
Что такое холодная ковка | Ручная холодная ковка металла
Холодная ковка – это изготовление изделий, в процессе которого металл не нагревается. Нужные формы получаются в результате исключительно механической обработки.
Этот вид обработки позволяет полностью автоматизировать работу. Он менее трудоемкий и при этом более экономичный. Технологический процесс состоит из последовательного ряда операций, для выполнения которых используется специальное оборудование и инструменты. При этом для изготовления продукции в качестве основы используется листовой или сортовой металл. Его изгибают или вырезают по подготовленным трафаретам. Это значительно облегчает и ускоряет процесс изготовления больших партий вещей и сокращает время выполнения заказа.
Характеристики изделия, которое получается методом холодной ковки однозначно зависят от надежности и качества оборудования не менее, чем от профессионализма мастеров.
Изготовленные детали соединяются с помощью сварки.
Что дает холодная ковка
Эта технология позволяет увеличить прочность металла и уменьшает его пластичность. Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Применение холодной ковки обеспечивает аккуратность и красивый вид готовой продукции. Для больших заказов можно создать совершенно идентичные узоры, которые будут выглядеть точными копиями друг друга.
Кроме того, именно с помощью этого метода можно добиться оригинального эффекта старения металла.
Вещи становятся более выносливыми к повреждениям и ударам, что увеличивает их долговечность.
Кроме того, это достаточно экономный способ, при котором изделие получатся дешевле, но вовсе не хуже, чем произведение после горячего способа.
Применение холодной ковки
Благодаря тому, что этот способ позволяет быстро изготавливать довольно большие изделия, он особенно популярен при выполнении заборов, оград, ворот, беседок, разнообразных решеток и перил.
Такие вещи можно смело использовать на улице для декорирования приусадебного участка, сада или фасада дома.
Однако совершенно не исключается и возможность изготовления более изящных изделий для интерьера. Каминные решетки и подставки для цветов, декоративные вазы или табуреты – все это возможно для данной технологии.
Для создания оригинального декора не редко используется покрытие медью или золотое напыление.
Холодная ковка — особенности технологии и оборудования
Какие особенности имеет технология холодной ковки, с каким оборудованием работают мастера и как его изготовить — об этом в нашем материале.
Холодная ковка позволяет делать металлообработку различных видов проката без предварительного нагревания. Причем создаваемые изделия, за счет прессования и гибки, получаются намного прочнее, чем при использовании литья или штамповки.
Какие особенности имеет технология холодной ковки и с каким оборудованием работают мастера — об этом в нашем материале.
Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Однако, стоит учесть, что при браке или допущенных ошибках в обработке проката их исправить также невозможно или очень сложно.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.


Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Чем отличается данная технология ковки от других способов металлообработки?
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
| Положительные свойства | Отрицательные свойства |
|
|

Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Приемы холодной ковки
Изделия производятся путем механических способов и приемов обработки металлических заготовок. Основные операции:
- Гибка.
- Прессование.
- Чеканка.
Изгибание металла проводят как на ручном, так и на механическом оборудовании, причем многие изделия вполне реально производить вручную с использованием простейших приспособлений. Гибка — основной технологический прием описываемого способа ковки.
Прессование подразумевает использование сжимающих устройств. Прессы также могут быть ручными и механизированными.
Чеканка — это прием, с помощью которого проводится нанесение рисунка на поверхность изделий. Орнамент создается давлением на металл специальными инструментами или станками. Чаще всего такой способ «рисования» используют для создания рисунков на меди, так как она более пластичный материал.
В холодной ковке, также, как и при любой металлообработке, используют приемы резки, рубки и других общих операций, применяемых для подготовки заготовки и окончательной доводки изделий.
Технология подразумевает применение специализированного оборудования, создающего необходимые условия для производства и обработки материалов.
Оборудование для холодной ковки
Для создания различных элементов холодной ковки применяется ручной и механизированный инструмент. Причем многие детали вполне реально изготовить на простейшем оборудовании, не требующем никакой автоматизации.
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.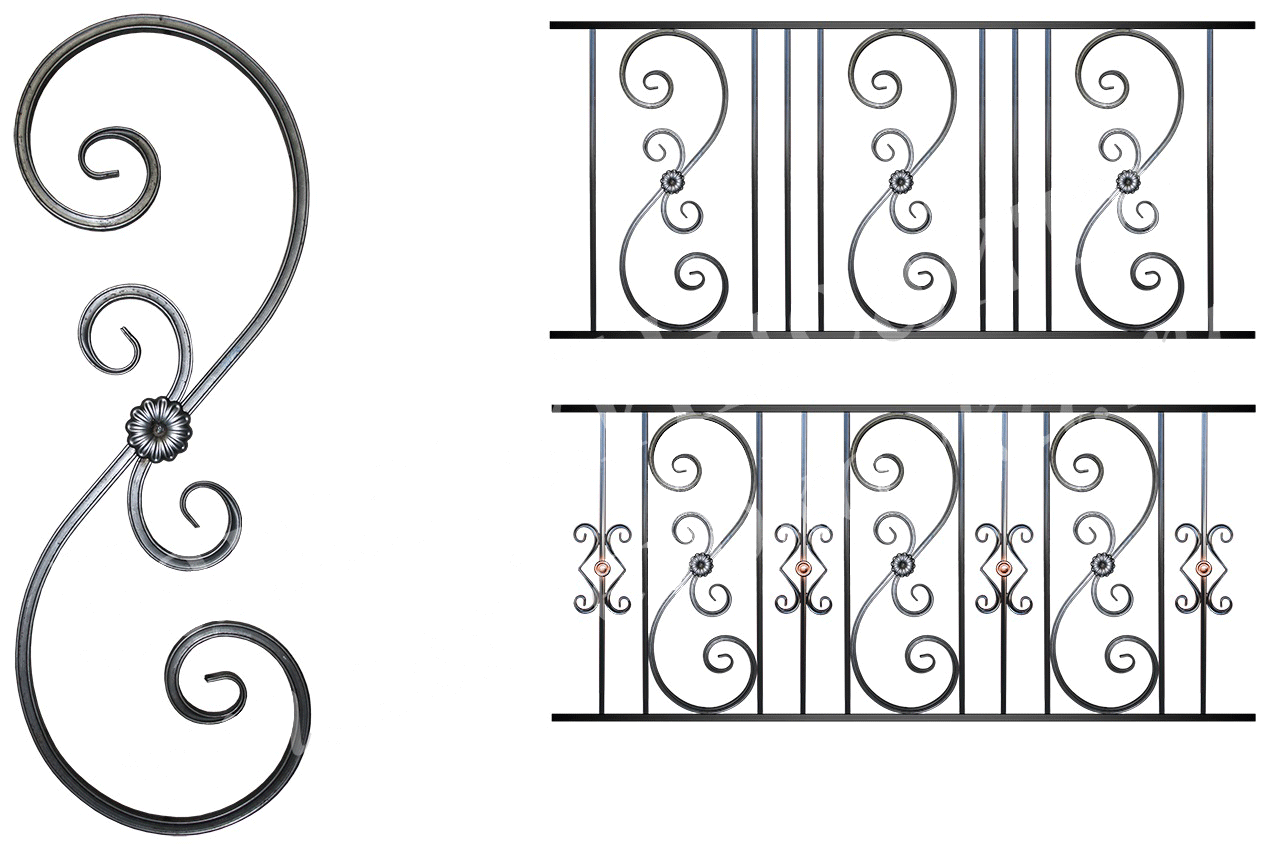
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Как сделать станки холодной ковки самостоятельно
Чтобы сделать приспособления для холодной ковки, потребуется наличие некоторого инструмента (сварочный аппарат, болгарка), а также поискать информацию об их изготовлении.
