- Ограждение — 1К62.50.01
- Переключение — 1К62.11.01
Кинематика токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного 1к62
Кинематика токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Расчет кинематической настройки токарно-винторезного станка 1К62
Схема установки подшипников на токарно-винторезном станке 1К62
Схема установки подшипников на токарно-винторезном станке 1к62
Схема установки подшипников на токарно-винторезном станке 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции токарно-винторезного станка 1К62
1К62.02.01. Передняя бабка (коробка скоростей) токарно-винторезного станка 1К62
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Развертка передней бабки токарно-винторезного станка 1к62
1. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
2. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
3. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Шпиндель токарно-винторезного станка 1к62
Чертеж шпинделя токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции шпиндельной бабки токарно-винторезного станка 1К62
1К62.03.01. Задняя бабка токарно-винторезного станка 1К62
Задняя бабка токарно-винторезного станка 1к62
Задняя бабка токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.04.01. Суппорт токарно-винторезного станка 1К62
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.06.01. Фартук токарно-винторезного станка 1К62
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции фартука токарно-винторезного станка 1К62
1К62.06.01. Коробка подач токарно-винторезного станка 1К62
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции коробки подач токарно-винторезного станка 1К62
Ремонт токарно-винторезного станка 1к62. Видеоролик
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5..600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082..1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
- Токарно-винторезный станок 1К62. Руководство по уходу и обслуживанию, КП, 1962, 1966
- Токарно-винторезный станок 1К62. Рабочие чертежи, КП, 1970
- Универсальный токарно-винторезный станок 1К62. Каталог запасных частей, Станкоимпорт,
- Ремонт токарно-винторезных станков моделей 1К62, 1К625 часть 1, часть 2, часть 3, Тула, 1974
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки
1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Руководство по ремонту токарно-винторезных станков. Часть 1. Общее описание станков и чертежи узлов
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 2. Сменяемые детали
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 3. Маршрутная технология сборки-разборки
Станок для холодной ковки своими руками: какие инструменты и приспособления нужны для изготовления завитков и как правильно их сделать, чертежи и видео
05ДекСодержание статьи
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка
- Об электроприводе торсиона
- Сборка и устройство
- Что производится посредством методики холодной ковки
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный электрический станок для изготовления холодной ковки металла своими руками, а также объясним основные аспекты создания изделий и покажем видео.
Разновидности станков
Параметры, вариации настройки и производственные особенности оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
«Улитка»
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько частей. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол скручивания.
Составляющие:
Сам каркас. По традиции его делают на основе металлических конструкций разного вида. То, что есть под рукой, рейки, трубки или уголки, принципиальной разницы нет, если точно выверить параметры.
Станина. На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
Рычаг. Для активации движения как такового.
Вал. Служит для передачи крутящего момента.
Составные части спирали. Как уже сказано, они могут быть разных размеров, все зависит от угла и радиуса скручивания, который необходим.
Торсионный
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые устройства не выдержат давления и будут некорректным образом деформированы.
«Гнутик»
Это самодельный и простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача — сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Отличия холодной ковки
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
Часто для холодной ковки своими руками изготавливается оборудование, потому что оно не особо сложное в производстве и доступно даже любителям, а не только для профессионалов.
Нет совершенно никакой надобности в дополнительных приспособлениях для нагревания предмета.
Органичный и даже красивый внешний вид.
Для активации оборудования зачастую приходится прибегать к помощи механическое движение. То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Усиленная станина. Ведь на нее приходится основной упор во время сжатия, скручивания, изгиба далеко не самого мягкого сырья.
Приспособления почти полностью состоят из металла. Деревянных элементов не может быть по определению, такой материал просто не выдержит давления.
Стационарность. Практически не существует мобильных вариантов оборудования.
Оснащение электроприводом торсионного станка для холодной ковки
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
.
Построение завитка
Для конструирования описанной выше «улитки» или типовых станков, для начала понадобится сделать шаблон. Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Сооружение простейшего станка для холодной ковки своими руками: какие приспособления понадобятся
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.
Также важно рассчитывать на возможность съема и замены составных частей. Причем лучше оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Постройка завитка на станке, изготовленном своими руками
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Улитка с рычагом
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
Торсионы
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Об электроприводе торсиона
Мы уже указали, в каких моментах он будет необходим. А вот как это все выглядит на практике, смотрите на представленном видео.
Волна и зигзаг
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изгибом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать оборудование и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся оборудование не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые напрямую не будут во время работы соприкасаться с заготовкой. Легко понять, что, в противном случае краска, мало того, что сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат нашей работы. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
Покрытия для беседок.
Спортивные снаряды разных видов.
Каркасные постройки для выращивания культур.
Как видите, если есть чертеж и инструменты, чтобы сделать универсальный кузнечный станок для холодной ковки своими руками – то возможно впоследствии обзавестись огромным количеством крайне полезных для сада, дома вещей. Как говорится, было бы желание.
видео-инструкция по монтажу своими руками, особенности конструкций, чертежи, цена, фото
Все фото из статьи
Бывалые мастера знают, что многие детали в небольших станках можно с успехом делать из фанеры. Если данный узел не предусматривает водяного охлаждения и чрезмерно больших вибраций, то для его изготовления вполне подойдет клееный фанерный лист. При этом качество конструкции не пострадает, а цена значительно снизится. Сегодня мы поговорим о главных моментах изготовления узлов и сборки станков.
Фото домашнего станка для фрезерных работ.
Важно: имейте в виду, все подобные конструкции рассчитаны исключительно на любительское пользование.
Каждодневной промышленной нагрузки данный материал выдержать, не способен.
Несколько слов о материале и инструментах
Не станем вас обманывать, изготовление подобных конструкций своими руками под силу только человеку хорошо знакомому с азами столярной науки и уверенно владеющему всеми домашними электроинструментами.
Настольный вариант станка.
Какая фанера нужна
Хотя слоеный деревянный лист заслужено считается материалом довольно прочным, далеко не каждый профиль подойдет для изготовления подобных конструкций.
- Сразу отметим, что листы с толщиной менее 6 мм для изготовления опорных и несущих конструкций использовать категорически нельзя. В данном случае речь может идти только о конструировании кожухов или легких защитных панелей;
- Что касается листов толщиной 10 – 12 мм, то здесь мнения специалистов расходятся. Одни считают, что этой толщины недостаточно для надежной работы агрегатов. Вторые наоборот утверждают, что все зависит от назначения станка, десятимиллиметровый лист, к примеру, вполне сгодится для раскроечного стола в станках с ЧПУ из фанеры;
Характеристики материала.
- Некоторые заявляют, что листы средней толщины хорошо подходят для склеивания объемных деталей, которые подвергаются периодической вибрации, якобы многослойная структура монолита лучше гасит колебания. И в принципе мы с ними согласны;
- Листы толщиной от 19 мм и выше наиболее крепкие. Из них чаще всего делаются габаритные несущие и опорные конструкции. И хотя цена данного материала далека от демократичной, именно такой профиль предпочитает использовать большинство мастеров.
Ассортимент листов.
Но кроме толщины, существует еще ряд важных характеристик слоеного деревянного листа, а так как все подобные конструкции испытывают солидные механические нагрузки, пренебрегать этими рекомендациями нежелательно.
- В основном, вся фанера делится на хвойную и лиственную. Хвойная древесина сама по себе более легкая и мягкая, соответственно и лист унаследовал ее качества. Материал, склеенный из лиственного шпона, хотя и обойдется дороже, но в данном случае подходит лучше;
- Градации по химическому составу клеящего вещества и уровню влагостойкости для таких изделий не настолько важны. Как правило, станки стоят в домашней мастерской, а эксплуатируются при комнатной температуре и нормальной влажности. Поэтому можно смело брать толстый лист с маркировкой «ФК», по стоимости это оптимальный вариант;
Сортность шпона.
- Для подобных конструкций имеет значение качество шпона. Чем больше сучков, тем выше вероятность растрескивания и расслоения листа. Здесь экономить не нужно, лист стоит брать не ниже чем второго сорта;
- Выпускаются листы с нешлифованными рубашками (НШ), шлифованный только с лицевой стороны (Ш1), а также полностью отшлифованные фанерные листы (Ш2). Теоретически можно взять нешлифованный материал и довести его до ума самостоятельно, но в кустарных условиях это сделать тяжело. Поэтому специалисты рекомендуют брать полностью шлифованный материал. Его легче обрабатывать, а главное он лучше клеится.
Выбор инструмента
Сооружение подобных агрегатов требует наличия хорошего электроинструмента, ручной ножовкой по дереву или насадками на дрель здесь обойтись не получится. Среди профессионалов бытует мнение, что листы толщиной до 10 мм можно резать электрическим лобзиком. Все, что выпадает за эти параметры, требует использования дисковой ручной или стационарной циркулярной пилы.
Стандартный электролобзик.
Важно: современные высокочастотные электролобзики от солидных и известных производителей, как гласит прилагаемая инструкция, способны легко справиться с мебельной плитой до 20 мм толщиной.
И у нас нет оснований не верить в это.
Для выборки разного рода пазов и отверстий нестандартной конфигурации обязательно нужна будет ручная фреза. Этот инструмент лучше имеет в личном пользовании, так как под нее можно сделать фанерную станину и тогда у вас появится личный фрезерный станок. Именно такие агрегаты распространены среди домашних мастеров.
