
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади.
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
В таком положении получаем прогрев металла на большую глубину.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.


Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от другаПотому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
 Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
 По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном.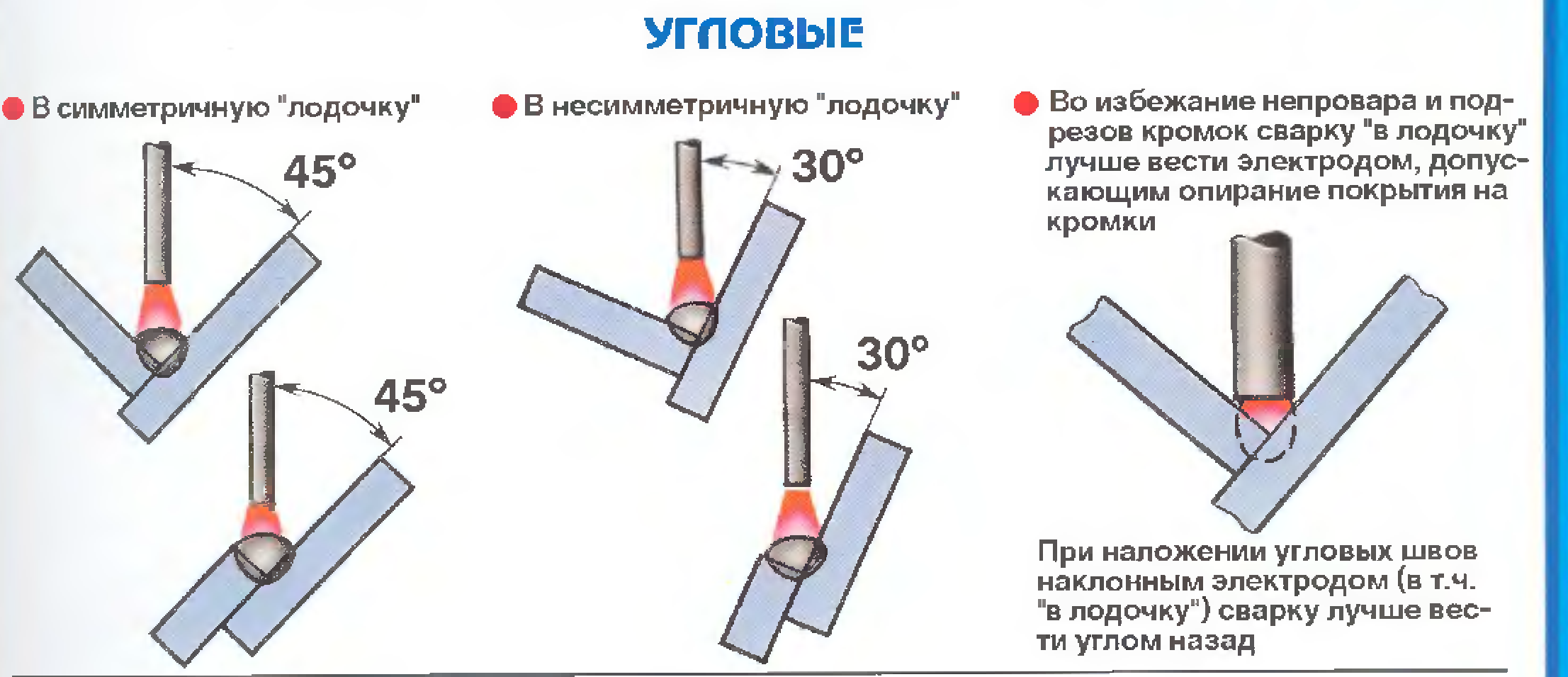 Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Оцените статью: Поделитесь с друзьями!как правильно делать швы, инструкции с фото и видео
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Оцените статью: Поделитесь с друзьями!Самостоятельно научится варить электросваркой с нуля — как пользоваться и работать со сварочным аппаратом самому в домашних условиях
12НояСварочный аппарат может использоваться для работы, строительства или просто для домашнего использования в подходящих моментах. Сейчас можно учиться на профессионального сварщика в колледже, но для пользования дома достаточно знать правила и тренировать руку. Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Способы сварки: как самостоятельно научиться варить электросваркой
Новичку нужно начинать с основ, а именно с освоения двух техник. Их применяют в соответствии с задачами. Различают:
- Газопрессовую. С помощью ацетилкислорода получается пламя высокой продуктивности, оно позволяет скреплять даже самые мощные конструкции, например, тяжелые трубы с широкой толщиной стенок.
- Контактную. Результат получается за счет напряжения, которое дает электрический ток. При этом можно варить встык, внахлест, а также точечно.
- Роликовую. Автоматический крутящийся аппарат вращает электроды, шов образуется за счет силы сжатия.