Существует множество чертежей станков для холодной ковки. Некоторые из них представлены на фото в этом разделе.
Самый простой вариант — сделать приспособление улитку для гибки металлопроката. Как ее изготовить самостоятельно, можно посмотреть на видео:
Также несложно собрать приспособление для скручивания заготовок — твистер. Главное подыскать материал и инструменты для работы.
Обзор на это приспособление показано в видео
Существуют и другие конструкции подобных устройств.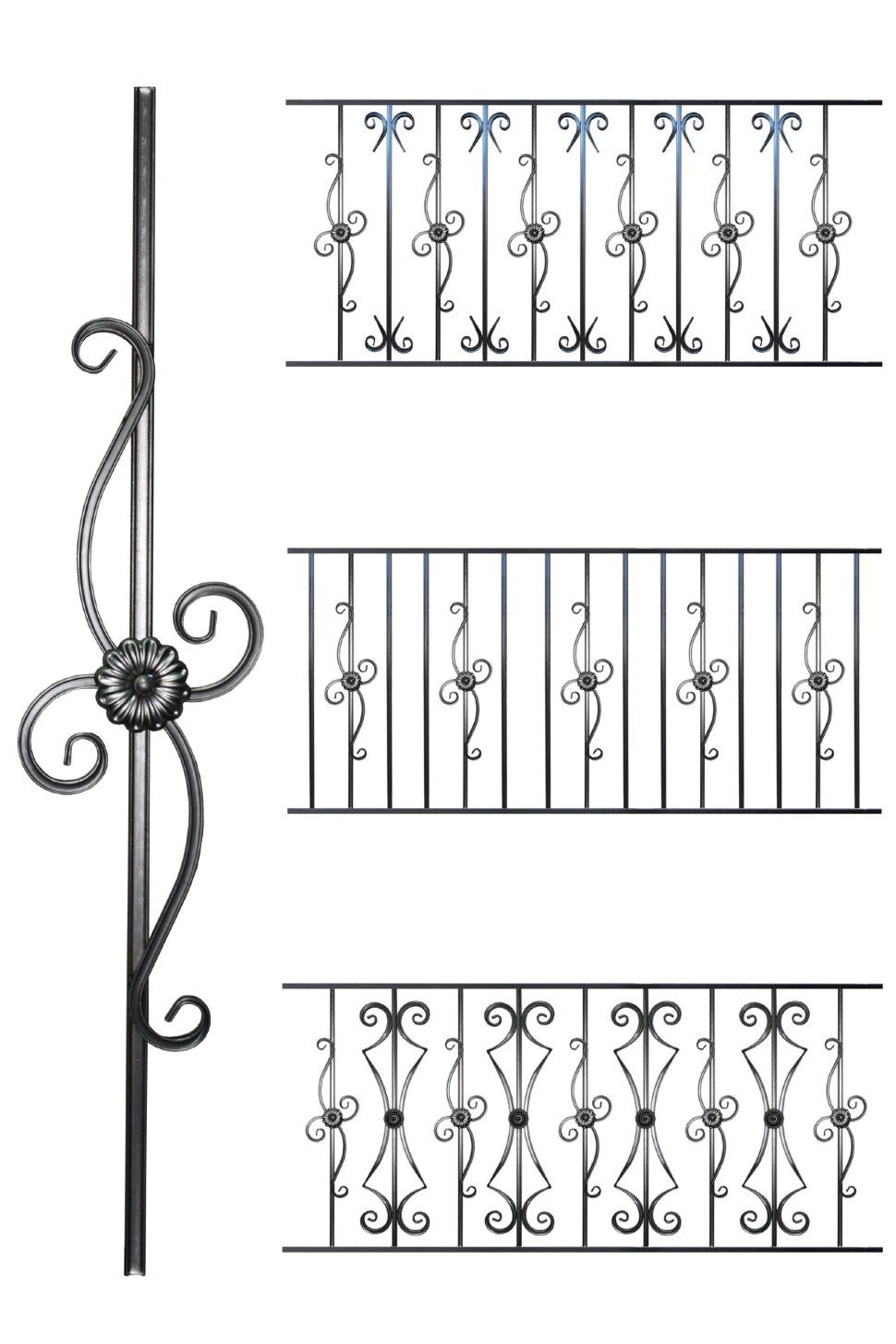 Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Самодельные станки для холодной ковки не менее работоспособны по сравнению со своими покупными аналогами.
Для ковки холодным способом также потребуется и нагревательный инструмент, так как технология предусматривает частичный разогрев некоторых зон детали для более простого изгибания или скручивания. Нарезать металл проще с отрезным стационарным кругом. Но, за неимением его, можно воспользоваться болгаркой.
Еще один немаловажный инструмент в изготовлении изделий холодным способом — шлифовальные машины. Ведь отдельные элементы декора потребуют зачистки и сглаживания поверхностей. Для этого подойдут либо ручные ленточные шлифовальные машины, либо стационарный гриндер.
Наличие различных станков для холодной ковки металла значительно ускоряет процесс производства элементов, особенно, если требуется их массовый выпуск.
Если у Вас есть опыт изготовления станков для холодной металлообработки, поделитесь им в комментариях к материалу статьи. Насколько сложно изготовить такое оборудование самостоятельно и какая функциональность такого ручного оборудования? Примите участие в обсуждениях и оставьте свои дополнения к этой статье.