Ручной фрезер.
Естественно, в любых подобных работах не обойтись без электродрели и набора качественного столярного инструмента. Разного рода струбцины, отвертки, молотки, напильники, наждачная бумага и прочие мелочи, по умолчанию должны быть у любого уважающего себя мастера.
Набор столярного инструмента.
Основные моменты создания станков
Важно: чертежи станков из фанеры своими руками лучше не делать, особенно если вы не владеете прочными инженерно-техническими знаниями.
Как правило, за основу берутся профессиональные чертежи фабричной разработки.
Только вместо металла используется деревянный фанерный лист.
Что касается прочности, то она зачастую достигается за счет увеличения толщины опорных и несущих конструкций, не менее чем в 3 раза.
Шлифовальная машина.
Приступая к резке листа, следует запомнить, что чем большее количество оборотов способен выдать инструмент, тем ровнее будут углы и качественней рез. Как полотна электролобзика, так и сменные диски циркулярки берутся с мелким зубом.
Инструмент по листу или лист навстречу инструменту должен двигаться как можно медленнее, в противном случае, на верхнем слое шпона будет много сколов.
Совет: дабы избежать сколов во время реза, бывалые мастера используют обычный скотч.
Он наклеивается на поверхность и уже по нему выполняется рез.
Копировально-фрезерный агрегат.
Мы не зря упомянули о том, что нужно свободно владеть базовыми столярными навыками. В подобных конструкциях не принято использовать гвозди или саморезы, все соединения выполняются только по принципу шип-паз. Причем стыковка должна быть точная, никаких зазоров или люфта не допускается.
Такие требования вызваны тем, что станок любого типа и предназначения обязательно, в той или иной мере, испытывает вибрации. А гвозди и саморезы в древесине во время вибрации способны довольно быстро расшататься. В результате ваш станок развалится прямо во время работы, что может привести к крайне нежелательным последствиям, вплоть до травмы.
Настольный лобзик.
Как сами листы при стыковке между плоскостями, так и угловые соединения шип-паз зачастую только проклеиваются. На рынке сейчас достаточно клеящих составов для дерева, но чаще всего используется старый добрый ПВА, только не канцелярский, а строительный.
Совет: во время сверления или фрезерования велика вероятность образования сколов на нижней рубашке листа.
Дабы избежать таких последствий, нужно под лист подложить ненужные обрезки фанеры, коих достаточно на любом производстве.
Фанерная циркулярка.
Не последнее значение имеет финишная шлифовка собранного агрегата. Это вызвано не только заботой о внешнем облике машины. Плохо отшлифованные углы грозят занозами. Плюс острые края будут постоянно цепляться, и шпон будет откалываться.
Что же касается окрашивания и покрытия лаком, то это оставляется на усмотрение мастера. Но в любом случае станок следует, как минимум покрыть грунтом. В самом бюджетном варианте это смесь воды и того же ПВА, достаточно пропорции 1:1. Такая защита сохранит шпон от пересыхания и растрескивания.
Мини токарный агрегат.
Вывод
Если агрегат нужен для периодического использования, то фанерные станки являются прекрасной альтернативой дорогостоящим заводским моделям. На видео в этой статье собран дополнительный материал по теме домашних станков. Если вы можете поделиться собственным опытом, пишите в комментарии, нам и нашим читателям это интересно.
Аппарат с ЧПУ с фанерным корпусом.
Чертежи деталей для обработки на станках с ЧПУ
При проектировании деталей, получаемых давлением, необходимо предусматривать обработку по всем поверхностям, избегая в конструкции детали штамповочных уклонов и односторонней обработки поверхности (рис. 6.8, а).
Необходимо задавать рациональную геометрическую форму детали, обеспечивающую возможность минимального числа чистовых переходов, обработку одним инструментом, а также удобство при базировании и креплении заготовки (рис. 6.8, б).
При сопряжении ребра с ребром, полкой или другими элементами детали, образующими наклонную плоскость, необходимо в месте сопряжения предусмотреть площадку для прохода инструмента (рис. 6.8, в).
При наличии на полотне, стенке или полке детали бонок, бобышек и других выступающих элементов необходимо предусмотреть проход торца инструмента путем выбора расстояния а > 2R при изменении конструкции элемента (рис. 6.8. г).
Особое внимание следует уделять унификации однотипных элементов конструкции детали: колодцев, карманов, подсечек, полок, проемов обеспечения и т.п.
При проектировании детали для обработки на станке с ЧПУ наиболее полно должна быть отражена симметрия относительно вертикальной и горизонтальной осей симметрии, а также местная симметрия отдельных элементов детали, что дает сокращение трудоемкости программирования в 2–4 раза за счет неоднократного использования УП и ее составных частей (рис. 6.9. а).
Ребра усиления следует выполнять, по возможности, параллельными осям детали (рис. 6.9, б).
Конструкция детали должна обеспечить ее обработку с наименьшим количеством переустановов на станке. Наиболее технологичной является деталь с базовой плоскостью и двумя базовыми отверстиями (рис. 6.9, в). Менее технологичной является двусторонняя симметричная конструкция. Вследствие симметричности относительно оси деталь обрабатывается с двух сторон по одной и той же УП одним инструментом (рис. 6.9, г). Наименее технологичной является двусторонняя несимметричная конструкция детали (рис. 6.9, д).
С целью обеспечения полной обработки наклонной поверхности нормализованным инструментом необходимо предусматривать возможность образования площадки, нормальной к оси инструмента (рис. 6.9, е).
чертежей машиниста — строительные нормы и правила
Машинисты обычно используют прецизионные станки, такие как токарные, расточные, фрезерные станки, а также цилиндрические или плоскошлифовальные станки для формования таких материалов, как сталь, латунь, железо, бронза, алюминий, титан и пластмассы, а также для производства компонентов в соответствии со спецификациями клиентов. .
Детальный чертеж обработки содержит всю информацию, необходимую для изготовления конкретной детали, и используется для обработки отливки в готовую деталь.Обычно на каждом чертеже подробно описывается только одна часть. Детали обработки обычно используются при обработке черновой детали в готовую деталь; на чертеже детали обработки будут указаны обрабатываемые поверхности, отверстия для болтов и их расположение, контрольные точки, геометрические размеры и допуски (GD & T) и другие обрабатываемые области. Чертежи обработки содержат важную информацию для традиционного станка или машиниста с ЧПУ (с числовым программным управлением), которая может включать в себя углы, контрольные точки, качество поверхности и т. Д.После завершения эта обработанная деталь должна соответствовать и подходить к другим обрабатываемым деталям, как определено на сборочном / подробном чертеже. Детали, которые обычно не нужно вытягивать, являются стандартными деталями — теми, которые можно купить у внешнего источника с меньшими затратами, чем затраты на производство. Такие детали могут включать винты, гайки, болты, ключи и штифты. Хотя их не нужно рисовать, они, тем не менее, должны быть включены как часть информации на каждом листе. Считыватель чертежей должен четко понимать форму, размер, материал и отделку поверхности детали, необходимые операции в цеху и пределы точности, которые необходимо соблюдать при детальном чертеже.На рис. 7.12 приведен пример типичного чертежа детали.
Обычно чертежи деталей содержат информацию, которую можно разделить на три группы:
1. Описание формы: описывает и объясняет или изображает форму компонента
2. Изображение размера: показывает размер и расположение элементов компонента
3. Технические характеристики: относится к таким позициям, как материал и отделка
Детальные чертежи машин должны включать всю или большую часть следующей информации:
• Виды компонента, необходимые для визуализации
• Материал, из которого изготовлен компонент
• Размеры
• Общие примечания и особая информация о производстве
• Идентификация названия проекта, детали и номера детали
• Имя или инициалы тех, кто работал над рисунком или с ним
• Любые технические изменения и соответствующая информация
- Рисунок 7.12 Типичный чертеж детали машины (источник: Ближневосточный технический университет).
Полный сборочный чертеж — это представление продукта или конструкции, собранных вместе, с изображением различных компонентов в их рабочих положениях. Отдельные компоненты поступают в сборочный цех после завершения процесса изготовления, где собираются вместе по сборочным чертежам.
Многие продукты состоят из более чем одной части или компонента. Список материалов (BOM) или список компонентов часто включается в сборочный чертеж, чтобы облегчить сборку, а также необходимые размеры и маркировку компонентов (Рисунок 7.13). Трехмерное изображение полностью собранной единицы поможет читателю понять окончательную форму сборки. Виды спереди, сбоку и сверху могут иметь решающее значение для передачи информации о размерах или форме читателю. Если сборочный чертеж на самом деле является одним из нескольких узлов сборки, это должно быть указано на распечатке в основной надписи или спецификации. Перемещения компонентов на чертеже сборочной детали следует обозначать пунктирными линиями.
- Рисунок 7.13 Сборочный чертеж в разрезе с таблицей спецификаций (источник: Инженерный колледж, Университет штата Огайо).
Сборочные чертежи бывают различных типов и версий, в том числе:
• Макетные сборочные чертежи, которые изначально использовались при разработке нового продукта.
• Сборочные чертежи в разобранном виде, наглядно показывающие детали, расположенные в правильном порядке сборки, найденные в каталогах оборудования, предназначенных для домовладельцев или поставщиков для заказа деталей (Рисунок 7.14).