- Электрошлаковую, или ЭШС. Расходники выходят очень дорого, поэтому применяется редко, когда важно получить изделие высокой прочности и качества. Сварочная ванна образуется в среде шлака.
- Термитную. Применяется термит – это порошкообразная смесь их алюминия, магния и железной окалины.
Технология работы
При соприкосновении двух противоположно заряженных элементов (металла и электрода) под напряжением появляется сварочная дуга. Сварщик направляет ее в выделенную область, под ее действием происходит значительный нагрев. Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.
- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
Видео: как выбрать сварочный инвертор
Как научится работать сваркой в домашних условиях безопасно – экипировка
От оснащения зависит техника безопасности, а также удобство. Обязательно понадобятся:
- Маска или щиток. Первый более полноценный вариант, потому что не приходится держать изделие свободной рукой. Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
- Одежда также должна быть специальной, очень прочной, без лишних карманов и накладок, чтобы ни на чем не могли задержаться стружки.
- Обувь лучше брать из твердой кожи с высокими голенищами.
- Рукавицы, или краги, шьются с наполнителем из брезента.
При выборе этих элементов спецодежды следует руководствоваться правилом – все части тела, особенно запястья и щиколотки, шея, должны быть прикрыты.
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому. В качестве завершения предлагаем вам посмотрет
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
ь видео:
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
- Газовая горелка
- Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар
- Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
6 советов и рекомендаций по сварке — как правильно сваривать
1 Прежде чем ты начнешь
Во-первых, потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку, а эту руку поддерживайте на столе. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов.Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов. Проволока должна плавиться в сварочную лужу с равномерной скоростью и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
2 Подготовьте металл
Отметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
3 Подготовьте металл (продолжение)
Затем отшлифуйте или подпилите небольшой скос по кромкам, которые вы свариваете. Это обеспечит максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо. Не переусердствуйте, иначе при сварке вы прожигете металл.
4 Разместите кусочки
При создании такого проекта, как наша таблица C, вам необходимо сформировать точные углы в 90 градусов.Скрепите скошенные поверхности вместе, оставив достаточно места для прихваточного шва. Детали должны лежать ровно и аккуратно, не мешая металлическим заусенцам.
Проверьте положение сборки квадратом. Используйте столярный алюминиевый треугольный квадрат с внутренней стороны стыка или стальной столярный квадрат с внешней стороны.
5 Прихваточный шов
Скрепите детали вместе в нескольких местах вдоль каждого стыка. Еще раз проверьте наличие квадратных углов; если что-то смещается и сборка выходит из-под квадрата, отшлифуйте прихваточный шов, переставьте детали и повторите попытку.
6 Завершить сварку
После того, как вы закрепили все на месте, уложите последние сварные швы. Создавать красивые гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
7 Очистка после сварки
Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить валики с окружающим металлом.Чтобы обеспечить ровную гладкую поверхность, перемещайте шлифовальный станок вдоль сварного шва, а не поперек него. Удалите все отметки с помощью откидного диска из диоксида циркония с зернистостью 60.
Наконечник для чистовой обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но сделайте это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8 Сделайте этот металлический стол C
Наш стол C — это элегантное преобразование мебели в промышленный вид.Две квадратные рамы размером 16 дюймов соединены двумя стойками длиной 15 дюймов. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Это идеальный проект для начинающего сварщика. Все 10 кусков стали вырезаны из стальной трубы квадратного сечения 1 дюйм с толщиной стенки 1/16 дюйма. Детали для верхней и нижней рам соединены углами под углом 45 градусов. Две стойки входят в рамы стыковыми соединениями. И сварка не может быть проще: дуговая сварка порошковой проволокой с низким значением силы тока и медленной скоростью подачи проволоки — это такой же простой и щадящий процесс, каким вы можете научиться.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
How to Weld — Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. В этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями. Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой.Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Газовый бак
Предположим, вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет резервуар с газом.Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
** Хорошее практическое правило — открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того.Открытие клапана до конца не улучшает ваш поток, не более чем просто приоткрытие клапана, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету.Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это конечная цель бизнеса. На него будет направлено больше всего вашего внимания в процессе сварки. Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы подходить к проволоке любого диаметра, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас.Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Он должен быть прикреплен непосредственно к свариваемой детали или к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
How to Weld: The Ultimate Guide
Сварка в основном заключается в соединении двух металлических частей путем их нагрева до тех пор, пока они не расплавятся, так что они затвердеют как единое целое. В отличие от других обратимых способов соединения металла, эту связь нелегко разорвать, поэтому она обычно используется во многих промышленных целях, таких как автомобилестроение, космос, нефть и газ.
Мы расскажем вам о различных типах сварки, о том, что включает в себя основной процесс и является самой простой техникой сварки.