Холодная ковка металла, преимущества холодной ковки перед горячей
Как способ производства кованых изделий холодная ковка имеет много достоинств перед горячей ковкой за счет ряда факторов. Во-первых, данный вид производства кованых изделий менее затратный для изготовителя при достаточном качестве и многих достоинствах самой технологии. Во-вторых, это возможность тиражировать кованые детали, не увеличивая их себестоимости, что гарантирует стабильно умеренную стоимость готовой детали, которая зависит только от цен на исходное сырье — черновой металл в заготовках с металлургических производств: профили, трубы, прутья, квадраты.
При холодной ковке заготовки подвергаются механической обработке без предварительного нагрева. При горячей ковке необходим нагрев стали до высоких температур, когда металл становится эластичным и податливым для придания ему необходимой, согласно чертежам и эскизам, формы. В некоторых редких случаях нагрев металла применяется, но заготовки нагреваются лишь в местах стыков и швов для сглаживания шероховатостей.
Существует несколько разновидностей холодной ковки металла, применяемых для изготовления различных элементов художественной ковки:
Вальцовка — применяется для придания декоративной формы профильным трубам, пруткам и полосам, квадратам при помощи сменных валов на станках. Вальцовка производится на точно настроенных станках и имеет довольно высокую пропускную производительность в пересчете метр готовой художественной ковки за единицу времени.
Штамповка — это еще один вид холодной ковки, при котором производится работа над листовым металлом путем его деформации специально настроенными формами пресса для придания изделию объема и заданной формы.
В целом, это направление дает массу возможностей для реализации дизайнерских идей – в процессе работы над изделиями предоставляется возможность изгибать или вырезать детали по трафарету, что значительно облегчает процесс изготовления большой партии кованых изделий, тем самым, сокращает стоимость готового изделия. При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
Уже более 40 лет корпорация IND.I.A. поставляет на мировой рынок свои изделия, среди которых присутствует горячая и холодная ковка металла – и более 10 лет снабжает качественной итальянской ковкой российских рынок. ООО «АРТЕФЕРРО-РУССИА» является единственным официальным представителем компании на российском рынке. Кованые элементы и их подробное описания вы можете посмотреть в нашем интернет-магазине: www.arteferro.ru/shop
Холодная ковка металла: оборудование, инструмент, элементы
Горячая, или традиционная ковка металла известна людям несколько тысячелетий. Стоящая на отшибе кузница, пышущий жаром горн, тяжелый молот, расплющивающий раскаленную докрасна заготовку на массивной наковальне — такой образ кузнеца известен нам из литературы и кино.
Кузнечное делоУчиться тонкостям профессии кузнеца приходится долгие годы, долго надо и нарабатывать опыт. Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.
Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.
Холодная ковка
Но выход есть — это технология холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать изогнутые и витые детали самых разных очертаний.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
- Литье.
- Горячая ковка.
- Горячая и холодная штамповка.
- Механическая обработка.

Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности. Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.

Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
- Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
 Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.Процесс сгибания
- Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Процесс скручивания
- Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.
Процесс расплющивания
Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.
Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.
Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба.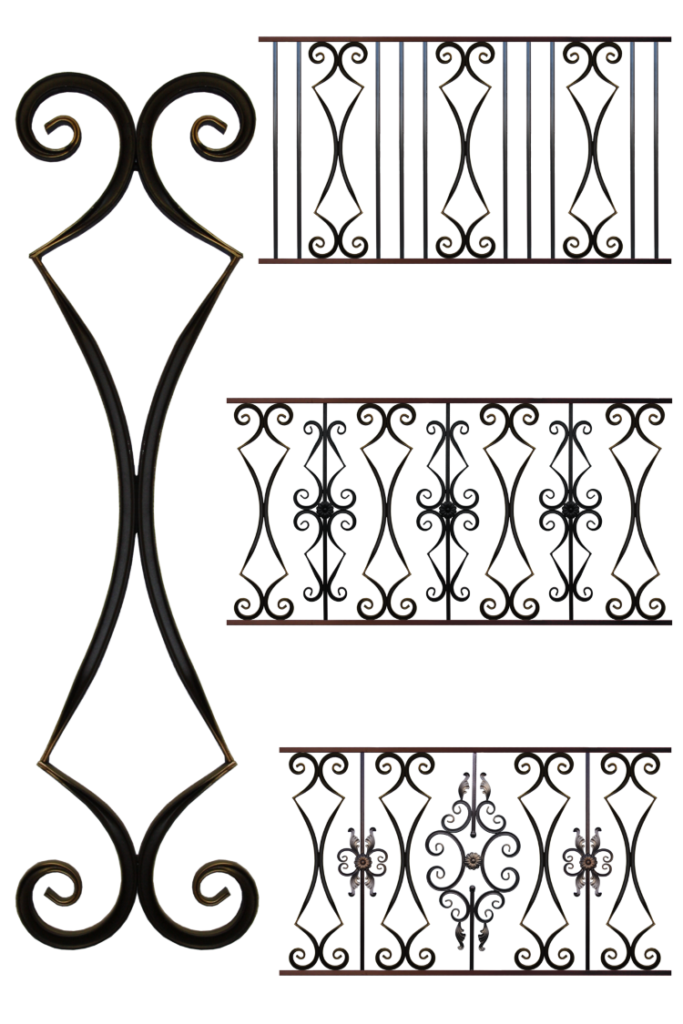 В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу. Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.
Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.

Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.

Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Холодная ковка металла
Очень красиво смотрятся ворота с коваными деталями или камины, заборы, решетчатые окна и двери, элементы мебели, декоративные изделия в помещении и на территории загородного дома. Такие мелкие детали обычно делают из металла, который обрабатывается методом холодной ковкой.
При таком методе обработки металла, заготовки на мелкие изделия или детали для соединения не нагревают. А сырьем для них служит железо или мягкая сталь, которое, при необходимости, может сшиваться сварочным аппаратом.
Холодная или художественная ковка выполняется при помощи кувалд, автоматических молотов, гидравлических прессов (метод штамповки) или вручную. Часто для их изготовления делают специальные шаблоны, которые могут использоваться даже в серийном производстве. Этот метод выполнения художественных металлических изделий считается наименее трудозатратным и быстрым, поэтому себестоимость таких деталей не очень высокая.
Метод холодной ковки для изготовления изделий имеет несколько преимуществ перед горячим. Одно из главных его достоинств — экономичность. Производитель, имея на вооружении широкие возможности технологии, изготавливает качественные и красивые детали, которые ценятся сегодня достаточно высоко.
А благодаря специальным шаблонам, можно заняться тиражированием кованых деталей, при этом их себестоимость не возрастет. Поэтому изготовленные таким образом детали, будут иметь вполне умеренную и стабильную стоимость. Их цена зависит лишь от стоимости чернового сырья. Такой металл можно приобрести уже в заготовках на металлургических комбинатах. Для холодной ковки подойдет черновая труба, квадрат, профиль, и т. д.