• На схемах сборочных чертежей используются условные обозначения, которые показывают приблизительное расположение и / или последовательность компонентов, которые необходимо собрать или разобрать.
• Рабочие сборочные чертежи имеют размеры и помечены. Применительно к очень простым продуктам они могут выступать в качестве альтернативы детальным чертежам.
• Монтажно-сборочные чертежи используются, чтобы показать, как устанавливать крупные компоненты оборудования.
Как упоминалось ранее, сборочный чертеж — это чертеж различных частей машины или конструкции в их относительных рабочих положениях.Сборочный чертеж по существу передает законченную форму продукта, а также его общие размеры, взаимное расположение различных частей и функциональную взаимосвязь его компонентов. Когда все детали изготовлены с использованием соответствующего чертежа детали обработки —
- Рисунок 7.14A Сборочный чертеж в разобранном виде, типичный для чертежей в каталогах машинного оборудования, показывающий различные компоненты, расположенные в их правильном порядке сборки (источник: StoneAge, Inc. .).
На сборочном чертеже представлена информация, необходимая считывателю для сборки компонентов. Спецификация, которая в основном представляет собой список в виде таблицы, может быть размещена либо на сборочном чертеже, либо на отдельном листе. В списке содержится важная информация, такая как номера деталей, названия, количества, номер чертежа деталей материала, а иногда и размеры запасов сырья и т. Д. Термин «спецификация материалов» обычно используется в структурных и архитектурных чертежах, тогда как термин « перечень деталей »используется в практике машинного волочения.
Трехмерное изображение полностью собранной единицы помогает читателю визуализировать окончательную форму сборки (рис. 7.15). Виды спереди, сбоку и сверху могут потребоваться, чтобы сообщить читателю размеры или форму. Если этот сборочный чертеж на самом деле является одним из нескольких чертежей подсборки, на распечатке это должно быть указано в основной надписи или спецификации.
Аналогичным образом, специалисту по техническому обслуживанию обычно требуются сборочные чертежи на рабочем месте, чтобы оценить наилучшую последовательность демонтажа определенного оборудования, чтобы найти детали, которые должны быть выполнены.
- Рисунок 7.14B Сборочный чертеж в разобранном виде и фотография компенсатора Flexmaster (источник: Snyder Industries, Inc.).
снятые или крепежные болты из тех, которые необходимо снять, а также предоставить подробную информацию о компонентах, разобранных для ремонта. Наконец, технику необходимо точно определить правильное расположение компонентов при повторной сборке.
Клиенты, которые имеют дело с потребительскими товарами, такими как электронные товары, также обычно требуют использования чертежей САПР с разнесением деталей, чтобы помочь понять взаимосвязь между собранными деталями.Разнесенные чертежи незаменимы в ряде отраслей обрабатывающей промышленности. При создании сборочных чертежей включаются проверки критических пересечений, чтобы гарантировать, что вся сборка интегрирована, что позволяет сэкономить огромное количество времени и средств на этапе создания прототипа.
Компьютерное черчение значительно экономит время при создании сборочного чертежа. Сегодня существует большое количество сложных программ и оборудования САПР, и подавляющее большинство производителей теперь используют эти программы для возмещения высоких начальных производственных затрат.Хотя многие сборочные чертежи не требуют размеров, могут быть включены общие размеры и расстояния между центрами или от части к части различных деталей, чтобы прояснить взаимосвязь частей друг с другом. Однако самое главное, чтобы сборочный чертеж был легко читаемым и не перегружен деталями.
Использование программ САПР также позволяет объединить детали отдельных компонентов, чтобы создать сборочный или рабочий чертеж компонента (ов). С помощью систем CAD можно создавать трехмерные (3-D) модели, которые позволяют накладывать изображения и графически измерять зазоры.Когда детали были спроектированы или нарисованы неправильно, ошибки часто будут выделяться, чтобы можно было внести соответствующие исправления. Это повышает эффективность составителя чертежей и помогает сделать детали окончательной печати точными, а полученные детали будут функционировать должным образом.
Информация, обычно необходимая для общих сборочных чертежей, включает:
• Детали вытягиваются в рабочем положении
• Перечень деталей (или ведомость материалов), включая номер позиции, описательное название, материал и количество, необходимое на единицу машины
• Выноски с выносками, нарисованными вокруг номеров деталей
• Механические и сборочные операции и критические размеры, связанные с работой станка
Шаги по созданию сборочного чертежа включают следующее:
1.Проанализируйте геометрию и размеры различных деталей, чтобы понять этапы сборки и общую форму объекта.
2. Выберите соответствующий вид объекта.
3. Выберите основные компоненты — компоненты, которые требуют сборки из нескольких частей.
4. Нарисуйте вид основных компонентов в соответствии с выбранным направлением обзора.
5. Добавьте подробные виды остальных компонентов в их рабочих положениях.
6. Добавьте позиции, примечания и размеры по мере необходимости.
7. Создайте спецификацию материалов (BOM).
Сборочные чертежи могут требовать одного, двух, трех или более видов, хотя они должны быть сведены к необходимому минимуму. Следует выбрать хорошее направление обзора, которое представляет все (или большую часть) деталей, собранных в их рабочем положении.
Рис. 7.15. Диаграмма, показывающая, как несколько частей сочетаются друг с другом, а также перечень материалов и графическое изображение собранного объекта (источник: Инженерный колледж Университета штата Огайо).
1. ИЗОБРАЖЕНИЕ 2. В РАЗОБРАННОМ СОСТОЯНИИ 3. СФЕРА МАТЕРИАЛОВ
Рис. 7.15. Диаграмма, показывающая, как несколько частей сочетаются друг с другом, а также спецификация материалов и графическое изображение собранного объекта (источник: Инженерный колледж, Университет штата Огайо).
При сопряжении деталей двумя основными факторами являются чистовая обработка поверхности и допуск (особенно размер и геометрия). Под чистовой обработкой подразумевается степень шероховатости поверхности. Его основное предназначение — контроль точности позиционирования и плотности между сопрягаемыми частями.Другая цель — уменьшить трение, особенно для частей, которые движутся относительно других частей.
Читать здесь: Темы
Была ли эта статья полезной?
Машинный чертеж — Технический чертеж
Чертежник должен уметь понимать значение каждой линии на машинном чертеже. Он также должен понимать основную терминологию и лексику, используемую в связи с машинными чертежами.
Машинные чертежи компонентов могут включать любые геометрические принципы и конструкции, описанные в этой книге, а также принятые стандарты чертежей, охватываемые BS 8888.
Рисунок 7.15 иллюстрирует многие функции, обнаруженные на чертежах машин, а в примечаниях, которые следуют ниже, даются дополнительные пояснения и комментарии к редакциям.
ф II II
Пример алмазной накатки
Пример прямой накатки
Пример алмазной накатки
Угловой размер — обратите внимание, что круговая размерная линия берется из пересечения центральных линий элементов. Острие стрелки — острие стрелки должно касаться линии или поверхности проекции, оно должно быть аккуратным и легко читаемым и обычно имеет длину не менее 3 мм.
Вспомогательный размер — размер, указанный в информационных целях, но не используемый в фактическом производственном процессе.
Бобышка — выступ, обычно круглой формы в поперечном сечении, часто встречается на отливках и поковках. Бобышка вала может обеспечивать дополнительную опору подшипника, например, или бобышка может использоваться на тонкой литой поверхности для увеличения ее толщины с целью размещения винтовой резьбы. Центральная линия — длинная пунктирная узкая линия, которая используется для обозначения осей отверстий, компонентов и круглых деталей.Длинная штриховая пунктирная широкая линия — используется для обозначения поверхностей, которые должны соответствовать специальным спецификациям и которые отличаются от остальной части компонента.
Фаска — фаска обрабатывается для удаления острой кромки. Угол обычно составляет 45 °. Часто называется скошенной кромкой. Канавка стопорного кольца — канавка для стопорного кольца. Стопорное кольцо может быть изготовлено из проволоки, листа или пластины из пружинной стали, подвергнутых закалке и отпуску и примененных в сборке
.обеспечивает внутреннюю или внешнюю силу для размещения компонента 13 внутри отверстия или корпуса.
9 Отверстие с зазором — термин, используемый в сборке для описания конкретного отверстия, которое немного больше и очищает болт или шпильку, проходящую через него. 14
10 Зенковка — отверстие с зенковкой можно использовать для размещения гайки или головки болта, чтобы она не выступала над поверхностью. Он обработан так, чтобы нижняя поверхность большего отверстия была перпендикулярна оси 15 отверстий.
11 Зенковка — Отверстие с конической выемкой 16 для размещения головки заклепки или винта, так чтобы головка лежала на том же уровне, что и окружающая поверхность.
12 Плоскость сечения или плоскость сечения — это альтернативные термины, используемые для определения положений плоскостей, из которых 17 проецируются возвышения и планы сечения.
Размерная линия — это узкая непрерывная линия, которая по возможности размещается за пределами контура объекта. Стрелки касаются линий проекции. Размер не касается линии, а располагается по центру над ней. Увеличенный вид — если детали очень малы или недостаточно места для размеров или примечаний, можно нарисовать частичный вид с увеличенной шкалой размеров.
Круглый — этот термин часто используется для описания внешнего радиуса.