Обратите внимание, что какой бы тип сварки вы ни выполняли, вам потребуется открытое пространство для работы, чтобы избежать вдыхания газов, выделяемых во время процесса сварки.
Различные типы сварки могут использовать электрический ток, газ, ультразвуковое трение и электронные лучи для сварки металла вместе. Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Важные термины
Прежде чем мы перейдем к практическим методам сварки, давайте проясним некоторые важные термины, которые помогут вам лучше понять процесс:
- CC- Постоянный ток относится к сварочным аппаратам, которые имеют ограниченный ток и создают отрицательную кривую напряжения, давая им название «капельницы». В то время как напряжение будет меняться в зависимости от длины дуги, ток останется более или менее постоянным. Обычно это встречается у аппаратов для ручной дуговой сварки и сварки TIG.
- AC- Сварка с подачей проволоки на переменном токе создает нестабильную дугу с переменным током, но эта дуга стоит меньше всего.
- Присадочный металл — Это металл, который плавится в сварочной дуге и плавится вместе с свариваемыми металлами, образуя связующий сплав для почти необратимой связи.
- Shielding- Электрическая дуга сварочных аппаратов должна быть защищена от газов, таких как азот, в воздухе, которые могут вызвать окисление металла.Защитный газ выходит либо из сварочного пистолета, либо путем создания флюса. Этот защитный газ содержит аргон, углекислый газ и гелий (известную как тройную смесь).
- Флюс- Это материал, который является частью сварочного стержня или заделан в проволоку, выходящую из сварочного пистолета. Это то, что выделяет защитный газ при сварке.
- Stick- Клюшкой при сварке называют металлический электрод, который также может подаваться на свариваемые металлы. На палку нанесено электродное покрытие, известное как флюс.
Какие виды сварки?
У разных сварщиков есть свои предпочтительные методы сварки, но есть несколько основных стилей, которым все они следуют. Общим фактором для всех стилей является то, что они включают создание металлической ванны и проталкивание (или вытягивание, в зависимости от используемого метода и личных предпочтений сварщика) электрода или металлического стержня через нее. Вам нужно равномерно работать между двумя металлическими частями, чтобы убедиться, что они обе правильно сварены.
Существуют типы стержневой сварки, которые могут использоваться в различных обстоятельствах в зависимости от типа используемого металла и уровня квалификации сварщика.
Сварка МИГ
Этот вид сварки наиболее распространен среди новичков. При сварке в среде инертного газа (MIG) возникает электрический ток между двумя металлическими объектами, которые необходимо соединить. Сварочная проволока действует как электрод для подачи тока.
Когда сварочная проволока соприкасается с металлом, образуется замкнутая цепь.Когда провод слегка отодвигается от металла, возникает электрическая искра, которая становится достаточно горячей, чтобы расплавить конец металла (температура на этом конце поднимется до нескольких тысяч по Фаренгейту) двух объектов, которые необходимо удалить. плавленая и сварочная проволока. Как только свариваемые объекты остынут, на стыке двух концов появится видимая линия (шов).
Сварочная проволока выпускается из сварочного пистолета и подается к свариваемым металлам на протяжении всего процесса, продолжая плавиться.Сварочный пистолет также выпускает газ для очистки окружающего воздуха и защиты сварного шва от таких газов, как азот и т. Д.
СваркаMIG также известна как газовая дуговая сварка металла (GMAW).
Как выполнять сварку MIG
Так как это самый простой вид сварки, мы рассмотрим его поближе:
Сварочный аппарат MIG будет иметь зажим заземления, замыкающий электрическую цепь между сварочным аппаратом, сварочным пистолетом и свариваемыми металлами. Кроме того, обязательно внимательно ознакомьтесь с руководством для сварщика.
СваркаMIG идеально подходит для более толстых металлов, но вам необходимо правильно управлять напряжением, чтобы избежать прожига металла, образования металлических комков или окисления металла.
Убедитесь, что сварщик бензобака использует правильную смесь газов при идеальном давлении, и все готово.
Сварка палкой
Ручная сварка немного сложнее, чем MIG, и выполняется двумя руками. Требуется металлический присадочный стержень или палочка с флюсовым покрытием. При нагревании это покрытие из флюса на стержне плавится, выделяя газ и превращаясь в жидкий шлак, которые защищают свариваемые металлы от окисления.
Этот газ рассеивается сам по себе, но шлак необходимо очистить, растворив его в растворителях и удалив шлифовальной машиной.
Ручная сварка также известна как дуговая сварка в защитном металлическом корпусе (SMAW).
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует высокого уровня навыков и точности. Подобно MIG, здесь используется электрод, но вместо проволоки, которая подается в свариваемые металлы, в сварочном пистолете используется металлический вольфрамовый стержень.Сварщик оснащен сварочным пистолетом и присадочным стержнем. Как и при сварке MIG, создается электрическая дуга, которая плавит металл и присадочный пруток, чтобы сварить два металла вместе. Пистолет также испускает газ для защиты свариваемого металла.