Работая методом горячей ковки, для того чтобы заготовка стала более мягкой и приобрела нужную форму, ее поддают обработке высокими температурами. Но холодная ковка металла не требует ее предварительного нагрева. Только в исключительных случаях металл нагревают в некоторых местах. Обычно, это стыки или швы, где под действием температуры сглаживают неровности или шероховатости.
Виды
Чтобы изготовить художественные детали или элементы из металлических заготовок, существует несколько методов холодной ковки. Но главными являются два: штамповка и вальцовка.
1. Штамповка. Она используется при работе с листовым металлом. Чтобы придать заготовке определенную форму, вид или объем, используют пресс, который специально настраивают на определенную деформацию листа.
2. Вальцовка. Материалом для нее может быть профильная труба, квадрат, прутья или полоса. Инструмент: станок со сменными валами, настраиваемые на определенную форму заготовки, которая должна получиться на выходе из него. Такие станки имеют достаточно высокую пропускную способность, если пересчитать количество готовых деталей за определенное время.
Сегодня холодную ковку все чаще стали использовать дизайнеры для реализации своих идей при создании интерьера или ландшафтном проектировании. Процесс изготовления деталей таким методом дает возможность вырезать или выгибать заготовки по определенному лекалу. Поэтому производители, вырабатывая большое количество одинаковых кованых деталей, не повышают их цены. Именно это учитывают дизайнеры для снижения стоимости готового проекта.
Для холодной ковки чаще всего используют металлы с заниженным уровнем в нем углерода (0,22%). А чтобы улучшить свойства металла, в него могут вводиться примеси мышьяка, фосфора, меди, никеля и т. д.
Учитывая такие достоинства метода холодной ковки изделий, сегодня многие начали заниматься этим в домашних условиях. Из рук таких мастеров можно получить совершенно уникальные элементы для дома или сада. Ведь у каждого из них свои идеи художественных элементов, а зачастую совершенно оригинальные и неожиданные. Тем более что все они — довольно тонкая работа, ведь для ручного производства не используются заготовки из толстого металла.
что это такое, образцы узоров и элементов, необходимое ручное и автоматическое оборудование, бизнес на выпуске изделий
Подсвечник, ковка холодная, сварка на три свечи, Андрей Бегун
Холодная ковка – технология, позволяющая обрабатывать металлопрокат разных видов: полосы, круглые и квадратные прутки, профильные трубы – без предварительного нагрева. Данный способ отличается большей производительностью и меньшими трудозатратами, чем традиционный метод горячей ковки. В данном разделе представлена полная информация о холодной технологии обработки металла, применяемом оборудовании, производимых изделиях и элементах. Для получения подробных сведений об отдельных аспектах рекомендуется посетить другие статьи нашего сайта, ссылки на которые присутствуют в тексте.
Холодная ковка представляет собой гибку и прессование металлических заготовок, выполняемое посредством давления на детали, которое осуществляется вручную или механически. Предварительный нагрев элементов выполняется в редких случаях. Кроме этого, способ имеет следующие преимущества:
- обработка деталей отличается высокой точностью;
- готовым элементам не требуется проведение дополнительных операций по обработке: отпуск, отжиг и закалка;
- отсутствие окалины и других следов нагрева металла.
Гибка полосы на гнутике. Фото Фирма Ютика
Недостатками технологии являются
- ограниченность производимых элементов, их типовая форма и дизайн;
- сложность, иногда и невозможность осуществить корректировку в конфигурацию детали,
- наличие специального, нередко мощного оборудования.
Своими руками
Для самостоятельного выполнения проектов по технологии холодной ковки не требуется наличия каких-либо особых навыков, в отличие от горячего метода обработки металлов.
Исполнителю потребуется свободное время, место для размещения оборудования и обработки заготовок, расходные материалы для изготовления элементов, их сборки и покраски.
Гибка квадрата на гнутике. Фото Фирма Ютика
Процесс производства изделий холодной ковки своими руками включает несколько этапов:
- разработка эскиза или заимствование готового рисунка;
- прорисовка эскиза в натуральную величину с целью расчета параметров всех элементов и необходимого количества материалов;
- нарезка металла на отдельные заготовки выполняется болгаркой;
- гибка и опрессовывание заготовок с целью получения нужного количества элементов необходимой формы;
- сборка деталей в единую композицию выполняется посредством сварки или в редких случаях с помощью хомутов;
- зачистка сварочных соединений;
- покраска изделия.
Подробные инструкции по изготовлению некоторых изделий и элементов холодной ковки своими руками представлены в отдельной статье.
Бизнес на ковке
Нередко хобби по производству изделий холодной ковки становится основным занятием, которое к тому же приносит неплохой доход. Для тех, кто еще только размышляет над открытием собственного бизнеса, необходимо перечислить все необходимое для изготовления элементов по технологии холодной ковки:
- крытое помещение с навесом для размещения оборудования и хранения расходных материалов, многие мастера оборудуют для этих целей гараж;
Универсальный станок для ковки, гибки BlackSmith MB21-30. Фото КовкаПРО
- оборудование: универсальные механизмы для производства нескольких типов элементов или набор станков для холодной ковки, применяющихся для создания деталей определенных конфигураций; начинающим исполнителям иногда достаточно ручных инструментов и приспособлений;
- дополнительное оснащение для сборки и покраски готовой продукции: рабочий стол, сварочный аппарат, угольники, краскопульт.
Справка. Цены на оснащение не представлены, так как стоимость варьируется и изменяется.
В зависимости от количества выполняемых за месяц проектов инвестиции в бизнес окупаются в разные сроки. Большое значение имеет спрос и наличие заказов.
Оборудование, станки, ручные инструменты, приспособления для кузнечного ремесла
Для выпуска элементов применяется ручное и механизированное оборудование. Для изготовления отдельных деталей исполнителю потребуются простейшие приспособления, но эффективнее использовать производительное оборудование.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Весь спектр оснащения для холодной ковки возможно разделить на четыре группы, критериями для классификации служат технические характеристики, в частности способ управления и производительность:
- универсальные станки отличаются высокой производительностью, имеют автоматический режим управления, используются сотрудниками крупных компаний;
- станки для холодной ковки с ручным (рычажным) управлением: улитка, гнутик, волна, твистер, фонарик, глобус, для гибки профильных труб, вальцы для нанесения фактуры гусиная лапка; набор данных устройств используется как индивидуальными исполнителями, так и сотрудниками небольших мастерских;
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
- инструменты: молоток, вилки, а также болгарка и сварочный аппарат;
- приспособления: кондукторы, оправки, шаблоны, трафареты, также к данной категории возможно отнести станки для холодной ковки, изготовленные своими руками.
Своими руками
Универсальное оснащение практическим невозможно изготовить самостоятельно, так как подобные машины обладают сложной конструкцией. Станки для холодной ковки, а также инструменты и приспособления обладают простым строением, что позволяет собирать их своими руками.
Самодельный гнутик
Среди самодельных ручных и электрических устройств наиболее востребованы фонарик, улитка, гнутик, глобус. Кондукторы для изготовления завитков разных размеров пользуется особой популярностью среди приспособлений.
Купить
В ситуациях, когда оборудование исполнителю необходимо срочно, так как нужно приступать к работе, следует купить станки заводской сборки. Ручные устройства типа улитка и гнутик наиболее востребованы.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Изделия, узоры и элементы, образцы, где купить
Покупка или самостоятельное изготовление станков позволит приступить к работе, производству различных элементов и изделий. С помощью технологии холодной ковки исполнители выпускают разнообразные декоративные детали, из которых возможно собрать предметы для интерьера, фасада зданий и ландшафтного дизайна. Фотографии изделий демонстрируют многообразие решений.
Холодная ковка и сварка
Сотрудники многих компаний реализуют проекты в сфере холодной ковки. Клиенты имеют возможность купить готовые элементы, чтобы изготовить практически любое изделие. Образцы предметов возможно увидеть на сайтах предприятий, которые представлены в разделе «Где купить изделия холодной ковки».
5.2.4 Процесс холодной штамповки
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой обработки, кроме сверления. Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины.Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий обработки, кроме сверления. Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней.Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой механической обработки, кроме сверления.Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не приводит к образованию окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки.Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия для опор, грузовые прицепы, органы управления подвесными двигателями, кривошипы педалей велосипеда, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения. Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в Разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка против горячей штамповки: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка — это производственный процесс, в ходе которого цельнометаллическая заготовка деформируется, а затем изменяет форму с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает создателю больше контроля над конечным результатом, потому что зернистость металла деформируется, повторяя новую форму. Это означает, что кузнец может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
Для ковки используются различные инструменты, в том числе более традиционные молоток и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой. Сегодня ковка в основном выполняется с помощью машин на промышленном уровне и является мировой отраслью.
Ковка бывает «горячей», «теплой» или «холодной». Независимо от температуры, используемые методы и машины могут быть классифицированы как одно из следующих:
- Ударная ковка: использование ковочных молотков и винтовых прессов
- Ковка под давлением (вращательное движение): использование гидравлических и механических машин
- Ковка под давлением (поступательное движение): использование прокатных станов
- Ковка под давлением (комбинация поступательного и вращательного движения): флоппиннинг и орбитальная ковка
Что такое холодная ковка?
Холодная штамповка, также называемая холодной штамповкой, — это процесс, который происходит при температуре около комнатной, а не при более высоких температурах, таких как теплая и горячая штамповка.Это делается путем помещения заготовки между двумя штампами и растачивания штампов до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной ковки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности.Например, это часто более экономично, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует. После этого также почти не остается лишнего материала, так как вес нетто исходного металла примерно такой же, как вес готового продукта. В дополнение к отсутствию лишнего материала штампы, используемые при холодной штамповке, служат дольше, чем при более горячих процессах, что означает меньшее количество замен.
Другое преимущество состоит в том, что, хотя пластичность металла снижается во время процесса холодной ковки, металл значительно увеличивает как предел текучести, так и предел прочности.Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Основным недостатком холодной ковки является то, что ее нельзя использовать для каждого металла, потому что некоторые типы с большей вероятностью треснут или сломаются во время процесса. Например, в то время как некоторая сталь может быть выкована при комнатной температуре, типы стали с содержанием углерода не превышают.5% и выше не могут.
Еще один недостаток — холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, для достижения желаемого результата, вероятно, лучше подойдет другой процесс.
Чем он отличается от горячей штамповки?
Самая очевидная разница между холодной и горячей ковкой — это температура. В отличие от холодной ковки, которая начинается при комнатной температуре или близкой к ней, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
Горячая штамповка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между штампом и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластиковый металл пластичный и легко поддается формованию. Во время горячей штамповки можно создавать сложные формы и конструкции, в отличие от холодной штамповки, где это может быть чрезвычайно сложно. Если вы хотите изготавливать металлические детали по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеально подходит для создания трехмерных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительного нагрева металла снаружи для придания ему нужных свойств, поверхность металла, подвергнутая ковке при высоких температурах, идеально подходит для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом деформируемости, поскольку целостность металла не нарушается из-за высокой температуры. Этим металлам можно легко придать форму, не замечая в нем каких-либо дефектов, что делает их прочными и пластичными.
Недостатки горячей штамповки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не следить за их нагреванием, ковкой и затем охлаждением. Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Горячая ковка также часто бывает дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также из-за процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, выбор процесса зависит от того, какой продукт вам нужен, и от типа металла, который вы собираетесь использовать. Оба метода ковки могут быть эффективными способами упрочнения ваших металлических заготовок и придания им необходимого конечного продукта.
Для получения дополнительной информации о том, как GK может поддержать процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
Руководство по типам штамповки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, которые дают схожие результаты. Ковка — это процесс деформирования металла до заданной формы с использованием определенных инструментов и оборудования — деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки.В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно таким образом, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь. Для сравнения, литье и механическая обработка обычно имеют меньший контроль над расположением зернистой структуры.
Ковочные процессы
Ковка определяется как формовка или деформирование металла в твердом состоянии.Большая часть ковки осуществляется в процессе осадки, когда молот или плунжер перемещаются горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку». Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь забивается в штампе в соответствии с формой готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы.Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытом штампе или штампе ковка металла ограничена между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются. Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но во многих системах используется усилитель мощности в сочетании с силой тяжести.Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации. Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим деталям высокого качества (например.г., титановые переборки самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате чего получаются бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, поскольку она допускает деформацию материала в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может подвергнуться без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Наиболее распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала механической обработкой или горячей штамповкой.
Производители могут предпочесть холодную ковку горячей ковке по ряду причин — поскольку холодные кованые детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на матрицу
- Позволяет производить детали чистой или почти чистой формы
Возможные недостатки:
- Металлические поверхности должны быть чистыми и свободными от окалины до начала ковки
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Теплая поковка
Горячая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. По сравнению с холодной обработкой уменьшается деформационное упрочнение и улучшается пластичность.