Скругление — это термин, обозначающий радиусы внутренних углов. Часто встречается на отливках, где его функция заключается в предотвращении образования трещин под напряжением, которые могут возникать из-за острых углов. В местах пересечения трех поверхностей на отливке радиусы скругления будут сферическими.
Фланец— это термин для описания выступающего обода или кромки, который используется для придания жесткости или для
.крепление. В данном примере просверлено отверстие под винты с потайной головкой.
18 Штриховка — обратите внимание, что штриховка компонента на плоскости сечения выполняется узкими непрерывными линиями под углом 45 °. Расстояние между линиями штриховки зависит от размера компонента, но не должно быть меньше 4 мм.
19 Скрытая деталь — обозначена узкой пунктирной линией. Штрих 3 мм и промежутки 2 мм имеют разумные пропорции.
20 Накатка — Обработка поверхности с квадратным или ромбовидным узором. Может использоваться в декоративных целях или для улучшения сцепления.
21 Выноска. Выноски используются для обозначения областей применения размеров или примечаний и рисуются в виде узких непрерывных линий, заканчивающихся стрелками или точками. Стрелка всегда должна заканчиваться на линии; точки должны быть в пределах контура объекта.
22 Локальный раздел — Локальный раздел может быть нарисован, если полный раздел или половина раздела неудобны. Локальный излом вокруг разреза представляет собой сплошную узкую неправильную линию.
23 Обрабатывающий центр — точно просверленное отверстие с хорошей чистовой обработкой на каждом конце детали, что позволяет разместить деталь во время операции обработки на токарном станке.
24 Символ обработки — если требуется указать, что конкретная поверхность должна быть обработана, без дальнейшего определения фактического процесса обработки или чистоты поверхности, к линии, представляющей поверхность, добавляется символ, перпендикулярный линии. Включенный угол символа составляет примерно 60 °. К чертежу, где все поверхности должны быть обработаны, может быть добавлено общее примечание:
25 Чистота поверхности — если поверхность должна быть обработана и требуется текстура поверхности определенного качества, то к чертежу добавляется стандартный символ обработки с номером, который дает максимально допустимую шероховатость, выраженную численно в микрометрах.
26 Чистота поверхности — если требуются максимальная и минимальная степени шероховатости, то обе цифры добавляются к символу обработки.
27 Диаметр делительной окружности — окружность, проходящая через центры ряда отверстий. Круг нарисован длинной пунктирной узкой пунктирной линией.
28 Выемка — полый элемент, который используется для уменьшения общего веса компонента. Также можно использовать выемку для установки ответной детали.
29 Прорезь — термин, альтернативный обозначению прорези, паза, канала или отверстия.
30 Втулка — это круговой выступ, обработанный для обеспечения точного положения между собранными компонентами.
31 Шлицевой вал — вращающийся элемент, который может передавать крутящий момент на сопряженный компонент. Сопрягаемый компонент может перемещаться в осевом направлении вдоль шлицев, которые по внешнему виду похожи на шпоночные пазы на поверхности шпинделя.
32 Квадрат — Диагональные линии показывают плоскую поверхность квадрата и различают вал круглого и квадратного сечения.Такое же соглашение используется для обозначения лыски гаечного ключа на валу.
33 Конус — термин, используемый в связи с уклоном или уклоном. Скорость конуса также может определять коническую форму.
34 Символ конуса — символ конуса показан здесь в прямоугольном поле, которое также включает в себя информацию о размерах, касающуюся степени конусности по диаметру.
35 Наружная резьба — альтернативный термин, используемый для обозначения наружной резьбы. На рисунке показано условное обозначение резьбы.
36 Внутренняя резьба — альтернативный термин для обозначения внутренней резьбы.На рисунке показано условное обозначение резьбового отверстия с внутренней резьбой.
37 Выточка — круговая канавка в нижней части резьбы, позволяющая производить сборку без столкновения со скругленным углом. Обратите внимание на иллюстрацию, что элемент можно навинтить по резьбе M20 до конической части.
38 Шпонка Вудраффа — шпонка, имеющая форму круглого диска, который входит в паз для круглой шпонки конического вала. Шпонка может поворачиваться в круглой выемке, чтобы приспособиться к любой конусности ответной ступицы.
39 Ключ — небольшой металлический блок квадратного или прямоугольного сечения, который устанавливается между валом и ступицей и предотвращает движение по окружности.
40 Шпоночная канавка — прорезь в валу или ступице для установки шпонки.
Читать здесь: Масштаб для чертежей
Была ли эта статья полезной?
волочильных машин | Колоссальный
Дизайн Музыка
28 июля 2020
Грейс Эберт
Если не считать царапины пера на бумаге, рисование как практика не считается особенно ритмичным или мелодичным.Однако изобретательная машина музыканта Ламонда Кэмпбелла добавляет музыкальную составляющую к его зацикленным эскизам. Синтезатор гармонографа в точности соответствует своему названию: Кэмпбелл подключил современный модульный синтезатор к гармонографу 18-го века, устаревшему аппарату, который использует маятники для воспроизведения геометрических форм. Два механизма качания перемещаются линейно вместе с пером, а третий вращается вместе с доской. Каждый запускает синтезатор при движении, что создает соответствующую звуковую дорожку.Дополнительный микрофон улавливает шум пера.
Посмотрите видео выше, чтобы увидеть тонкости модифицированного устройства. Кампелл продает полную коллекцию из 18 треков на своем сайте, и вы можете найти больше о его мультимедийных творениях в Instagram и YouTube. Чтобы увидеть обратный аудиовизуальный процесс, посмотрите «Визуальные звуки Amazon II». (спасибо, Крейг!)
Изобразительное искусство
31 июля, 2019
Кейт Серзпутовски
Джеймс Нолан Ганди (ранее) использует свои знания в области металлообработки для создания машин для рисования, которые производят точно настроенные, но выразительные работы.Машины чисто механические, но их результат выглядит почти цифровым, как если бы нарисованные сферы и эллипсы были разработаны в компьютерной программе, а не выполнялись аналоговой структурой. Для создания многоцветных работ Ганди должен останавливать машину, чтобы выключить каждый цвет, способствуя сотрудничеству между созданным художественным объектом и его собственными эстетическими желаниями. Вы можете посмотреть его завораживающие машины в действии в видеороликах ниже, а также просмотреть больше его готовых работ на его веб-сайте и в Instagram.
Дизайн
7 июня 2018
Лаура Стаугайтис
Scribit, изобретенный профессором Массачусетского технологического института Карло Ратти, представляет собой новую машину для рисования, которая создает текст и изображения с помощью стираемых чернил. Создатели проекта называют его полезным инструментом в рабочей среде, а также простым и взаимозаменяемым способом украсить дом. Робот черпает изображения либо из приложения, либо из файлов, которые пользователи загружают сами.Scribit в настоящее время финансирует Kickstarter, где достиг своей цели в течение двух часов.
Изобразительное искусство
30 мая 2018
Лаура Стаугайтис
Польско-немецкая художница Карина Смигла-Бобински придает плавучесть рисованию с помощью ADA, большого надувного инструмента для рисования. Наполненный гелием, ADA свободно плавает, создавая линии своими угольными шипами, когда движется по комнате.Более драматические изменения начинают происходить, когда в смесь добавляются люди: на видео выше показано, как посетители взаимодействуют с ADA в Muffathalle, где она была установлена в течение недели в Мюнхене, Германия.
Художник описывает ADA в заявлении: «Земной шар, приведенный в действие, создает композицию из линий и точек, которые остаются неизмеримыми по своей интенсивности, выражению и форме, как бы сильно посетитель ни пытался контролировать ADA, вести ее, приручить ее. . Что бы он ни пробовал, он очень скоро заметил, что ADA является независимым исполнителем, усыпая первоначально белые стены рисунками и знаками.”
Смигла-Бобински относит ADA к категории биотехнологий и отдает дань уважения творцам прошлого, которые создавали компьютерные работы, которые после получения команды дают непредсказуемые результаты. Она упоминает Аду Лавлейс, Джин Тингли и Ванневара Буша как оказавших влияние.
Художник учился в Академии художеств в Кракове и Мюнхене. Ее работы, от кинетических скульптур до мультимедийных театральных представлений, были показаны в сорока пяти странах. ADA дебютировала на выставке Electronic Language Int.Фестиваль в Сан-Паулу, в 2011 году, и с тех пор объездил весь мир. Вы можете увидеть больше от Смиглы-Бобински на ее сайте и на канале YouTube.
Изобразительное искусство
22 февраля 2018
Кейт Серзпутовски
Художник и слесарь Джеймс Нолан Ганди создает сложные машины для рисования, которые легко могут посрамить ваш детский спирограф. Машины сконструированы из относительно простых механизмов, которые в сочетании создают ошеломляющие формы и взаимосвязанные муаровые узоры.
Хотя шестерни и шкивы изготовлены таким образом, чтобы часть работы выполнялась самостоятельно, Ганди еще не изготовил систему для подъема ручки через определенные промежутки времени. Поэтому многие из его работ являются совместными исследованиями, в равной степени созданными талантами человека и машины. Некоторые из моих любимых — это те, которые созданы с высоким контрастом между бумагой и чернилами, например, ярко-синяя форма, показанная на его рисунке ниже.