При сварке TIG ток, протекающий в цепи, можно регулировать с помощью педали на аппарате TIG. По сути, это снижает или увеличивает температуру и предохраняет металл от теплового удара и его хрупкости.
В этом процессе сварщики работают в возвратно-поступательном движении, постоянно погружая стержень в металлическую ванну, созданную плавлением металлов и вольфрамового стержня от тепла.
Сварка TIG также известна как газовая дуговая сварка вольфрамовым электродом (GTAW).
Порошковая сварка
Последний и завершающий вид дуговой сварки порошковой проволокой (FCAW). Вместо проволоки, используемой при сварке MIG, в свариваемые металлы вводится электродная трубка. Трубка имеет металлический корпус и сердечник из флюса. Флюс плавится из-за тепла, выделяемого во время сварки, и выделяет жидкий шлак и газ, чтобы предотвратить окисление металлов и защитить их от внешних загрязнений.Как и при сварке штучной сваркой, очистка этого жидкого шлака является дополнительной трудоемкой задачей. Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.
В этом случае сварщик использует тянущее движение, чтобы предотвратить сварку жидкого шлака — случайная сварка шлака сделает металл пористым и оставит небольшие отверстия в готовом изделии.
Контактная точечная сварка
Этот процесс включает соединение двух металлических частей с помощью электрического тока, проходящего через электроды, расположенные на противоположных сторонах свариваемых металлов.Сварка металлов — это результат того, что металл сопротивляется протеканию тока (дуга отсутствует).
Защитный газ не требуется, и это считается одним из самых простых способов сварки. Однако его использование в основном ограничивается листовым металлом.
Контактная точечная сварка также часто называется точечной сваркой.
Каковы основы сварки?
Теперь, когда мы знаем различные методы сварки, нам нужно взглянуть на основное оборудование и материалы, необходимые для этого процесса:
Сварочное оборудование
В зависимости от типа выполняемой сварки, сварщики могут выбрать сварочный аппарат MIG или универсальный сварочный аппарат, который работает для всех четырех типов.
Помимо правильного аппарата, сварщики должны быть оснащены сварочной каской, которая защитит их лицо (особенно глаза) от тепла, газов, выделяемых во время процесса, и любых брызг жидкого шлака. Некоторые высокотехнологичные шлемы также оснащены экранами цифрового зрения, где вы можете уменьшить яркость, чтобы защитить себя от бликов.
Другое необходимое оборудование включает кожаные перчатки, прочную обувь, кепки, рубашки, полностью закрывающие руки, защитный комбинезон и т. Д.
Материалы
Основные материалы для сварки:
- Проволока MIG (или проволока с флюсовым сердечником, в зависимости от типа выполняемой сварки)
- Наконечники для сварки
- Электродные стержни (или трубки)
- Сварочный пистолет
- Пруток для газовой или TIG-пайки
Другое оборудование, которое может пригодиться в процессе, включает:
- Зажимы (или магниты) для фиксации металлических предметов во время работы
- Регулируемый сварочный стол и подставка для комфортной работы
- Сварочные одеяла для предотвращения чрезмерного распространения искр (обычно они сделаны из стекловолокна).
Использование различных методов сварки для различных материалов
Прежде чем выбирать метод сварки, необходимо учитывать свойства свариваемого металла. Например, нержавеющая сталь плохо переносит тепло, поэтому, если будет накапливаться слишком много тепла, сталь может деформироваться и с большей вероятностью подвергнуться коррозии. В этом случае лучше использовать меньшее количество тепла — ток можно уменьшить с помощью педали сварочного аппарата.Чтобы компенсировать пониженный нагрев, движение сварочного стержня ускоряется.
Некоторые металлы, например алюминий, имеют более низкую температуру плавления и хорошо проводят тепло. Они могут быть очень реактивными по отношению к воздуху, поэтому вам нужно проявлять особую осторожность, чтобы защитить их от окисления. Если окисленный слой все же образуется, он, скорее всего, будет иметь более высокую температуру плавления, чем металл ниже, и вам понадобится растворитель или металлическая щетка, чтобы удалить его.
Если металл, используемый в сварочном пистолете, слишком мягкий, он может запутаться.Чтобы предотвратить это, к сварочному пистолету прикреплены направляющие трубки, которые направляют движение проволоки.
Подготовка металла к сварке
Если вы работаете со старым или окрашенным металлом, вам нужно соскоблить с него всю краску или ржавчину. Угловая шлифовальная машина и наждачная бумага с высоким зерном помогут вам выполнить работу. Отшлифуйте металл, пока он не станет полностью блестящим и гладким.