Приложения
В автомобильной промышленности ковка используется для изготовления компонентов подвески, таких как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для стержней, корпусов и фланцев трубопроводной арматуры, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для троса, такие как розетки и талрепы. Поковки широко используются в судостроении, для компонентов авиакосмической отрасли, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как подвесные зажимы и крышки опор, используются поковки из медного сплава для повышения устойчивости к атмосферным воздействиям.
Ковочные стали, используемые для изготовления осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье кратко обсуждается горячая и холодная штамповка.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на веб-сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» изделий
Больше от Custom Manufacturing & Fabricating
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Поковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.В зависимости от температуры, при которой она выполняется, ковка классифицируется на « горячая, », « теплая, » и «, холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные станки с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковки полностью отличается от процесса отливки отливки , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — одна из наиболее распространенных технологий производства, широко используемых при производстве компонентов для автомобилей .
Холоднокованые компоненты Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; так как холоднокованые детали требуют очень мало или совсем не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одним значительным преимуществом является экономия материала за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.г. только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может использоваться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроизводственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая штамповка как метод более гибкая, чем холодная штамповка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать, если использовать холодную ковку (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистость кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем выше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная очистка или контроль качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов важна для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, цементация и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодной , теплой и горячей штамповкой или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение.
Что такое холодная ковка | ChinaSavvy
Холодная штамповка, в отличие от горячей штамповки, деформирует металл ниже точки рекристаллизации — близкой к комнатной температуре или при комнатной температуре. Холодная ковка является предпочтительным методом ковки для более мягких металлов (например, алюминия), она менее дорога и позволяет изготавливать кованые детали, практически не требующие чистовой обработки.
Процесс холодной обработки, холодная ковка, включает в себя пруток, который вставляют в штамп, а затем сжимают с помощью второй закрытой штампа.
Подобно процессу холодной высадки (разница в том, что для холодной штамповки используются вертикальные прессы вместо горизонтальных машин холодной высадки), заготовка сжимается между двумя штампами до тех пор, пока она не примет желаемую форму штампа.
Деформация происходит при комнатной температуре, вызывая изменение размера и формы металла. Обратите внимание, что этот метод ковки зависит от объема и обычно дополняет процессы холодной высадки, добавляя более сложные формы к заготовке, используемой в процессах холодной высадки.
Базовое оборудование, используемое для метода ковки, включает вертикальные прессы с полностью автоматической или ручной подачей. Также обратите внимание, что эти вертикальные прессы могут иметь гидравлический или механический привод.
Это надежный и экономичный процесс, некоторые детали, изготовленные с использованием холодной штамповки, включают детали для использования в автомобильной электротехнической промышленности, а также ассортимент, включающий:
- Детали для автомобильных сидений и генераторов (например, опоры).
- На других деталях используются разные типы шестерен.
- Детали для стартеров, такие как корпус соленоида трансмиссии, сердечник и плунжер, и это лишь несколько примеров).
- Детали мотоциклов, например, для магнето маховика.
- Полые детали с валами и стержнями.
- Детали, используемые для клапанов и переключателей.
- Холодная ковка также используется для производства антивибрационных крестовин и деталей.
Преимущества холодной ковки
Этот конкретный процесс ковки, как и горячая штамповка, предлагает производителям ряд преимуществ, в том числе:
- В процессах холодной ковки нагревание не требуется.
- Этот процесс ковки обеспечивает лучшую взаимозаменяемость, а также воспроизводимость.
- Достигается лучшее качество поверхности и сводятся к минимуму проблемы загрязнения.
- Холодная штамповка обеспечивает превосходный контроль размеров.
- Способность придавать формируемому металлу свойства направленности.
Недостатки холодной ковки
Холодная ковка имеет следующие недостатки:
- Создание нежелательного остаточного напряжения.
- Кованые металлы менее пластичны, и в процессах холодной ковки требуются более высокие усилия.
- Из-за того, что в этом процессе требуются более высокие усилия, требуется более тяжелое и мощное оборудование, а также более прочная оснастка.
- Хотя они способны придавать металлу свойства направленности, эти свойства могут быть вредными.
- Поверхности используемых металлов должны быть чистыми и без накипи.
- Из-за потери пластичности, которая сопровождает деформационное упрочнение, могут потребоваться промежуточные отжиги.
Назад на главную страницу: Металлическая поковка
Дополнительная рекомендуемая литература:
Понимание процесса и его преимуществ
ВведениеХолодная штамповка — это процесс ударного формования, при котором пластически деформируется кусок сырья под действием высокого сжимающего усилия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые базовые методы включают выдавливание (вперед, назад, вперед и назад), чеканку, высадку и обжимку.Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная штамповка представляет собой процесс вытеснения, при котором существующему материалу придается желаемая форма; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ. В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются два типа штампов:
- Открытая поковка: Материал может улетучиваться после заполнения полости.
- Преимущество: меньшее напряжение и нагрузка
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая поковка: Объем полости штампа точно такой же, как и объем материала, для достижения конечной формы или почти чистой формы.
- Преимущество: устраняет необходимость в последующей обработке
- Недостаток: повышенное напряжение и нагрузка; матрица может быть серьезно повреждена, если материал превышает
Основная причина, по которой многие компании переходят на холодную штамповку, заключается в том, что они хотят добиться более высокой производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции для удаления материала и отделки детали (например,г. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
В зависимости от параметров детали, экономия времени на единицу продукции может привести к значительному повышению производительности. Например, обработка некоторых деталей, обработка которых занимает от 3 до 5 минут, может достичь производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штамп и оснастку для холодной штамповки.Таким образом, многие компании предпочли использовать другие методы только для создания прототипов или на ранних этапах производства, с переходом на холодную штамповку, запланированную для увеличения объемов производства.
Экономия материалов и снижение затратЕще одним ключевым преимуществом холодной ковки является отсутствие потерь материала. Вместо удаления значительного количества сырья в процессе холодной ковки используется все сырье.
Входы в его процесс представляют собой заготовки материала, которые вырезаются из сыпучих материалов (рулонов, балок, листов и т. Д.).). Каждая заготовка — это точное количество материала, необходимое для конечной детали, поэтому нет потерь или потерь материала. Этот безотходный процесс может предложить значительные преимущества при крупносерийном производстве, когда количество отходов на каждую деталь является ключевым фактором затрат, и / или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Повышенная целостность и прочность деталейОчень важным фактором, который компании принимают во внимание при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали.Ковка дает гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного прутка / листового металла.
Высокие силы сжатия при холодной штамповке фактически смещают и переупорядочивают зернистость основного материала, чтобы минимизировать любые внутренние недостатки. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующей текстуры основного материала — например, длинные выступы, которые пересекают структуру волокон, или узкие точки, которые могут быть подвержены поломке под нагрузкой.Процесс холодной штамповки решает эти проблемы, уменьшая беспокойство инженеров по вопросам, связанным с зернистостью исходного материала.
Улучшенный внешний вид и обработка поверхностиХолодная штамповка также может предложить явные преимущества перед механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими процессами изготовления, поскольку на выходе обычно не требуется дополнительных этапов обработки для достижения презентабельного внешнего вида и / или требуемой гладкости поверхности.
В зависимости от конкретных требований конечного применения, некоторые детали могут потребовать очистки для удаления заусенцев, канавок, бороздок или других артефактов в процессе обработки. Это не проблема для готовых деталей, созданных в процессе холодной штамповки.
Рекомендации по применениюХотя холодная штамповка подходит не для всех областей применения, в определенных ситуациях она может дать очень значительные преимущества. Учитывая, что для этого требуется специализированное оборудование, а также вложения в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с общими объемами производства, материальными затратами, требованиями к прочности деталей и прогнозами возврата инвестиций (ROI).
В некоторых случаях, когда решающее значение имеют прочность, форма и гладкость поверхности, холодная штамповка является единственным процессом, позволяющим эффективно производить детали, отвечающие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что непериодические затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов.Помимо затрат, следует искать партнера по холодной ковке с большим опытом работы в широком спектре конечных приложений и ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материалаПри закрытой ковке необходимо точно контролировать размер заготовки. Избыточному материалу некуда уйти в закрытую полость матрицы при сжатии; это может вызвать чрезмерно высокое напряжение в штампе, что может привести к серьезному повреждению инструмента.С другой стороны, если используется открытая ковка, дополнительный материал обычно не вызывает подобных повреждений, как упомянуто выше, поскольку пути выхода материала обычно предусматриваются в процессе.
БондеризацияБондеризация — это процесс окунания, при котором поверхность заготовки покрывается фосфатом и мылом, чтобы облегчить поток материала через пуансоны или штампы во время процесса ковки. Это помогает снизить трение, силу и напряжение, а также улучшает качество поверхности.
ОтжигОтжиг — это процесс, который смягчает материал и снижает напряжение течения для облегчения течения материала.Промежуточный отжиг, применяемый между стадиями ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала практически или возможна.
СмазкаПри холодной штамповке использование высоковязкого масла имеет решающее значение для уменьшения контакта металла с металлом без покрытия. Однако для того, чтобы также рассеивать выделяемое тепло, обычно также требуется добавление нужного количества жидкого масла.
СводкаПонимание компромиссов при холодной штамповке и выбор партнера с большим опытом в области холодной штамповки, включая вертикальную интеграцию с другими процессами, могут предложить конструкторам и технологам ценную альтернативу традиционным процессам обработки или литья.
Ключ к успеху — это начать оценку на раннем этапе процесса проектирования и рассмотреть общий объем производства и требования к наращиванию мощности, чтобы можно было использовать холодную штамповку для оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластика под давлением , сварка и литье металла под давлением, холодная штамповка позволяет создавать изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала.Процесс также высокопроизводительный и оптимален для обработки поверхностей.
Горячая, теплая и холодная штамповка (различия и сравнение)
Ковка — это процесс, при котором металлическому объекту придают другую форму за счет локализованных сжимающих сил. Хотя ковка была признана жизнеспособным методом металлообработки тысячи лет назад, она по-прежнему остается распространенным ремеслом в металлообрабатывающей промышленности. В ранних цивилизациях ковка в основном использовалась для создания боевого оружия, инструментов и ювелирных изделий, но теперь существует множество методов ковки, доступных для создания металлических изделий для ряда современных отраслей.Эти отрасли включают сельское хозяйство, строительство, аэрокосмическую и автомобильную промышленность.
Разнообразие рынка поковок свидетельствует о настраиваемом аспекте кузнечной промышленности. Например, процесс ковки может проводиться при различных температурах в зависимости от физических свойств конкретных материалов и задействованного оборудования. Поскольку температура играет такую важную роль в процессе ковки, она фактически используется для классификации методов ковки. Эти методы ковки известны как горячая ковка, теплая ковка и холодная ковка.У каждого из них есть свои преимущества и недостатки, но они выбираются на основе предполагаемого применения готового продукта и предельных затрат, а не просто потому, что одно превосходит другое.
Что такое горячая штамповка? (Применение и преимущества) Кузнец горячая ковка с помощью молотка. [CC BY-SA 3.0], через Wikimedia Commons В терминологии ковки металлический объект, который необходимо деформировать, обычно называют заготовкой или заготовкой. Готовое изделие называется ковкой.В некоторых методах ковки, особенно в горячей штамповке, заготовка помещается в кузницу, тип очага, который нагревает металл до желаемой рабочей температуры, прежде чем можно будет приступить к процессу формования. Когда заготовка достигает требуемой температуры, инструменты, такие как кузнечные молотки и ковочные прессы, можно использовать для формования или деформации заготовки в новую форму или дизайн.
Горячая штамповка — наиболее известный процесс штамповки. Он работает при температуре выше заданной температуры рекристаллизации металла на протяжении всего процесса, чтобы поковка сохраняла свою новую форму после охлаждения.Этот высокотемпературный процесс изменяет зернистую структуру заготовки, разбивая ее на более мелкие зерна. Нагрев металла выше температуры его рекристаллизации или пластической деформации предотвращает деформационное упрочнение материала. Горячая ковка позволяет изготавливать сложные металлические конструкции, которых невозможно добиться при более холодных процессах ковки при более низких температурах. Этот метод не только изменяет внешний вид исходного металла, но также увеличивает его пластичность и вязкость как конечного продукта.
Диапазон температур горячей штамповкиГорячая ковка обычно проводится с металлами с высоким коэффициентом деформируемости, чтобы предотвратить их повреждение в процессе деформации.Некоторые из этих металлов включают углеродистую сталь, титан, медь, алюминиевые сплавы и никелевые сплавы. Некоторые металлы могут быть подвергнуты только горячей ковке из-за их жестких физических свойств. Температура рекристаллизации стали может составлять от 400 до 700 ° C, но температура горячей штамповки стали может достигать 1200 ° C. Из-за высоких температур, при которых происходит этот процесс, заготовка становится более податливой, и ей можно придавать сложные формы. После того, как поковка полностью сформирована, следует строгий процесс охлаждения, чтобы придать поковке новую форму.Хотя в этом процессе необходимо быстрое охлаждение, слишком быстрое охлаждение материала также может повредить готовую деталь. С этим процессом охлаждения нужно обращаться очень осторожно, чтобы предотвратить деформацию поковки.