Вы можете увидеть больше машин для рисования Ганди в действии в его Instagram.(через The Awesomer)
Изобразительное искусство Дизайн
29 апреля 2017
Кейт Серзпутовски
Художник и профессор SAIC Пабло Гарсиа (ранее) добавил обновление к своему предыдущему взгляду на оптическое устройство Camera Lucida двухвековой давности, которое позволяет отслеживать изображения и сцены непосредственно с натуры. Новая версия NeoLucida XL похожа на свою предшественницу, но имеет видоискатель гораздо большего размера.Призма внутри обновленного аналогового устройства осталась того же размера, а более крупное зеркало и стекло значительно упрощают создание проецируемого «фантомного изображения». Вы можете узнать больше об устройстве на его странице Kickstarter.
Машинный чертеж— Название сайта
ГРАФИЧЕСКИЙ ЯЗЫК
Общие
Технический специалист может использовать графический язык как мощное средство общения с другими для передачи идей по техническим вопросам.Однако для эффективного обмена идеями с другими инженер должен владеть (i) языком, как письменным, так и устным, (ii) символами, связанными с фундаментальными науками, и (iii) графическим языком. Инженерный чертеж — подходящий графический язык, на котором любой обученный человек может визуализировать требуемый объект. Поскольку инженерный чертеж отображает точное изображение объекта, он, очевидно, передает одни и те же идеи каждому натренированному глазу. Несмотря на языковой барьер, рисунки могут эффективно использоваться в других странах, помимо страны, в которой они подготовлены.Таким образом, инженерный рисунок — универсальный язык всех инженеров. Инженерный рисунок берет свое начало где-то в 500 году до нашей эры при режиме египетского царя Фароса, когда символы использовались для передачи идей среди людей.
Важность графического языка
Графический язык появился, когда стало необходимо строить новые структуры и создавать новые машины и т.п. в дополнение к представлению существующих. Из-за отсутствия графического языка идеи по техническим вопросам должны передаваться в устной или письменной форме, и то и другое ненадежно и сложно для понимания производственным персоналом.Этот метод требует не только больших затрат времени и труда, но и производственных ошибок. Без инженерного чертежа было бы невозможно изготавливать такие объекты, как самолеты, автомобили, локомотивы и т. Д., Для каждого из которых требовалось бы тысячи различных компонентов.
Необходимость правильных чертежей
Чертежи, подготовленные любым техническим специалистом, должны быть четкими, безошибочными по смыслу, и не должно быть возможности для более чем одной интерпретации, иначе могут возникнуть судебные разбирательства.В ряде сделок с контрактами чертеж является официальным документом, и успех или неудача конструкции зависит от четкости деталей, представленных на чертеже. Таким образом, рисунки не должны допускать неправильной интерпретации даже случайно. Было бы невозможно производить машины / автомобили в массовом масштабе, в которых задействовано множество узлов и узлов, без четких, правильных и точных чертежей. Чтобы добиться этого, технический специалист должен получить доскональные знания как о принципах, так и о традиционной практике черчения.Если это не достигается и / или не применяется на практике, чертежи, подготовленные одним, могут передавать другим значение, вызывая ненужные задержки и расходы в производственных цехах.
Следовательно, инженер должен обладать хорошими знаниями не только для подготовки правильного чертежа, но и для правильного чтения чертежа. Ожидается, что содержание курса этой книги будет соответствовать этим требованиям. Изучение машинного чертежа в основном включает в себя обучение созданию эскизов деталей машин, а также составлению рабочих и сборочных чертежей.Это предполагает изучение тех условных обозначений на чертежах, которые широко используются в инженерной практике.
КЛАССИФИКАЦИЯ ЧЕРТЕЖЕЙ
1. Чертеж станка
Относится к деталям или компонентам машин. Он представлен в нескольких ортогональных видах, так что размер и форма компонента полностью понятны. К этой классификации относятся чертежи деталей и сборочные чертежи. Пример машинного чертежа приведен на рис.
2. Производственный чертеж
Производственный чертеж, также называемый рабочим чертежом, должен содержать все размеры, ограничения и специальные процессы отделки, такие как термообработка, хонингование, притирка, чистовая обработка поверхности и т. Д., Чтобы помочь мастеру в цехе при производстве компонента. . В названии также должен быть указан материал, из которого изготовлено изделие, количество деталей, необходимых для сборки устройства и т. Д. Поскольку мастер обычно делает по одному компоненту за раз, рекомендуется подготовить производственный чертеж каждого компонента на отдельном листе.Однако в некоторых случаях чертежи связанных компонентов могут быть приведены на одном листе. Рисунок представляет собой пример производственного чертежа.
3. чертеж детали
Чертеж компонента или детали — это подробный чертеж компонента, упрощающий его изготовление. Чтобы передать детали на чертеже детали, необходимо соблюдать все принципы орфографической проекции и техники графического изображения. Чертеж детали с деталями изготовления по праву называется производственным чертежом или рабочим чертежом.
4. чертеж сборки
Чертеж, на котором показаны различные части машины в их правильном рабочем положении, является сборочным чертежом (рис.). Есть несколько видов таких рисунков.
4.1 Чертеж конструкции и сборки
При проектировании машины сначала рисуется сборочный чертеж или проектный план, чтобы четко визуализировать характеристики, форму и зазоры различных частей, составляющих машину.
4.2 Детальный сборочный чертеж
Обычно изготавливается для простых машин, состоящих из относительно меньшего количества простых деталей. Все размеры и информация, необходимая для изготовления таких деталей и для сборки деталей, указаны непосредственно на сборочном чертеже. Отдельные виды отдельных деталей в увеличенном масштабе, показывающие стыковку деталей вместе, также могут быть нарисованы в дополнение к обычному сборочному чертежу.
4.3 Чертеж узла
Многие узлы, такие как автомобиль, токарный станок и т. Д., состоят из множества предварительно собранных компонентов, а также отдельных деталей. Эти предварительно собранные блоки известны как сборочные узлы. Чертеж подсборки — это сборочный чертеж группы связанных деталей, которые образуют деталь более сложной машины. Примеры таких чертежей: задняя бабка токарного станка, топливный насос дизельного двигателя, карбюратор и т. Д.
4.4 Монтажный чертеж
На этом чертеже указаны расположение и размеры нескольких важных деталей, а также общие размеры собранного устройства.На этом чертеже представлена полезная информация для сборки машины, так как на этом чертеже показаны все части машины в их правильном рабочем положении.
4.5 Сборочные чертежи для каталогов
Для фирменных каталогов подготовлены специальные сборочные чертежи. На этих чертежах показаны только соответствующие детали и размеры, которые могут заинтересовать потенциального покупателя. На рисунке показан типовой чертеж из каталога с указанием габаритных и основных размеров.
4.6 Сборочные чертежи для руководств по эксплуатации
Эти чертежи в виде сборочных чертежей должны использоваться, когда машина, отгруженная в собранном состоянии, разбирается, чтобы проверить все детали перед повторной сборкой и установкой в другом месте. На этих чертежах каждый компонент пронумерован в работе. На рисунке показан типичный пример такого рисунка.
4,7 Сборочный чертеж в разобранном виде
В некоторых случаях для соответствия требованиям руководства по эксплуатации поставляются покомпонентные графические изображения.Эти чертежи обычно можно найти в разделе со списком деталей в руководстве компании. На фигуре показаны рисунки этого типа, которые могут быть легко понятны даже тем, кто не имеет опыта чтения рисунков; потому что на этих видах с разнесением деталей детали расположены в порядке сборки, но отделены друг от друга.
4.7 Схема сборки
Очень сложно понять принципы работы сложных механизмов, просто исходя из сборочных чертежей.Схематическое изображение установки облегчает понимание принципа ее работы. Это упрощенная иллюстрация машины или системы, заменяющая все элементы их соответствующими традиционными представлениями. На рисунке показано схематическое изображение зубчатой передачи.
4.8 Чертеж механического цеха
Черновые отливки и поковки отправляются в механический цех для чистовой обработки (рис.). Поскольку машинист не интересуется размерами и информацией о предыдущих этапах, чертеж механического цеха часто дает только информацию, необходимую для обработки.На основе того же принципа можно получить чертеж кузнечного цеха, чертеж модельного цеха, чертеж листового металла и т. Д.
4.10 Патентный чертеж
Когда изобретаются новые машины или устройства, появляются патентные чертежи для иллюстрации и объяснения изобретения. Это графические рисунки, которые не требуют пояснений. Важно, чтобы чертежи патента были механически правильными и включали полные иллюстрации каждой детали изобретения.Однако они бесполезны для производственных целей. Основные элементы на чертеже пронумерованы для идентификации и полного описания.