Если вы используете угловую шлифовальную машину, будьте осторожны с мягкими металлами, которые легко формуются.
Очистите металл ацетоном, чтобы удалить с него пыль и грязь.Как только металл очистится от загрязнений, он готов к сварке.
Перед началом сварки протрите металлическую поверхность чистой тканью, чтобы удалить остатки ацетона, и можно приступать к работе.
Расположите металлы так, как вы хотите сваривать — вы можете использовать зажимы, чтобы закрепить объекты на месте, чтобы они не двигались во время процесса.
Что делать, если вы новичок в сварке?
Если вы новичок в сварке, вам нужно кое-что понять, и рекомендуется потренироваться на металлоломе, прежде чем работать с самими объектами, которые необходимо сваривать.
Начните с прочтения руководства, прилагаемого к сварочному аппарату. Установите настройки в соответствии с используемым материалом.
Если вы все еще новичок в сварке, вам может потребоваться немного практики, чтобы достичь оптимального сочетания напряжения и скорости подачи проволоки.
Проволока выступает из конца сварочного пистолета примерно на ½ дюйма. Держите пистолет на расстоянии 3/8 дюйма дюймов от рабочей поверхности. Когда вы начнете работать, вы будете толкать пистолет вперед. В некоторых случаях вы можете использовать тянущее движение, но это может привести к рассеиванию защитного газа, испускаемого сварочной горелкой.
Вы должны быть осторожны со скоростью, с которой вы перемещаете пистолет — это повлияет на температуру металла и количество сварочной проволоки, которую вам нужно будет подать. Многие сварщики используют «взбивание» техника для создания постоянной скорости. Это также создает более узкий шов бисера на стыке двух металлов.
Обратите внимание, что во время сварки не должно быть щелкающих или хлопающих звуков. В лучшем случае вы услышите жужжание во время работы (похоже на шипение жира на сковороде).В течение нескольких минут вы должны были сварить часть металла, в зависимости от размера того, над чем вы работаете.
Сводка
Сварка — непростая задача, но, опять же, она включает плавление металла путем его нагрева до температуры до тысяч градусов по Фаренгейту. Прежде чем вы решите начать сварку самостоятельно, вам необходимо пройти соответствующую подготовку, знать, какой метод лучше всего подходит для используемых вами металлов и какой метод вам удобнее всего.
Прежде чем сваривать ценные предметы, потренируйтесь на металлоломе.Как только вы будете уверены, что сможете выполнить работу чисто, не причинив себе вреда и не сделав конечный результат неровным или полным крошечных дырок, вы готовы.
Связанные вопросы
Вот ответы на некоторые часто задаваемые вопросы о сварке:
Сварка — это сложно?
Сварка — задача, требующая большой практики. Это определенно непростая задача, и многим людям могут потребоваться годы, чтобы овладеть этим искусством (и все же они могут не достичь совершенства). Чтобы научиться правильно сваривать, многим людям необходимо пройти сертификацию, пройдя специализированные курсы или посещая школу сварщиков.Приложив немного терпения и много практики, вы сможете овладеть мастерством сварки.
Какой самый простой способ научиться сварке?
Хотя сварка сложна, сварка MIG — самый простой способ начать. Этот вид сварки является наименее сложным из всех 4 методов, и легче понять, как использовать сварочный аппарат MIG.
Сварка вредна для глаз?
Сварка производит УФ-лучи, которые могут вызвать ожоги глаз (известный как фотокератит) — это может повлиять на ваше зрение, а в крайних случаях может привести к слепоте.Вот почему сварщики должны носить соответствующие сварочные маски во время работы.
Требуется ли для сварки математика?
Для профессиональной сварки математика является важным требованием (да, вы пройдете обучение по этому вопросу после получения сертификата). Сварщики должны уметь читать чертежи, рассчитывать количество подачи проволоки, которое им потребуется в течение всего процесса, измерять глубину проплавления и т. Д.
Какой вид сварки самый прочный?
В то время как MIG может быть самым простым, сварка стержнем и порошковой проволокой создает наиболее прочную связь и подходит практически для любого типа используемого металла.
Подобные сообщения:
Как выполнять сварку: руководство по сварке для начинающих
Если вы хотите научиться сваривать, то вы попали в нужное место! Я покажу вам все, что вам нужно знать, чтобы приступить к сварке с очень небольшими первоначальными затратами, даже если вы новичок!
Сварка — это процесс соединения 2 металлов вместе путем их нагрева до горячих температур расплава и последующего манипулирования расплавленной сварочной лужей для создания сварного шва.
Это только начало обучения сварке.
Сварка требует очень много усилий, таких как очистка металла, подгонка, резка, измерение, проверка правильности сварочных процессов и многое другое.