Оборудование для горячей штамповки и материалыОборудование, необходимое для горячей штамповки, может варьироваться в зависимости от области применения готового продукта. Штампы представляют собой металлические блоки, которые подвергаются механической обработке и содержат штампы, которые используются для производства штамповок.Эти штампы обычно состоят из верхней и нижней штампов и обычно изготавливаются по индивидуальному заказу, чтобы соответствовать желаемой форме клиента для использования в методе горячей штамповки. Ковка бывает закрытой и открытой. В методе открытой матрицы используются матрицы, которые не полностью закрывают заготовку, тогда как метод закрытой матрицы полностью закрывает заготовку. Ковочный пресс также можно использовать для одновременного приложения большого давления ко всей заготовке. Ковочные молотки прикладывают силу к определенным участкам заготовки.
Поскольку метод горячей штамповки сильно зависит от температуры, штампы и другие инструменты предварительно нагреваются, чтобы ограничить снижение температуры заготовки во время процесса, когда она находится в контакте с штампами. Это снижение температуры объясняется кондуктивной теплопередачей. Практика нагрева оборудования до той же температуры, что и заготовка, привела к развитию специального метода ковки, известного как изотермическая ковка, типа ковки в закрытых штампах. Изотермическая ковка включает нагрев металла и штамповки до той же температуры в вакууме, чтобы избежать снижения температуры из-за теплопроводности.Вакуумная среда также ограничивает любые реакции окисления, которые могут происходить между металлической заготовкой и атмосферными газами. Другой способ избежать окисления — это покрыть заготовку стеклянным покрытием внутри печи для предотвращения загрязнения или подать в печь инертный газ. Если происходит окисление заготовки, это может привести к образованию накипи, что приведет к повреждению готового продукта.
| Преимущества | Недостатки |
|
|
Что такое теплая ковка? (Применение и преимущества) Теплая ковка обычно используется для автомобильных деталей, таких как шестерни и валы.
Процесс горячей штамповки имеет характеристики, аналогичные как горячей штамповке, так и холодной штамповке, и является самым последним разработанным методом ковки. Этот процесс происходит при температуре выше температуры деформационного упрочнения заготовки, но ниже температуры, при которой происходит образование окалины. Отсутствие масштаба позволяет приблизить допуски в готовом продукте.
Диапазон температур теплой ковкиВ зависимости от физических свойств отдельной детали температура горячей ковки может составлять от 650 до 1000 ° C.Детали с более простой конструкцией могут изготавливаться при температурах от 740 до 770 ° C, ниже температуры, при которой происходит фазовый переход. Однако детали, изготовленные при таких температурах, должны пройти процесс термообработки после ковки, чтобы обеспечить сохранение своей новой структуры при остывании.
Оборудование для горячей штамповки и материалыПоскольку температуры теплой штамповки обычно ниже, чем температуры, используемые при горячей штамповке, заготовка становится менее податливой во время этого процесса, а сложные формы труднее изготовить.Теплая поковка также отличается меньшими допусками, чем холодная ковка. Самыми распространенными металлами, которые используются при теплой ковке, являются стальные сплавы. Горячая ковка облегчает деформацию стальных сплавов, чем при холодной штамповке, и может иметь лучшие допуски, чем те, которые сделаны при горячей штамповке. Эти преимущества способствовали более широкому использованию метода изготовления горячей штамповки, особенно при создании крупносерийных автомобильных деталей.
Оборудование, используемое при теплой штамповке, должно быть спроектировано таким образом, чтобы обеспечить соответствующий срок службы инструмента для увеличения экономии.Это оборудование должно соответствовать размеру и качеству обрабатываемых материалов, которые будут выкованы этим методом. Для увеличения срока службы штампы следует поддерживать в хорошем состоянии на протяжении всего срока их службы.
| Преимущества | Недостатки |
|
|
Что такое холодная ковка? (Применение и преимущества) Холодная штамповка — это эффективный процесс производства более легких компонентов, таких как гайки, болты и винты.
Холодная ковка осуществляется при температуре ниже температуры рекристаллизации металла, часто при комнатной температуре или близкой к ней. Поскольку холодная ковка часто проводится при гораздо более низких температурах, чем горячая или теплая ковка, заготовка в этом процессе сопротивляется деформации. Следовательно, этот процесс обычно требует промежуточных этапов отжига между деформацией заготовки, чтобы минимизировать деформационное упрочнение во время процесса ковки. Отжиг — это процесс, при котором заготовка упрочняется за счет ее нагрева и последующего медленного охлаждения для снятия внутренних напряжений.Поскольку температура процесса холодной ковки близка к температуре закалки заготовки, образование окалины из-за реакций с атмосферными газами не является проблемой для этого метода. С другой стороны, заготовка не так податлива в процессе деформации, как при использовании других методов, поэтому для придания формы заготовке требуются более высокие нагрузки прессования.
Диапазон температур холодной штамповкиИзвестно, что методы холодной штамповки имеют лучшую точность размеров по сравнению с методами горячей штамповки.Эта особенность связана с тем, что заготовка деформируется почти по форме конечного продукта. Холодные поковки не нужно охлаждать после ковки, потому что они уже изготовлены при температурах, близких к температуре их затвердевания. Горячие и теплые поковки могут подвергаться усадке при затвердевании, что не является проблемой при холодной штамповке. Хотя заготовка остается в твердом состоянии при холодной штамповке, напряжение от трения между заготовкой и оборудованием, используемым для ее деформации, может привести к тому, что температура заготовки достигнет 250 ° C.В результате метод холодной ковки обычно используется с более мягкими металлами, такими как алюминий, медные сплавы и низколегированные стали, которые обычно весят менее 50 фунтов. Более мягкие металлы легче формовать при более низких температурах и требуют меньшего давления ковки.
Оборудование для холодной штамповки и материалыХолодная штамповка связана с высокой производительностью. Условия работы не только более благоприятны при комнатной температуре, но и энергоэффективны.Эта среда также обеспечивает эффективность производства больших объемов продукции. Процесс холодной штамповки, как и другие, улучшает механические характеристики заготовки. Готовый продукт обычно прочнее исходного материала. Кроме того, размеры конечного изделия холодной ковки являются наиболее точными из всех других методов ковки.
Оборудование, используемое при холодной ковке, аналогично другим методам ковки, но матрицы должны быть изготовлены из материалов с высоким сопротивлением, чтобы уменьшить износ во время процесса ковки.Следовательно, инженерное проектирование важно при разработке подходящего оборудования для этого процесса. Высокие затраты, связанные с оборудованием, перевешиваются более длительным сроком эксплуатации.
| Преимущества | Недостатки |
|
|