- CO PO MAPPING MD
- Ортогональная секция
- секционно-орфографическая. pdf
- Программа MD
- ОБЫЧНОЕ ПРЕДСТАВИТЕЛЬСТВО
- Сварочное представительство & amp; Символы Допуск
- Шероховатость поверхности
- ЛИСТ № 1. ОБЫЧНОЕ ПРЕДСТАВИТЕЛЬСТВО
- ЛИСТ № 2.СЕКЦИОННЫЕ ОРТОГРАФИЧЕСКИЕ ПРОЕКЦИИ
- https://www.youtube.com/watch?v=5ZgiJxoF6ZE
- Машинное черчение (1) — KL NARAYAN
- https://www.youtube.com/watch?v=u5AJed-RuF8
- Карта технологического планирования 2
- Сборка муфты Old-hams
- Детали старых окороков Сцепка
- Подробная информация о Oldhams
Нравится:
Нравится Загрузка …
Машинное черчение и черчение | Инженеры Edge
Связанные ресурсы: разработка
Машинное черчение и черчение
Инженерные чертежи и ресурсы для руководства по составлению проектов
Машинное черчение и черчение
К.Л. Нараяна
П. Каннайя
К. Венката Редди
474 страницы
Открытый: Машинное черчение и черчение
Требуется бесплатное членство
Введение
Технический специалист может использовать графический язык как мощное средство общения с другими для передачи идей по техническим вопросам. Однако для эффективного обмена идеями с другими инженер должен владеть (i) языком, как письменным, так и устным, (ii) символами, связанными с фундаментальными науками, и (iii) графическим языком.Инженерный чертеж — подходящий графический язык, на котором любой обученный человек может визуализировать требуемый объект. Поскольку инженерный чертеж отображает точное изображение объекта, он, очевидно, передает одни и те же идеи каждому натренированному глазу.
Независимо от языкового барьера, рисунки могут эффективно использоваться в других странах, помимо страны, в которой они подготовлены. Таким образом, инженерный рисунок — универсальный язык всех инженеров.
Инженерный рисунок возник где-то в 500 г. до н.э. при правлении египетского царя Фароса, когда символы использовались для передачи идей среди людей.
TOC
Введение
1.1 Графический язык 1
1.1.1 Общие 1
1.1.2 Важность графического языка 1
1.1.3 Необходимость правильных чертежей 1
1.2 Классификация чертежей 2
1.2.1 Машинный чертеж 2
1.2.2 Производственный чертеж 2
1.2.3 Детальный чертеж 2
1.2.4 Сборочный чертеж 3
Принципы рисования
2.1 Введение 10
2.2 Чертежный лист 10
2.2.1 Размер листа 10
2.2.2 Обозначение типоразмеров 10
2.2.3 Основная надпись 11
2.2.4 Границы и рамки 11
2.2.5 Центрирующие метки 12
2.2.6 Метрическая эталонная градация 12
2.2.7 Система отсчета сетки (зонирование) 13
2.2.8 Метки обрезки 13
2.3 Весы 13
2.3.1 Обозначение 13
2.3.2 Рекомендуемые весы 13
2.3.3 Спецификация весов 13
2.4 Строки 14
2.4.1 Толщина линий 15
2.4.2 Порядок приоритета совпадающих строк 16
2.4.3 Окончание линий выноски 17
2.5 Надпись 18
2.5.1 Размеры 18
2.6 Разделы 19
2.6.1 Штриховка секций 20
2.6.2 Режущие плоскости 21
2.6.3 Измененная или удаленная секция 23
2.6.4 Половина секции 24
2.6.5 Местный отдел 24
2.6.6 Расположение последовательных секций 24
2.7 Условное представление 24
2.7.1 Материалы 24
2.7.2 Компоненты машины 24
2.8 Определение размеров 25
2.8.1 Общие принципы 25
2.8.2 Метод исполнения 28
2.8.3 Прекращение действия и указание происхождения 30
2.8.4 Методы указания размеров 30
2.8.5 Расположение размеров 32
2.8.6 Особые показания 33
2.9 Стандартные сокращения 37
2.10 Примеры 38
Ортографические проекции
3.1 Введение 43
3.2 Принцип первого угла проекции 43
3.3 метода получения ортогональных изображений 44
3.3.1 Вид спереди 44
3.3.2 Вид сверху 44
3.3.3 Вид сбоку 44
3.4 Представление просмотров 45
3.5 Обозначение и относительное расположение видов 45
3.6 Расположение объекта 46
3.6.1 Скрытые линии 47
3.6.2 Криволинейные поверхности 47
3.7 Выбор ракурсов 47
3.7.1 Чертежи в одном окне 48
3.7.2 Чертежи в двух проекциях 48
3.7.3 Чертежи с тремя видами 49
3.8 Развитие отсутствующих просмотров 50
3.8.1 Построение обзора слева из двух данных видов 50
3.9 Интервал между видами 50
3.10 Примеры 51
Виды в разрезе
4.1 Введение 64
4.2 Полный раздел 64
4.3 Половина 65
4.4 Вспомогательные секции 66
4.5 Примеры 67
Крепежные детали резьбовые
5.1 Введение 77
5.2 Номенклатура винтовой резьбы 77
5.3 формы резьбы 78
5.3.1 Другие профили резьбы 79
5.4 Серия резьбы 80
5.5 Обозначение резьбы 81
5.6 Многозаходная резьба 81
5.7 Правая и левая резьба 81
5.7.1 Стяжная гайка 82
5.8 Представление потоков 82
5.8.1 Изображение деталей с резьбой в сборке 84
5.9 Болтовое соединение 85
5.9.1 Методы вытяжки гайки с шестигранной головкой (головка болта) 85
5.9.2 Метод рисования квадратной гайки (головки болта) 87
5.9.3 Болты с шестигранной и квадратной головкой 88
5.9.4 Шайбы 89
5.9.5 Болты других форм 89
5.9.6 Орехи других форм 91
5.9.7 Винты с головкой под ключ и крепежные винты 92
5.9.8 Установочные винты 93
5.10 Запорные устройства для гаек 94
5.10.1 Контргайка 94
5.10.2 Блокировка с помощью шплинта 95
5.10.3 Фиксация замковой гайкой 95
5.10.4 Контргайка Wile 96
5.10.5 Блокировка установочным винтом 96
5.10.Шестигранная гайка 96
5.10.7 Блокировка винтом 96
5.10.8 Блокировка пластиной 97
5.10.9 Блокировка пружинной шайбой 97
5.11 Фундаментные болты 98
5.11.1 Болт с проушиной 98
5.11.2 Болт изогнутого фундамента 98
5.11.3 Болт фундамента 98
5.11.4 Фундаментный болт Льюиса 99
5.11.5 Фундаментный болт 100
Шпонка, шплинты и штифты
6.1 Введение 103
6.2 Ключи 103
6.2.1 Седельные ключи 103
6.2.2 Утопленные ключи 104
6.3 Пружинные шарниры 109
6.3.1 Пружинное соединение с гильзой 111
6.3.2 Пружинное соединение с головкой под торцевой ключ 111
6.3.3 Пружина с шипом 111
6.4 Штифты 112
6.4.1 Поворотный сустав 113
Муфта вала
7.1 Введение 115
7.2 Жесткие муфты 115
7.2.1 Муфты с муфтой или муфтой 115
7.2.2 Фланцевые муфты 117
7.3 гибких муфты 119
7.3.1 Фланцевая муфта с втулкой и пальцем 119
7.3.2 Компрессионная муфта 120
7.4 Отсоединяющие муфты 120
7.4.1 Кулачковая муфта 120
7.4.2 Конусная муфта 122
7.5 Несоосные муфты 123
7.5.1 Универсальная муфта (шарнир Hooke) 123
7.5.2 Муфта Oldham 124
7.5.3 Амортизирующая муфта 125
Соединения труб
8.1 Введение 127
8.2 Соединения для паровых труб 127
8.2.1 Соединения для чугунных труб 128
8.2.2 Соединения для медных труб 129
8.2.3 Соединения для труб из кованого железа и стали 130
8.3 Соединения для гидравлических труб 130
8.3.1 Головка и втулка 131
8.3.2 Фланцевое соединение 131
8.4 Специальные соединения труб 131
8.4.1 Юнион Джойнт 131
8.4.2 Деформационный шов 133
8.5 Фитинги 134
8.5.1 Фитинги GI 135
8.5.2 Трубные фитинги CI 136
8.5.3 Трубы и фитинги из ПВХ 136
8.6 Схема расположения труб 140
Шкивы
9.1 Введение 142
9.2 Шкивы с ременным приводом 142
9.2.1 Шкивы с плоским ремнем 142
9.2.2 Шкивы клинового ремня 145
9.2.3 Канатный шкив 147
Заклепочные соединения
10.2 Заклепки и клепание 150
10.2.1 Заклепка 150
10.2.2 Клепка 150
10.2.3 Конопатка и фуллеринг 151
10.3 Головки заклепок 151
10.4 Определения 151
10.4,1 Участок 151
10.4.2 Маржа 152
10.4.3 Цепная клепка 152
10.4.4 Зигзагообразная клепка 152
10.4.5 Шаг между рядами 152
10.4.6 Шаг по диагонали 152
10.5 Классификация заклепочных соединений 152
10.5.1 Конструкционные соединения 152
10.5.2 Соединения котла 154
Сварные соединения
11.1 Введение 161
11.2 Сварные соединения и символы 161
11.2.1 Расположение символов сварных швов на чертежах 162
11.2.2 Условные обозначения 166
11.2.3 Расположение сварных швов 166
11.2.4 Положение стрелки 166
11.2.5 Положение опорной линии 167
11.2.6 Положение символа 167
11.3 Определение размеров сварных швов 168
11.3.1 Размеры угловых швов 168
11.4 Подготовка кромок сварных швов 168
11.5 Чистота поверхности 169
11.6 Правила, которые необходимо соблюдать при нанесении символов 169
11.7 Обозначения процесса сварки (сокращения) 171
11.8 Примеры 171
Подшипники
12.1 Введение 176
12.2 Подшипники скольжения 176
12.2.1 Подшипники скольжения 176
12.3 Подшипники качения (антифрикционные) 183
12.3.1 Радиальные подшипники 184
12.3.2 Упорные подшипники 185
Цепи и шестерни
13.1 Введение 189
13.2 Цепные передачи 189
13.3 Роликовые цепи 189
13.4 Перевернутый зуб или бесшумные цепи 190
13.5 звездочек 190
13.6 Конструкция приводов роликовых цепей 190
13,7 Шестерни 191
13.8 Типы шестерен 191
13.9 Номенклатура передач 191
13.10 Профили зубов 192
13.10.1 Эвольвентный профиль зуба 192
13.10.2 Примерное построение профиля зуба 193
13.11 Шестерни и зубчатые зацепления 195
13.11.1 Цилиндрическая зубчатая передача 195
13.11.2 Прямозубое зацепление 195
13.11.3 Винтовая шестерня 196
13.11.4 Цилиндрическая передача 196
13.11,5 Коническая шестерня 196
13.11.6 Коническая передача 197
13.11.7 Червячная передача (колесо) 197