Контроль сварочной ванны с жидкостью — вот где требуется много практики.
Тепло, необходимое для доведения мягкой стали до температуры плавления, составляет около 2700 ° F. В каждом процессе сварки металл нагревается до разной температуры.
Например, тепло, создаваемое наконечником кислородно-ацетиленовой горелки, составляет около 6300 ° F, что достаточно для плавления стали.
При дуговой сварке на кончике электрода нагревается примерно от 6 000 до 10 000 ° F.
Здесь я расскажу о различных сварочных процессах и расскажу вам, каковы применения и преимущества каждого процесса, какой из них лучше всего подходит для начинающих, которые хотят научиться сварке
Как сваривать в первые дни: Кузнечное дело
До того, как появились какие-либо процессы дуговой сварки или кислородно-ацетиленовые газы для нагрева металла, были кузнецы.
Кузнецы должны были нагреть металл в кузнице, а вместо того, чтобы довести металл до температуры жидкости и сварить его, они должны были сколотить сталь вместе.
Этот процесс сплавляет металл вместе и называется кузнечной сваркой. До середины 1800-х годов большая часть сварочных работ выполнялась таким образом.
Несмотря на то, что этот процесс сварки является долгим и трудным, он по-прежнему остается тем же принципом, что и газовая сварка или дуговая сварка.
По сути, вы соединяете 2 металла вместе.
Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка была разработана и использовалась с середины до конца 1800-х годов. Этот процесс включает смешивание кислорода с ацетиленом, в результате чего образуется очень горячее пламя.
Для кислородно-ацетиленовой сварки используются газовые баллоны высокого давления, содержащие два газа — кислород и ацетилен. Газы можно смешивать и использовать для сварки с помощью регуляторов, шлангов, смесителя горелки и сварочных наконечников.
После включения газов и их зажигания их необходимо отрегулировать, чтобы обеспечить правильное пламя для правильной сварки. Вы должны направить пламя на сварное соединение и использовать присадочный стержень, чтобы облегчить сварной шов.
Возможно, я немного упростил это, потому что есть еще несколько шагов по сварке с использованием кислородно-ацетиленовой сварки.Во-первых, вам нужно выбрать сварочный наконечник, соответствующий толщине металла, с которым вы работаете.
Вы должны использовать больший наконечник для более толстого металла и меньший наконечник для более тонкого металла. Вы также должны отрегулировать давление регулятора, чтобы подавать нужное количество газов на сварочные наконечники.
Если вы неправильно настроили давление, вы можете перегреть металл или не нагреть его настолько, чтобы начать сварку. Кислородно-ацетилен — это медленный процесс сварки, так как пламени требуется время, чтобы нагреть металл до температуры расплава.
При работе с низкоуглеродистой сталью толщиной более дюйма лучше вообще не использовать кислородно-ацетиленовый процесс, так как он занимает слишком много времени, а зона термического воздействия слишком велика.
Дуговая сварка практически заменила кислородно-ацетиленовую сварку с момента ее появления. Дуговая сварка выполняется намного быстрее, эффективнее и обеспечивает более качественные сварные швы. Вы также можете сваривать более толстые металлы с помощью процесса дуговой сварки.
Кислородно-ацетиленовая пайка: соединение разнородных металлов
Пайка — это процесс соединения двух металлов вместе с помощью латунного присадочного прутка и часто разнородных металлов без фактического плавления основных металлов.
Большинство типов металлов можно паять. Например, вы можете паять медь, нержавеющую сталь, латунь, низкоуглеродистую сталь, чугун, бронзу, оцинкованную сталь и многое другое.
А с помощью пайки можно соединять разные металлы друг с другом. Вы можете соединить латунь и медь вместе, сталь с медью и т. Д.
Пайка — хороший процесс, поскольку для ее выполнения требуется гораздо меньше тепла, чем при сварке, что приводит к меньшему короблению металла. Вот почему пайка популярна в автомобильном листовом металле.
Для плавления стали требуется около 2700 ° F, но при пайке металл нагревается только до 1000 ° F.
Пайка обычно включает использование латунного присадочного стержня с флюсом для удаления поверхностных примесей и обеспечения хорошего сцепления двух металлов.
Многие люди думают, что, поскольку на самом деле вы не плавите два металла вместе, а, скорее, соединяете два куска металла с помощью латунного присадочного стержня, который прилипает к металлам, паяное соединение не такое прочное.
Однако во многих случаях во время испытаний на растяжение сталь ломается до того, как разорвется фактический паяный шов.
Дуговая сварка (также известная как палочка)
Дуговая сварка — это процесс соединения двух металлов вместе с использованием электрода в качестве присадочного стержня и электрической дуги для плавления металла.