Приспособление и приспособления
14.1 Введение 200
14.2 Представление детали 200
14.3 Компоненты кондуктора 200
14.3.1 Корпус кондуктора 200
14.3.2 Обнаружение устройств 201
14.3.3 Зажимные устройства 201
14.3.4 Втулки 201
14.4 Различные типы приспособлений 203
14.4.1 Канальный зажим 203
14.4.2 Ящик-приспособление 204
14.5. Компоненты приспособления 204
14.5.1 Основание приспособления 204
14.5.2 Зажимы 204
14.5.3 Установка блоков 205
14.6 Типы приспособлений 205
14.6.1 Фрезерное приспособление индексируемого типа 205
14.6.2 Приспособление для поворота 205
14.6.3 Сварочное приспособление 206
Пределы, допуски и посадки
15.1 Введение 208
15.2 Система пределов 208
15.2.1 Допуск 208
15.2.2 Пределы 208
15.2.3 Отклонение 208
15.2.4 Фактическое отклонение 208
15.2.5 Верхнее отклонение 208
15.2.6 Нижнее отклонение 209
15.2.7 Надбавка 209
15.2.8 Базовый размер 209
15.2.9 Расчетный размер 209
15.2.10 Фактический размер 209
15.3 Допуски 209
15.3.1 Основные допуски 212
15.3.2 Основные отклонения 212
15.3.3 Метод установки предельных размеров (с допуском отдельных размеров) 225
15.4 Подходит 227
15.4.1 посадка с зазором 227
15.4.2 Переходная посадка 227
15.4.3 Посадка с натягом 228
15.5 Допуски формы и положения 232
15.5.1 Введение 232
15.5.2 Вариант формы 232
15.5.3 Вариация позиции 232
15.5.4 Геометрический допуск 232
15.5.5 Зона допуска 232
15.5.6 Определения 232
15.5.7 Указание геометрических допусков на чертеже 234
15.5.8 Индикация контролируемой функции 234
15.5.9 Стандарты, которым следуют в промышленности 235
Шероховатость поверхности
16.1 Введение 242
16.2 Шероховатость поверхности 242
16.2.1 Фактический профиль, Af 243
16.2.2 Эталонный профиль, Rf 243
16.2.3 Базовый профиль, Df 243
16.2.4 Средний профиль, Mf 243
16.2.5 Высота от пика до впадины, Rt 243
16.2.6 Средний индекс шероховатости Ra 243
16.2.7 Число шероховатости поверхности 243
16.3 Обозначения обработки 245
16.4 Индикация шероховатости поверхности 245
16.4.1 Индикация особых характеристик шероховатости поверхности 246
16.4.2 Индикация припуска на обработку 248
16.4.3 Обозначение символов шероховатости поверхности на чертежах 248
Чтение чертежей
17.1 Введение 251
17.2 Примеры 251
17.2.1 Задний инструментальный столб 251
17.2.2 Корпус насоса 252
17.2.3 Крышка коробки передач 254
17.2.4 Паровой запорный клапан 254
17.3 упражнения 257
17.3.1 Корпус червячной передачи 257
17.3.2 Разъем 258
17.3.3 Квадратный резцедержатель 259
17.3.4 Приспособление для фрезерования 261
Сборочные чертежи
18.1 Введение 264
18.2 Детали двигателя 265
18.2.1 Сальник 265
18.2.2 Крейцкопф 265
парового двигателя
18.2.3 Крейцкопф 265
18.2.4 Конец шатуна парового двигателя 265
18.2.5 Конец шатуна судового двигателя 267
18.2.6 Поршень 270
18.2.7 Узел радиального двигателя 271
18.2.8 Эксцентрик 273
18.2.9 Роторный шестеренчатый насос 273
18.2.10 Воздушный клапан 276
18.2.11 Топливная форсунка 276
18.2.12 Однодисковое сцепление 276
18.2.13 Многодисковая фрикционная муфта 279
18.3 Детали и принадлежности станков 284
18.3.1 Одиночный резцедержатель 284
18.3.2 Квадратная стойка для инструмента 284
18.3.3 Блок заслонки 285
18.3.4 Слайд 287
для формообразующей головки инструмента
18.3.5 Токарный станок Задняя бабка 289
18.3.6 Фрезерный станок Задняя бабка 289
18.3.7 Вращающийся центр 291
18.3.8 Плавающий держатель развертки 294
18.3.9 Машинные тиски 294
18.3.10 Поворотные машинные тиски 294
18.3.11 Сверлильный кондуктор 298
18.3.12 Шаблонное приспособление для индексирования 299
18.3.13 Самоцентрирующийся патрон 299
18.3.14 Четырехкулачковый патрон 299
18.4 Клапаны и крепления котла 303
18.4.1 Задвижка 303
18.4.Двухвинтовой запорный клапан 306
18.4.3 Обратный клапан (легкий режим) 306
18.4.4 Обратный клапан 306
18.4.5 Воздушный кран 310
18.4.6 Выпускной кран 310
18.4.7 Обратный клапан подачи 310
18.4.8 Клапан сброса давления 314
18.4.9 Рычажный предохранительный клапан 315
18.4.10 Пружинный предохранительный клапан 318
18.4.11 Предохранительный клапан Рамсботтома 318
18.5 Прочие детали 321
18.5.1 Гнездо и гладкое соединение 321
18.5.2 Поворотный сустав 322
18.5.3 Защищенная фланцевая муфта 323
18.5.4 Фланцевая муфта с втулкой и пальцем 323
18.5.5 Муфта Oldham 324
18.5.6 Универсальная муфта 326
18.5.7 Пламмер 327
18.5.8 Поворотная опора 329
18.5.9 Подшипник ступеньки 329
18.5.10 С-образный зажим 331
18.5.11 Крюк крановый 332
18.5.12 Клиноременная передача 334
18.5.13 Домкрат винтовой 335
18.5.14 Тиски 335
18.5.15 Редуктор скорости 335
Чертежи деталей
19.1 Введение 355
19.2 Детали двигателя 356
19.2.1 Шатун бензинового двигателя 356
19.2.2 Конец шатуна судового двигателя 357
19.2.3 Конец шатуна парового двигателя 357
19.2.4 Свеча зажигания 357
19.2.5 Крейцкопф парового двигателя 357
19.2.6 Автомобильная коробка передач 362
19.2.7 Эксцентрик с разъемным шкивом 366
19.3 Детали и принадлежности станков 366
19.3.1 Стойка для инструмента 366
19.3.2 Опора суппорта токарного станка 366
19.3.3 Редуктор скорости токарного станка 368
19.3.4 Задняя бабка фрезерного станка 370
19.3.5 Подставка для токарного станка 370
19.3.6 Самоцентрирующиеся тиски 370
19.3.7 Приспособление для фрезерования 376
19.3.8 Индексирующее сверлильное приспособление 376
19.3.9 Инструмент для прокалывания и заглушки 376
19.4 Прочие детали 376
19.4.1 Выпускной кран 376
19.4.2 Запорный клапан пара 381
19.4.3 предохранительный клапан рамсботтома 381
19.4.4 Мембранный регулятор 381
19.4.5 Угловой отвес 381
19.4.6 Роликовое колесо 388
19.4.7 Редуктор скорости 388
Чертежи Peoduction
20.1 Введение 389
20.2 Типы производственных чертежей 389
20.2.1 Детали или чертежи деталей 389
20.2.2 Чертежи рабочих сборок 392
20.2.3 Детальные чертежи и методы изготовления 392
20.3 Пример 393
20.3.1 Шатун бензинового двигателя 393
Компьютерное черчение
21.1 Введение 397
21.2 Обзор 397
21.3 Необходимое оборудование 397
21.3.1 Компьютер 397
21.3.2 Терминал 398
21.3.3 Клавиатура 398
21.3.4 Электронно-лучевая трубка (ЭЛТ) 398
21.3.5 Плоттеры 398
21.3.6 Принтеры 398
21.3.7 Дигитайзеры 398
21.3.8 Локаторы и селекторы 398
21.4 Технология отображения 398
21.4.1 Построение чертежей 399
21.5 Основы операционной системы 399
21.6 Запуск AutoCAD 399
21.6.1 Вызов команд AutoCAD 400
21.6.2 Интерактивные методы 400
21.7 Планирование чертежа 402
21.7.1 Система координат 402
21.7.2 Основные геометрические команды 403
21.7.3 Чертеж Entity-POINT 403
21.7.4 Чертеж Entity-LINE 404
21.7.5 Чертеж Entity-ELLIPSE 405
21.7.6 Чертеж Entity-POLYGON 405
21.7.7 Элемент чертежа — ПРЯМОУГОЛЬНИК 406
21.7.8 Чертеж Entity-CIRCLE 406
21.7.9 Элемент чертежа — ARC 407
21.8 Выбор объекта 407
21.8.1 Команды редактирования 408
21.8.2 Команда масштабирования 409
21.8.3 Штриховка и заполнение узором 410
21.8.4 Служебные команды 410
21.9 Типы моделирования 411
21.9.1 2D каркас 411
21.9.2 Трехмерный каркас 411
21.9.3 Моделирование поверхности 411
21.9.4 Твердое моделирование 411
21.10 Обзорная площадка 412
21.10.1 Отображение координат точки V 413
21.11 Просмотр портов 413
21.12 Создание трехмерных примитивов 414
21.12.1 Построение цилиндра 414
21.12.2 Рисование конуса 415
21.12.3 Как нарисовать прямоугольник 415
21.13 Создание композитных тел 415
21.13.1 Создание регионов 415
21.13.2 Твердое моделирование 416
21.13.3 Массовая собственность 416
21.14 Вид в разрезе 416
21.15 Изометрический чертеж 417
21.15.1 Настройка изометрической сетки и привязки 417
21.16 Основные размеры 417
21.16.1 Основы определения размеров 418
21.16.2 Методы определения размеров 418
21.16.3 Линейные размеры 419
21.16.4 Продолжение линейных размеров 419
21.16.5 Пример определения размеров 420
21.17 Ломаная линия (плоская) 421
21.18 Смещение 422
21.19 Высота и толщина 423
21.20 Изменить опору 424
21.21 Экструзия 424
© Copyright 2000-2021, Engineers Edge, LLC www.engineersedge.com
Все права защищены
Отказ от ответственности | Обратная связь | Реклама
| Контакты
Дата / Время:
Машина для создания красивых рисунков — Дэмиен Херст
Рисование всегда было неотъемлемой частью творческого процесса Херста. Хотя его скульптурные работы изначально продумываются с помощью подробных эскизов — часто с точными размерами и примечаниями к изготовлению, — он также одержимо рисует ради рисования.Эти работы, насчитывающие более 1500 человек, указывают на то, что Херст использовал это средство как средство уточнения и исследования идей, которые лежат в основе всего его художественного творчества. Он также описывает это как хороший способ исследовать сложные идеи без затрат на изготовление новых работ.
Важность рисования для Херста подтверждается тремя представленными им выставками. В 1994 году он представил показ вращающихся чертежей, сделанных прядильной машиной, созданной из электродрели (проиллюстрировано в «Making Beautiful Drawings Machine» (1993)).Выставка «Создание красивых рисунков» в Bruno Brunnet Contemporary Fine Art в Берлине пригласила посетителей купить картины Херста или бесплатно сделать свои собственные рисунки в рамках инсталляции. Десятилетием позже Херста пригласили показать свою первую ретроспективную выставку рисунков «От колыбели до могилы» (2003 г.) на двадцать пятой Люблянской международной биеннале графического искусства после того, как он выиграл главный приз биеннале за серию печати «Последний». Ужин’. После этой выставки галерея Гагосяна в Нью-Йорке представила в 2006 году «Корпус»: большую выставку рисунков, охватывающих двадцать пять лет карьеры художника, включая работы, относящиеся к юным годам Херста, такие как «Эмма» (1983) и «Этюд». по Делакруа (Девушка-сирота на кладбище) »(1981) — завершена художником в шестнадцатилетнем возрасте.
Зарисовки 1989 года на пивных циновках и вырезки из журналов раскрывают самую раннюю формулировку идеи Херста о скульптуре акулы «Физическая невозможность смерти в сознании живущего» (1991). В то время как эти грубые чертежи указывают на концепцию идеи, другие планы, такие как планы самой ранней работы «Естественная история» «Изолированные элементы, плавающие в одном направлении для целей понимания» (1991), раскрывают подробные разработки размеров и изготовления. рыбного шкафа.Точно так же диаграммы для ранних серий точечных рисунков, таких как «Контролируемый коллаж» (1993), раскрывают важность точной формулировки структуры сетки и точных размеров, как это было задумано Херстом. Его обширный каталог рисунков включает в себя не только планы реализованных работ, таких как «Мать и дитя разделены» (1993), но и еще нереализованные амбициозные работы. Например, «Тайная вечеря со скелетами» (2003 г.) представляет собой рисунок и заметки для масштабного скульптурного переосмысления «Тайной вечери» Леонардо да Винчи (конец 1490-х гг.), Сделанных из человеческих скелетов, расположенных вокруг стола, разделенных на гигантские осколки битого стекла.
Концептуальная важность рисунка для Херста раскрывается в таких работах, как «Приобретенная неспособность к побегу» (1992), где крошечный набросок витрины, выполненный чернилами, парит на большом пространстве белой бумаги. То, что этот пост с рисунком датирует изображенную на нем скульптуру («Приобретенная неспособность к побегу» (1991)), показывает, что Херст привлекает не только для планирования работ, но и как часть своей озабоченности исследованием тем жизни, смерти и человеческого опыта. Он также навязчиво рисует просто ради рисования, часто делая быстрые зарисовки в качестве подарков или портретов друзей.В 2002 году, например, он нарисовал карандашный триптих Майкла Воджаса, владельца The Colony Room (бар в Сохо, который часто посещал Херст в 90-е годы), спящего в поезде. В набросках плана коровы, разделенной на части под названием «Деревья не видят леса» (1996), аннотации Херста указывают на центральную роль носителя в его творческой деятельности, а также как средство построения возможных названий для Работы: «конструирование пространств, рисунки для скульптур, идеи воплощаются в реальность, воплощение пространств, идеи воплощаются в жизнь, в поисках реальности, в поисках мистера.Goodsex, для меня нет проблем, он пытался все усвоить, от записки, от головы до бумаги ».
Машина для рисования создает блестящее произведение искусства
Машины для рисования имеют историю, уходящую корнями в начало 1400-х годов. В общих чертах они определяются как любое устройство или устройство, которое привлекает человека или помогает ему в процессе рисования.
Машины для рисования были разработаны не только для помощи в визуализации реалистичных рисунков, но и для создания сложных узоров и геометрических рисунков, невозможных для одного человека.
Они часто состоят из сложной серии шкивов и шестерен, которые проводят стилусом или ручкой по бумаге, оставляя след. Они могут приводиться в действие заводным механизмом, грузами или рычагами.
Некоторые машины для рисования являются «развернутыми», то есть они настраиваются и затем работают в течение короткого времени с использованием своего механизма, другие используются для помощи в рисовании и управляются иллюстратором рисунка. Некоторые из этих машин были изобретены для коммерческих целей, таких как увеличение и копирование изображений, другие были созданы больше для развлекательных целей.
Наиболее распространенными, пожалуй, являются тип гармонографа или пендулографа. Эти машины для рисования работают за счет того, что стилус висит на конце струны. Изначально они были разработаны для научных целей, но в конечном итоге превратились в популярную игрушку для рисования.
Различные типы рисунков были созданы путем стимулирования различных путей качания, и добавление сложности было добавлено с введением движущейся доски, к которой была приклеена бумага. Художник Пабло Гарсиа создал невероятно богатый архив машин для рисования на этом месте. чертежные машины.орг. Погрузитесь в блестящую историю этих замечательных машин с изображениями в высоком разрешении, доступными для скачивания.
Источник: DrawingmachineСовременные машины сочетают технологию с ностальгией
Хотя Пабло осветил исторические аспекты рисовальных машин, современные художники, увлеченные этими машинами, в некотором роде вернулись. В последние годы для выставок было построено много новых волочильных машин. Среди лучших примеров — SADbot (Seasonally Affected Drawing Robot) от Eyebeam, работающий на солнечной энергии, и рисовальные машины Sharpie с приводом от велосипеда Джозефа Гриффитса.Художник Харви Мун создал настенную автоматическую портретную машину, а Эске Рекс сделал машину размером с комнату, которая производит огромные рисунки в масштабе фрески. Рекс представил эту огромную машину на выставке Mindcraft 11 в Милане в 2011 году. Машина состоит из двух конструкций высотой 2,7 метра. В центре каждого находится маятник с весом. Вес маятников можно регулировать, добавляя и удаляя щелевые бетонные диски. Больший вес создает меньшие круги на бумаге, в то время как меньший вес дает больший поворот маятника и, следовательно, большие круги.
Некоторые из самых интересных из этих современных машин для рисования созданы художником Джеймсом Ноланом Ганди. Ганди создает свои машины из металла и дерева, они создают красивые зацикленные изображения, выполненные в бледных пастельных тонах и глубоких черных тонах. Машина для рисования Ганди использует движущуюся руку со стилусом, прикрепленным к вращающемуся диску, к которому приклеивается бумага. В результате получаются сложные развертки с тонкой штриховкой. Загляните в Instagram и на веб-сайт Ганди, чтобы увидеть видеоролики о выполняемых рисунках и окончательных результатах, которые выставлены на продажу.