Дуговая сварка, или, как ее еще называют, «сварка палкой», использует для сварки пруток, покрытый флюсом. Флюс — это химическое покрытие, которое используется при сварке для защиты сварочной ванны от атмосферных газов, таких как азот и кислород.
Если вы попытаетесь выполнить дуговую сварку без сварочного стержня, покрытого флюсом, ваши сварные швы получатся слабыми и будут иметь пористость.
«Пористость» — это когда в сварном шве образуется много отверстий из-за отсутствия при сварке агента защиты от атмосферных воздействий, такого как флюс.
Сварочные электродыС помощью дуговой сварки можно сваривать множество различных металлов. Например, вы можете сваривать нержавеющую сталь, бронзу, алюминий, низкоуглеродистую сталь и чугун.
Вам просто нужно убедиться, что вы используете правильный стержневой электрод для того металла, который вы свариваете.Если вы свариваете сталь, вы будете использовать стальной электрод, и то же самое относится к каждому типу металла, который вы свариваете.
Процесс обучения дуговой сварке начинается с выбора правильного электрода. После выбора электрода следующим шагом будет заземление заготовки.
Сварка не может начаться, пока вы не заземлите заготовку зажимом заземления. Теперь вы можете включить станок, установить уровень производительности и зажечь дугу.
Как только дуга зажжется, вы увидите форму расплавленной лужи.Ваша задача — контролировать эту лужу и направлять ее туда, куда вы хотите.
Поскольку вы только что учитесь, при обучении сварке важно попрактиковаться в использовании большого количества сварных швов в плоском положении, прежде чем пытаться выполнять какие-либо сварные соединения.
Сварка MIG (сварка с подачей проволоки)
Сварка MIG означает «инертный газ металла». Это процесс дуговой сварки, в котором в качестве сварочного электрода используется проволока с постоянной подачей.
Он называется инертным газом для металла, потому что в нем используется инертный газ, такой как CO2 и аргон, для защиты сварочной ванны от атмосферных газов, таких как азот и кислород, которые могут ослабить сварной шов.
Проволочный электрод на катушке помещается внутри сварочного аппарата MIG. Он проходит через пистолет, который подает проволоку при нажатии на спусковой крючок.
СваркаMIG похожа на сварку штучной сваркой, поскольку перед началом сварки необходимо заземлить заготовку с помощью зажима заземления.
Процесс обучения переносу сварных швов происходит намного быстрее, чем сварка штучной сваркой, потому что у вас есть непрерывная подача проволоки, и вам не нужно менять отработанные электроды.
Метод сварки MIG получил широкое распространение в промышленности, когда производителям потребовался быстрый метод сварки.
СваркаMIG — это, безусловно, самый простой способ научиться сваривать благодаря своей простоте. Помимо подгонки и подготовки металла, вы действительно готовы приступить к сварке с помощью сварочного аппарата MIG прямо из коробки.
Сварка TIG (процесс Cadillac)
Сварка TIG (вольфрам в инертном газе) — это Cadillac сварочных процессов. Вы можете получить самые красивые сварные швы, используя сварочный аппарат TIG.
TIG — это чрезвычайно точный сварочный процесс. Вы можете сваривать вместе очень тонкие металлы, например, 2 коксовые банки или 2 бритвенных лезвия, с помощью TIG.Вы можете успешно сваривать очень тонкие металлы с очень толстыми, потому что сварка TIG не нагревает большую площадь детали.
Для сваркиTIG используется горелка с твердым вольфрамовым электродом, защитным газом аргоном и присадочным стержнем, который погружается в сварочную ванну.
TIG очень похож на кислородно-ацетиленовую сварку, поскольку в обоих случаях используется присадочный пруток для погружения в сварочную ванну. Однако с помощью TIG вы можете сваривать сталь, нержавеющую сталь, алюминий, титан, магний и многое другое.
TIG использует ножную педаль для управления нагревом горелки.Вы продвигаетесь вперед, чтобы получить больше тепла, и отталкиваетесь, чтобы уменьшить тепло. В процессе сварки TIG в горелке выделяется много тепла, и поэтому производители делают сварочные аппараты TIG со встроенной системой водяного охлаждения.
TIG — это продвинутый процесс сварки, позволяющий научиться сваривать, от которого вы, вероятно, не захотите отказаться, пока не освоите процессы MIG и дуговой сварки.
Как определить хорошую сварку по сравнению с плохой сваркой
Сварные швы, возможно, не первое, что приходит в голову, когда внимание привлекает великолепный небоскреб или безупречный старинный автомобиль, но это должно быть так.Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это only способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов и , эффективным, .
Без сварки изготовленные на заказ изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия труда постепенно уступили место бронзе.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, чтобы образовался сварной шов. Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает огромное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других.Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит чистоту без дефектов. Хотя испытания необходимы для проверки полной целостности сварного шва, имеется визуальных индикаторов , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в среде инертного газа) является наиболее широко используемым и, возможно, наиболее легко осваиваемым видом сварки в промышленности и в быту.Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкий листовой металл и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины посередине валика, слишком тонкий и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Узнайте больше на Hobart Welders
Сварка стержнем
AKA: Дуговая сварка, дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка — это самый простой из всех видов сварки, и с ней легко справиться в домашних условиях. Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами.Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва включают: Брызги, подрезы, видимое отсутствие плавления и трещины. Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом Lincoln Electric с более подробными объяснениями.
Кислородная сварка
AKA: Кислородная сварка и резка, Кислородно-ацетиленовая сварка, Кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали. Этот метод заключается в смешивании кислорода и ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные глобулы металла, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или растрескивание. Чрезмерный рост зерен или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовым инертным газом) сравнима со сваркой в кислородно-ацетиленовом газе и требует гораздо большего опыта от оператора. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: Прогорание, отсутствие присадочного металла, широкий плоский валик без четкого рисунка валика, неустойчивые валики, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator.com
Сварочные испытания
То, что сварной шов плохо выглядит, еще не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский тест, тест магнитофлюкс, тест на проникновение красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т.
Сварные швы обычно проходят проверку качества в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методики тестирования включают:
Испытания газовой сварки Испытания физических сварных швов Тест кислотным травлением Управляемый тест на изгиб Испытание на свободный изгиб Рентгеновское обследование | Испытание на обратный изгиб Nick Break Test Испытание на разрыв Гидростатические испытания Испытание на магнитные частицы Гамма-тестирование | Флуоресцентный пенетрантный тест Испытание на твердость Тесты Magnaflux Электромагнитные испытания Испытание на акустическую эмиссию Тестирование феррита |
Прочтите о каждой методике тестирования на сайте Welding Guru.com и решите, | ||
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на сварочных аппаратах может обеспечить режимы передачи, точно настроенные для толстого металла.По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от загрязнений
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия).«По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость движения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси попадут внутрь сварного шва », — говорит он.
Водород сваривает врага # 1
Водород — наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию.”
3. Правила относительно угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). При сварке проволокой (MIG или флюсовой сердцевиной) гребень должен быть примерно на the дюйма позади проволочного электрода, говорит Хоуз. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Он экономичен и позволяет получать сварные швы с глубоким проваром.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоком уровне тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока для сварки MIG: Хороший общий диаметр проволоки для сварки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра обеспечивает более стабильную сварку при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она подходит для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки» — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, потому что у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, что сводит к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Обычный стержень — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, переходите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом появляется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, меняя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем перед сваркой предварительно нагрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Это препятствует растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее, чтобы предотвратить ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: Сварку из стали толщиной 3/16 дюйма и более производите нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте снизу вверх, используя технику из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного орудия».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите кромки под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий является ЭТОМ материалом, когда речь идет о снижении веса и сохранении устойчивости. Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства.Помимо всех преимуществ, при обработке этого металла есть еще и свои хитрости. Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что затрудняет сварку алюминия
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия.И именно этот слой придает металлу безошибочный серебристо-серый вид. Но это также делает алюминий коррозионно-стойким к воздействию воды, кислорода и даже многих химикатов. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой не позволяет дуге и сварочной ванне образовывать соединение.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C.Таким образом, чтобы растрескать оксидный слой только сваркой, необходимо нагреть поверхность в три раза выше.При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится. По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1. Подготовьте должным образом
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло.При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную растворителями, такими как бутанол, ацетон или разбавитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после.После удаления всей консистентной смазки и остатков смазки можно приступить к удалению слоя оксида алюминия .С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и не очень красивы. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой можно удалить сравнительно аккуратно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз. Черные, покрытые сажей остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки.Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны. Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый калот. С его помощью вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые алюминиевые листы — чуть более 10 мм -, мы рекомендуем предварительно нагреть заготовку. Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, убедитесь, что край на тыльной стороне сломан. Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка.Более толстые листы предпочтительно обрабатываются с использованием процесса сварки MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Другой совет: При сварке алюминия сварочной горелкой MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов.Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия — это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG / MAG:
Не следует забывать и о оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка — используется лайнер из стали. Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе в процессе TIG важно правильно выбрать вольфрамовый электрод , поскольку в нем не должно быть оксидов.По этой причине вам следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Здесь вступает в игру упомянутая ранее сварка сферического колпачка, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента. Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения риска деформации. Провести алюминиевую проволоку более трех и более метров сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочная проволока из AlSi.
5. Правый защитный газ
Инертные газы — аргон или смеси аргона — используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Аргон 4.6 в основном используется для сварки, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, в то время как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к незакалываемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки.