
чертежи с пошаговым описанием и видео работы
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.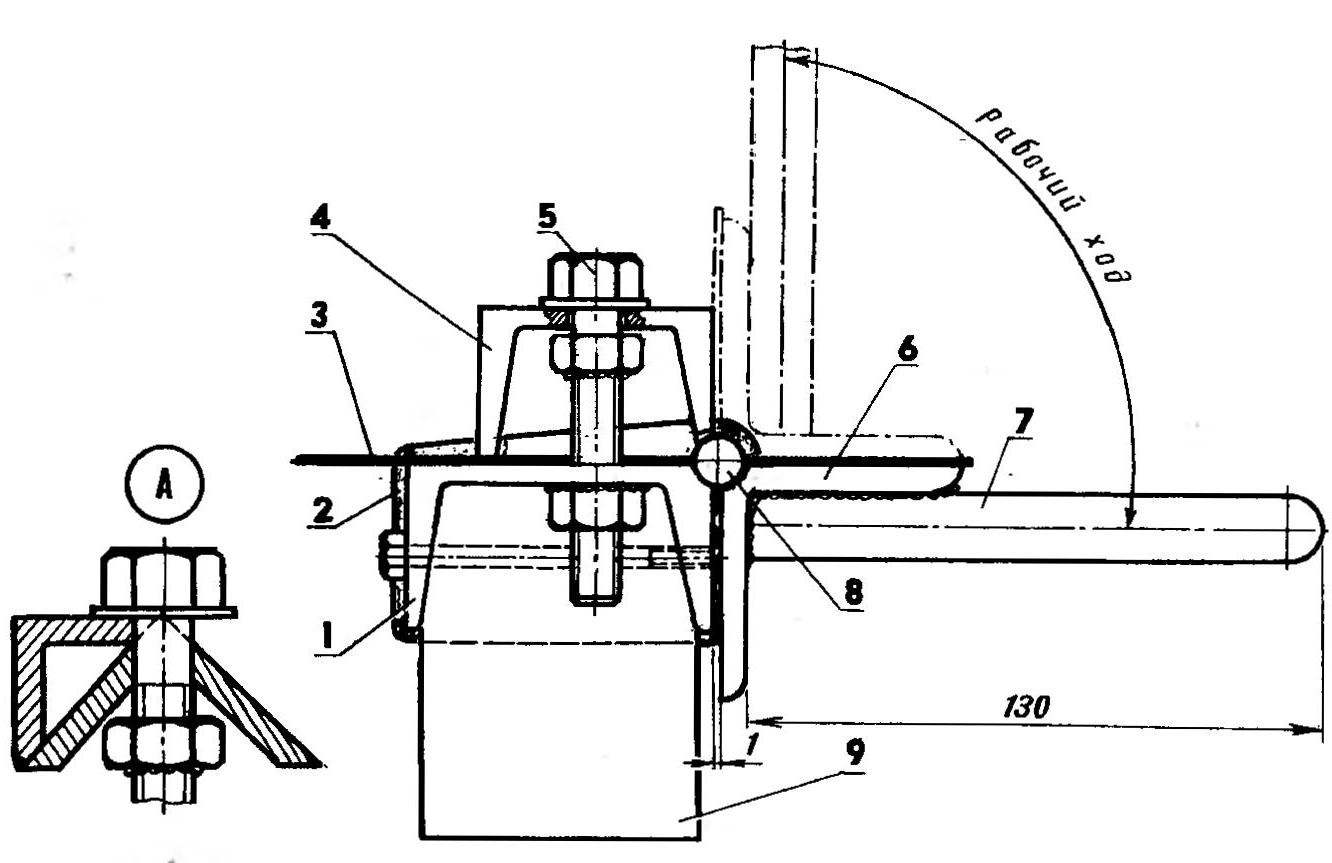
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° .
 Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону; - Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
 Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону; На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки.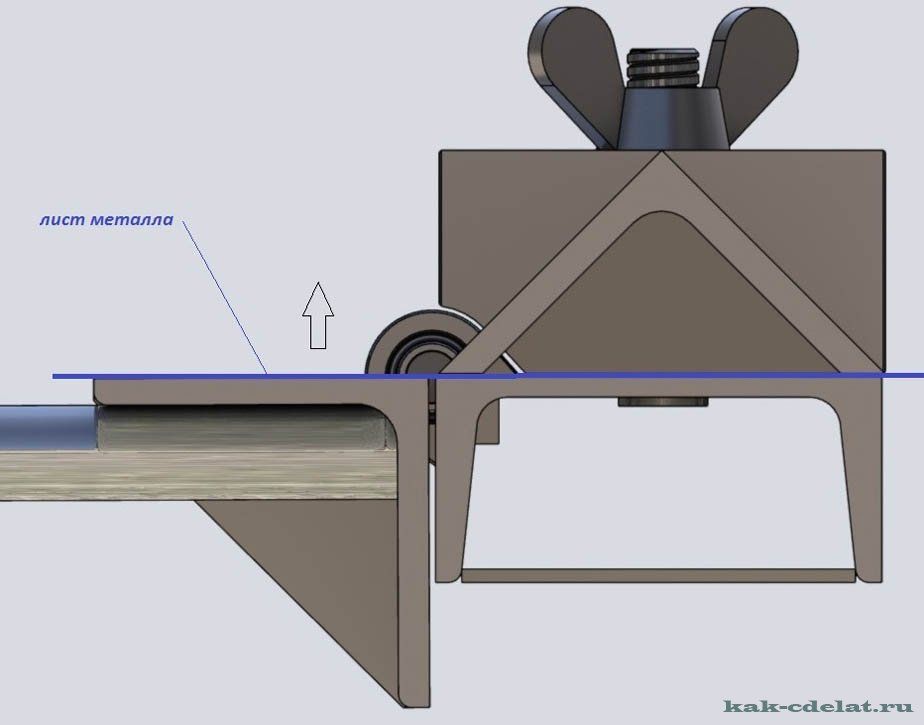 Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Содержание статьи
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
 Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.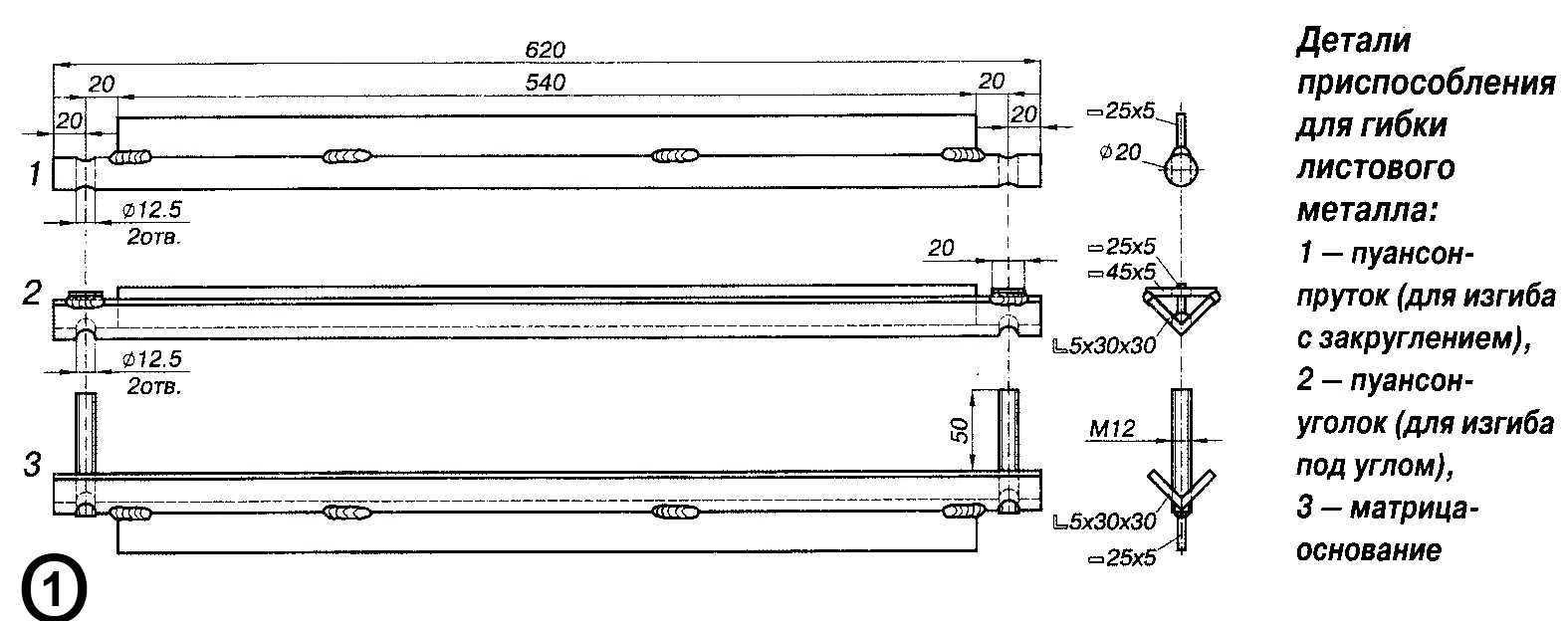
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.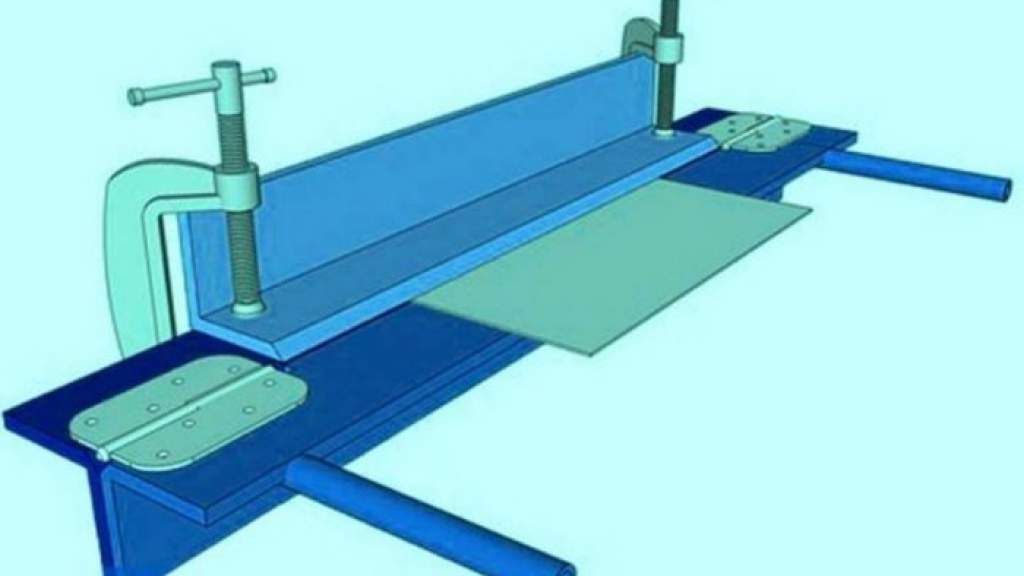
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно. Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы

Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовленияВ данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
 Из-за этого крепление петли получается не самым удобным, но сделать можно.
Из-за этого крепление петли получается не самым удобным, но сделать можно.Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается такПрижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами.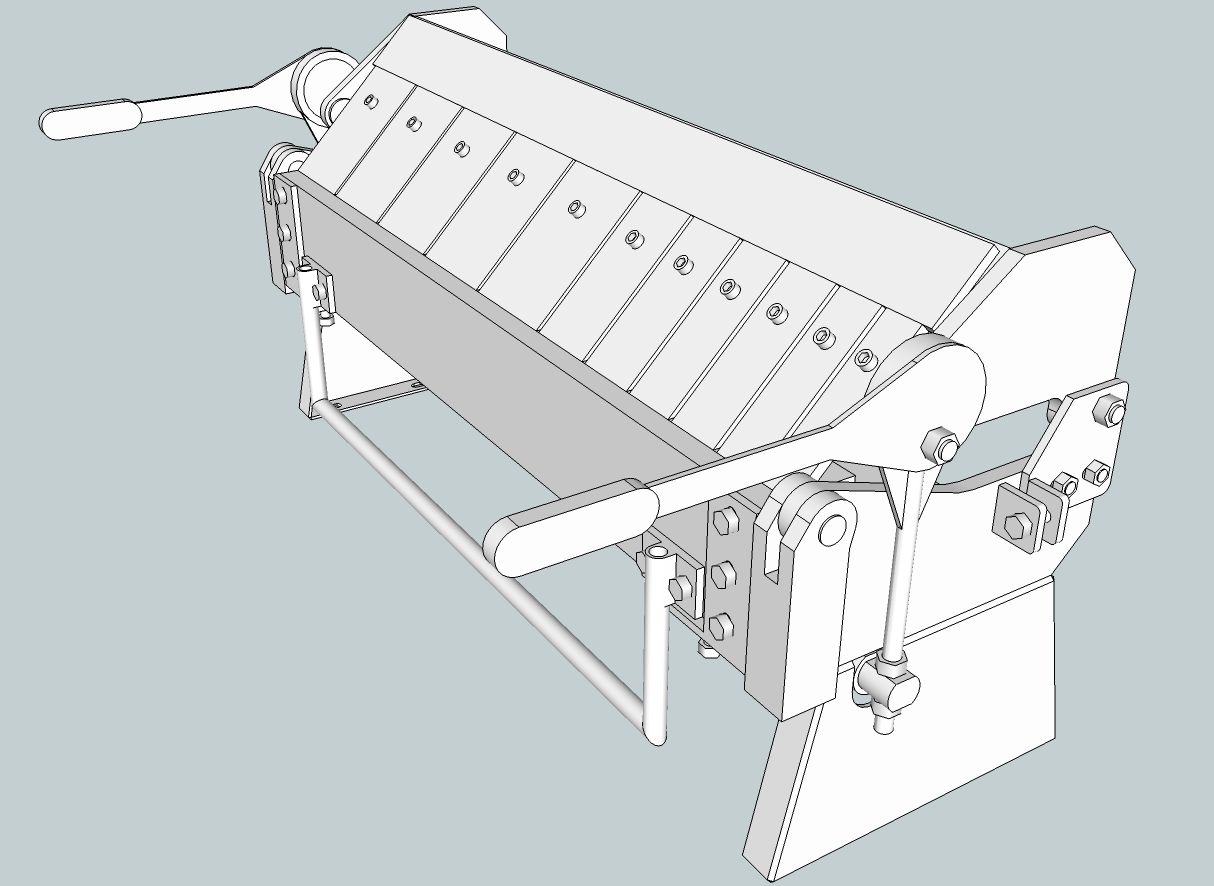 За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Самодельный ручной листогиб – делаем инструмент своими руками +видео
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками.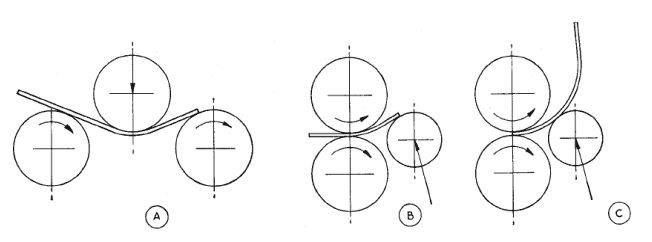 Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат.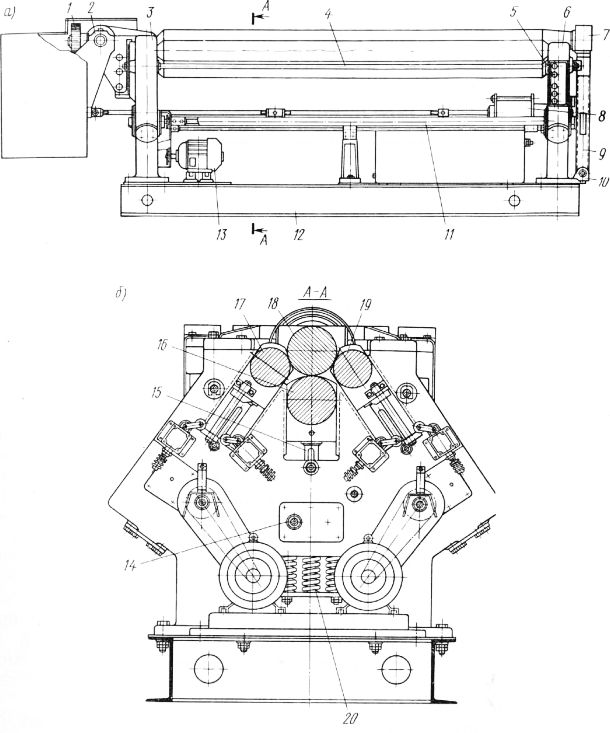 Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Чертежи и 3D-модели листогибов, описание и принцип работы
Листогибы бывают стационарные и передвижные. Кроме того, листогибы в зависимости от способа гибки делятся на:
Кроме того, листогибы в зависимости от способа гибки делятся на:
- прессовые с пуансоном и матрицей,
- поворотные с гибочной балкой
- ротационные с двумя, тремя и четырьмя валками.
Приводы листогибов бывают:
- Гидравлические работающие с помощью гидропривода. Бывают как стационарные так и передвижные.
- Пневматические работающие с помощью пневмоцилиндров. Бывают как стационарные так и передвижные. В основном типа «поворотной балки».
- Электромеханические — стационарные листогибы работающие за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические — стационарные листогибы работающие за счёт передачи кинетической энергии предварительно раскрученного маховика.
- Ручные работающие за счёт мускульной силы, так же, в основном, типа «поворотной балки». Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.

Кроме того по способу подачи заготовки: с ручной и с автоматической.
Установка размеров может быть ручная и автоматическая (ЧПУ).
Применение
Гибка листового металла
Листогиб применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибов — изготовление различных изделий из листовых материалов.
Описание
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.
В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Самодельный ручной листогиб легко изготовить своими руками
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
 Привариваем петли на второй уголок с обеих сторон.
Привариваем петли на второй уголок с обеих сторон. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Видео инструкция по изготовлению самодельного листогиба
 youtube.com/embed/TNy3FaRqYX0?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/TNy3FaRqYX0?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
About sposport
View all posts by sposport
Самодельный ручной листогиб своими руками чертежи
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:— толщина листа;
— максимальная длина линии изгиба;
— размерный ряд толщин листов;
— рабочий угол изгиба листа;
— количество рабочих циклов.
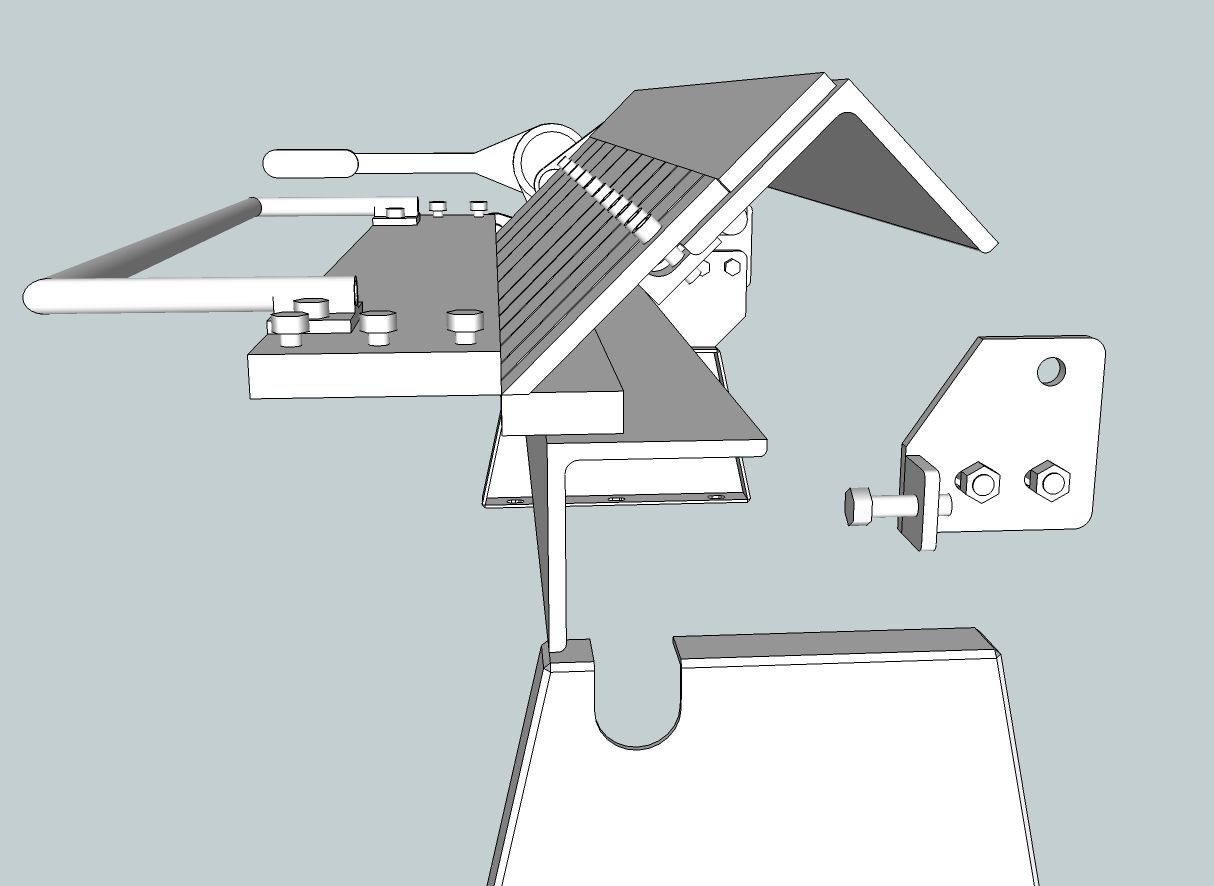
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76
• подшипники 1000901 ГОСТ 8338-75
• пружины 1086-0805 ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Листогиб своими руками — поворотный, роликовый и валковый
Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм можно сделать в условиях домашней мастерской или цеха.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью.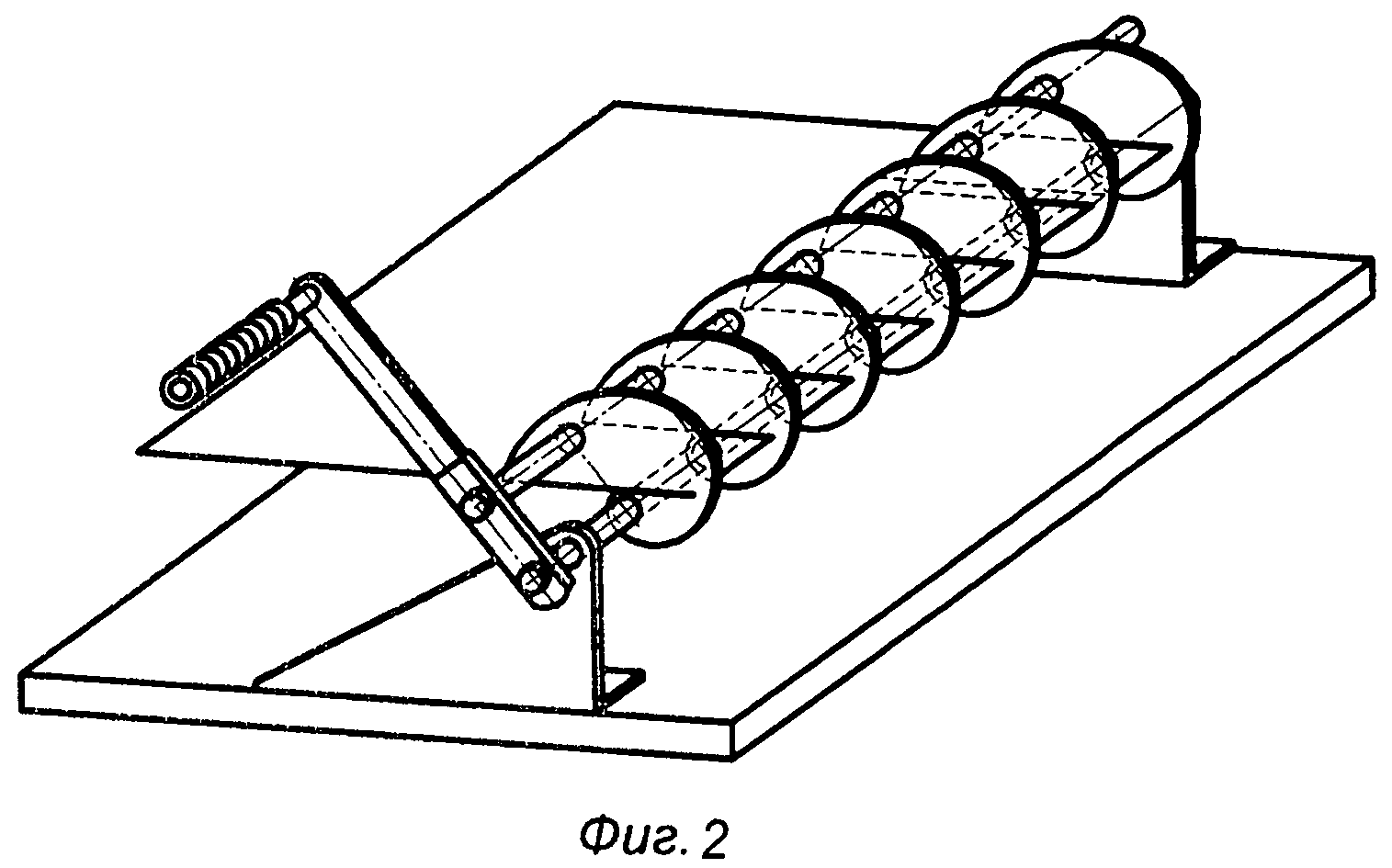 Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 1200. Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 900, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
 Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0. Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 1200 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Мини-гибочный станок DIY | Своими руками
Недавно я пополнил арсенал своей мастерской простое и в то же время полезное приспособление — сделал небольшой гибочный станок. На нем гораздо удобнее и быстрее гнуть детали под прямым углом, чем в тисках.
Уголок сечением 25х25х5 мм разрезан на три заготовки (размеры подбираются индивидуально). Я подобрал два отрезка металлической трубы d 20 мм длиной около 100 мм и два отрезка стержня d 14 мм такой же длины.
В углах по краям болгаркой срезаю верхушки на длину, равную длине трубок, последние распилены пополам (фото 1).
Он зажал два угла в тисках, соединив прорези на концах, и приварил в них попарно нанизанные на штангу трубки так, чтобы получилось шарнирное соединение в виде дверной петли. К выступающей полке одного из углов приварил полосу шириной 25 мм (фото 2).
Третий угол использовался как прижимная планка.Чтобы закрепить его на основании, я просверлил в нем отверстия по краям и закрепил в них резьбовые стержни с помощью гаек. Такие же отверстия просверлила на одном уровне в планке (фото 3)
Для зажима планки я сделал хомуты из обрезков профильной трубы сечением 40 × 20 мм из гаек (фото 4).
Чтобы согнуть деталь, прикручиваю гибочный станок к листу ДСП. Подставляю заготовку под планку и зажимаю струбцинами. Теперь нужно поднять подвижный уголок вверх, для этого между его полками я приварил пару участков профильной трубы и вставил в них упоры — участки квадратного бруса.
См. Также: Советы домашнему мастеру — 3 издание
СОБСТВЕННАЯ ГИБКА — ВАРИАНТЫ ВИДЕО
© Автор: Руслан Фадеев, Брест. Фото автора
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И МАСТЕРОВ, ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВЫЕ. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подписывайтесь на обновления в наших группах и делитесь.
Давай дружить!
деталей, чертежей и рекомендаций. Необходимые инструменты и материалы
В современном строительстве невозможно представить работы, связанные с железобетонными конструкциями, металлическим армированием или созданием фундамента, без использования удобных гибочных станков, способных выполнять множество полезных функций. Самодельные листовые бобы ручной работы — это довольно простые приспособления, позволяющие из листового материала обуздать качественные изделия даже неподготовленного мастера.
Появление листогибочного станка
Первые механические листогибочные прессы, изобретенные в США. Появление листовых нагрудников берет свое начало с 19 века, когда возникла потребность в широком выпуске металлических деталей конструкций в производственных организациях всех отраслей промышленности.
Изготовление металлических изделий без использования специального оборудования было чрезвычайно затратным и занимало много времени. Затем были попытки внедрить в производство пневмопресс, но они потерпели крах, так как отличались невысокой производительностью и плохой видимостью материала.
Но техпроцесс на месте не стоит, и неудобные, массивные, энергозатратные и травматичные механические листовые качели заменены на более совершенную по эксплуатационным характеристикам гидравлическую модель. Произошло это во второй половине 20 века, когда обработка стали стала улучшаться. А потом пошло, пошло …
Работа ученых в этой среде способствовала автоматизации листогибочных машин, разработке дополнительного оборудования и обеспечению безопасности сотрудников.Спустя 60 лет машина для нарезки листьев стала неотъемлемой частью производства. И сегодня даже частные мастера постоянно задаются вопросом, как сделать гибку листа своими руками.
Назначение листогибочного станка
Листогибочная машина — это прессовое устройство, которое производит гибкие металлические листы или вырезанные полосы различной толщины и формы. Самодельная гибка листов способна изгибать листы под желаемым углом, при этом не нарушая плоскостность.Станки Listogibobic используются для обработки листов из латуни, стали, алюминия и меди, а также других металлов толщиной до 0,7-0,8 миллиметра.
В то же время в изгибе отсутствует деформация листа, чего невозможно добиться при использовании традиционного изображения и оправки. Это позволяет делать из листа самые разные предметы. Изготовленные таким образом изделия практически не отличаются от аналогичных, изготовленных на промышленных машинах.
Наличие силиконовой вставки на гибочной балке позволяет изгибать окрашенные листы без опасности повреждения покрытия.Также есть удобные функции контроля толщины листа, который нужно сгибать. Листогиб без труда гнет листы железа и жести, точность и качество гибки при этом достаточно высоки и соответствуют всем требованиям. Многие из этих станков могут одновременно выполнять резку металла.
Широкое распространение получили подъемно-качательные машины:
- в машиностроении — для изготовления кузовов и запасных частей;
- кораблей и самолетов;
- в области строительства — отделка фасадов крыш, изготовление кровли, вентиляционных шахт и воздуховодов, винтовых и карнизов, запекания дверей и окон, облицовки фасадов, изготовление коньков и окон для окон, а также элементы металлического сайдинга, металлочерепицы и профнастила;
- в электронике — для изготовления корпусов персональных компьютеров, стиральных машин, холодильников и микроволновых печей;
- в мебельном производстве — для создания незамкнутых и закрытых профилей, конусов, ящиков, цилиндров.
Листогибочный станок состоит из листа железа, являющегося основанием, прижима, пуансона для опрессовки с креплением, 2 зажимов для крепления оборудования к столешнице. Изготовлен листогиб своими руками из металлических заготовок. Специалисты рекомендуют на расходные материалы по металлу покупать швеллер 6,5 — 8, имеющий длину 500 — 650 миллиметров, на котором держится вся конструкция листка-нагрудника.
Часто листовой комплектуется дополнительными опциями: устройством для удержания металлопроката, кантователем, дублирующими опорами для металлических листов и устройством профилирования.Иногда практикуют изготовление листогиба с усиленной опорой, обеспечивающей надежную установку станка, и специального роликового ножа, которым можно резать металл на уровне качества, достигнутого на заводе.
Конструкция листогибочного станка
Листогибочный станок в большинстве случаев используется для изготовления элементов кровли из металлического профиля. В устройстве листогиба листа можно заправлять топливо с задней и лицевой стороны, что избавляет от необходимости предварительной резки.В конструкции есть фреза, позволяющая резать металл прямо на объекте.
Основными элементами чертежа самодельной гибки листа для гибки листового металла являются следующие:
- Роликовый нож. Этот инструмент изготовлен из максимально прочного и качественного стального сплава, ресурс работы составляет от 25 километров толщины металлического полупрозрачного флайрометра. По истечении ресурса нож можно затачивать и цикл нужно проделывать несколько раз.Конструкция стального ножа с порошковой посыпкой очень устойчива к нагрузкам, вес достигает 5 килограммов.
- Задний стол. На стол легко кладется металлический лист, который можно двигать в нужном направлении, заправляться для работы. Сгибатель и резак материала устанавливают на опоры стола.
- Стенд. Рабочий стол ставится на деревянную подставку, поэтому листогиб не скользит по полу. Возможна регулировка высоты стенда, машина легко передвигается на колесах, что удобно при регулярной транспортировке.
- Передние упоры. Эти элементы позволяют установить ширину секции, при этом их дизайн можно повернуть на 180 градусов, после чего можно вернуться в первое положение.
- Измерительная пластина и упор углового загиба. Упор способен быстро установить необходимый угол наклона листа, либо сам процесс сгибания осуществляется без фиксации под произвольным углом.
Принцип работы станка
Ручная самодельная гибка листов предназначена для изготовления профильных деталей из тонколистовой стали, алюминия и меди: 0.Толщина 5-0,7 миллиметра, ширина до 2500 миллиметров, при высоте полки от 20 миллиметров, обрезка листов этого листа от 80 до 400 миллиметров для складывания гнутых полок для придания изделию дополнительной твердости.
Принцип работы листогибочного станка основан на фиксации заготовки на столе листогиба с помощью прижимной рамы и последующем наклоне поворотной балки на нужный угол выступающей части заготовки. Максимальный угол изгиба достигает 135 градусов, возможность собачьей до 180 градусов.Максимальная толщина металла зависит от мощности поставляемого прессового механизма.
Зажим выполняется в механическом режиме с использованием эксцентриковой стяжки. Вы можете отрегулировать усилие зажима. Простая конструкция листогибочной машины и используемые материалы обеспечивают ее надежность и высокую надежность, а также ремонтопригодность в тяжелых условиях — даже в полевых условиях. Особенность конструкции заключается в возможности неограниченной подшивки заготовок по длине.
В продаже есть специальные станки, чертежи листовых нагрудников этого типа имеют некоторые отличительные особенности. Восхождение можно осуществлять с помощью электромагнита, который находится в корпусе аппарата. Силу электромагнита способен обеспечить прижим, исключающий проскальзывание из-под прижимной балки заготовки.
Повышенная жесткость указанной конструкции демонстрирует прямолинейность и качественный изгиб. Длина заготовок и угол гибки фиксируются или задаются с помощью ограничителей для создания одинаковых или одномерных деталей.
Также в ассортименте предложены гибочные прессы, деформация заготовки в которых осуществляется за счет вдавливания ее в прямую часть матрицы выступом пуансона. Усилие обеспечивается гидравлическим или пневматическим приемом. Такое оборудование для гибки листов предназначено для гибки листовой стали толщиной до 3 миллиметров при длине до 2500 миллиметров.
Разновидности листогибочных машин
Мобильное защитное оборудование делится на мобильное и стационарное.Первые типы станков используются на производстве для обработки большого объема материала, вторые — на малых предприятиях или строительных объектах для изготовления отдельных деталей.
В зависимости от технологии обработки материала листогибочные станки бывают роторными, оснащены гибочной балкой, прессованием с пуансоном и матрицей, поворотно-листогибочные схемы предусматривают наличие валка.
По типу привода листопаточные машины делятся на 5 типов:
- Пневматические устройства работают за счет работы пневмоцилиндров, в основном представлены токарные модели.
- Электромеханические машины — это стационарные механизмы, оснащенные системой привода, электродвигателем и коробкой передач.
- Механические машины — это стационарные машины, которые работают за счет энергии маховика.
- Гидравлические машины могут работать с гидроцилиндрами.
- Ручные станки для своей работы требуют мускулистых силовиков и очень удобны для быстрой транспортировки и работы на производстве.
При выборе листогибочного станка или изготовления своими руками необходимо определить толщину металлических листов, т.к. оптимальное решение для обработки материала, имеющего толщину менее 0.1 сантиметр считается ручным станком.
Этот аппарат способен обеспечить необходимую точность и избавить владельцев от крупных вложений. Если требуются разные детали, имеющие толщину более 1 сантиметра, лучше всего выбирать промышленную модель с электроприводом и возможностями выполнения широкого круга функций. Такие машины стоят намного дороже, занимают большую площадь, но демонстрируют высокую производительность.
Изготовление листогибочного станка
Листогибобик в практике самодельного — пока мало-раскладывающего устройства.Однако этот инструмент очень полезен, ведь даже неквалифицированные мастера позволяют качественно выполнить работы, связанные с гибким листовым металлом.
Листогиб, состоящий из основания, пуансона с рычагом, зажима и двух зажимов, может изготавливаться при наличии электросварки. Нужны только недеформированные углы № 3 и 5, а также отрезок капеллы. Основание принято производить из швеллера № 6,5 или 8, имеющего длину до 500 миллиметров.Размер сделан на выбор на свое усмотрение.
Зажим, сделанный из уголка, способен обеспечить изгиб листа под углом более 90 градусов, что, например, необходимо для соединения со складками листов. Кладовка ручной работы своими руками отличается сварной конструкцией. Главный уголок 5 Необходимо дополнительно усилить профиль от угла №3.
Для сильного прижатия рекомендуется использовать уголки, толщина полок которых составляет 5 миллиметров.Струбцины делают укороченные основания на 70 миллиметров, на концах скобы из отрезков уголка № 3 со стенкой, толщина которой достигает 5 миллиметров.
Края полок угловые, которые соприкасаются с гнутым листом, обрабатывают напильником или фрезеровкой, делая их параллельными основанию. В каждом углу кронштейна посередине полки нужно просверлить отверстие диаметром 8 миллиметров.
Обжимной пуансон Выполните от угла № 5, он на 10 миллиметров короче зажима.Рычаг берется изогнутым из арматурного стального стержня диаметром 15 миллиметров в виде кронштейна и приваривается к Пансону. Далее выпейте из стального листа, толщина которого 5 миллиметров, щеки и просверлите в них отверстие диаметром 10 миллиметров.
Снять с краев концевую фаску длиной 30 и глубиной 5 миллиметров, которая необходима для крепления и установки стальных осей со стержня, который характеризуется диаметром 10 миллиметров.Оси нужно сваривать таким образом, как показано на видео про листогабы своими руками, чтобы осевая линия стержня была направлена параллельно краю уголка. На краю основания снимаем фаску, которая имеет глубину 6 и длину 32 миллиметра.
Основание и пуансон для предварительной сборки необходимо закрепить в слесарях так, чтобы полки уголка и швеллера располагались в одной горизонтальной плоскости. Наденьте оси ПУНСОН на щеки и зацепите их в нескольких точках электросваркой за основание или закрепите другим способом.
На эту поверхность для испытания гибкости обычно кладут лист мягкого металла, имеющий толщину около 1 миллиметра, и сверху фиксируют зажим, временно притягивая его к основанию стилетом с подкладкой или зажимами. Положение щек относительно основания рекомендуется проверять путем тестирования гибкости и при необходимости регулируемой. Убедившись в оптимальном положении щек, их нужно окончательно склонить к основанию.
При использовании отверстий в зажимах зажима просверливают в основании диаметром 8 миллиметров и нарезают в них резьбу M10.Отверстия в фитнесе нужно просверлить до диаметра 10 миллиметров. По резьбовым отверстиям вверните болты, головки которых следует закрепить на основе сварки.
Отнесите к основанию под гайки М10, под их головками проложите шайбы. Желательно использовать гайки ручного дублера, которые будут сниматься с сантехнической арматуры. При откручивании затянутых гаек при нажатии на зажимы возникают пружины, которые они изнашивают на болтах. Могут применяться резиновые амортизаторы.
Хомуты для крепления листогибочного станка к основанию самодельные, приварены из уголка №3.Конструкция зажима абсолютно понятна по чертежу загиба створки. Зажимные винты M10 снабжены опорными накладками. Хомуты нужно приварить к базовой полке возле щёк.
Требования безопасности и оборудование
Листогибочные станки разных типов предназначены для разных целей, но все они должны соответствовать ниже установленным требованиям: удобство в работе, безопасность, минимальное энергопотребление, стабильность, качественные компоненты, возможность замены элементов при выходе из строя, соответствие требованиям их требуемые стандарты.
Во избежание производственных травм настоятельно рекомендуется ознакомиться с техникой безопасности. Листогибочный станок представляет собой опасное устройство, поскольку содержит множество колющих и режущих элементов, представляющих угрозу для здоровья и жизни оператора. Непосредственно перед работой необходимо подробно изучить инструкцию к каждому конкретному устройству. Работать с listoBib необходимо исключительно в защитной одежде.
Перед каждым запуском устройства следует тщательно проверять работоспособность оборудования.Запрещается гнуть листы металла сверх допустимой толщины и оставлять листогибочный станок без присмотра.
Таким образом, листогибочная машина в умелых руках способна обеспечить высокое качество изготовления таких деталей, как крышки, шасси, корпуса, машина также нужна, когда листы соединяются со сгибами листов, обеспечивая надлежащее товарный вид товара во всех случаях. Главное знать, как правильно сделать листогиб. В этом случае обеспечивается отсутствие деформаций и плоскостность изгибаемой части листов.
Листовой металл и олово пользуются большим спросом, потому что из них производят много продукции: металлочерепицу, различную фурнитуру, гидроизоляцию, профнастил, детали для ремонта автомобилей и др.
Такие изделия покупают в готовом виде, но если сделать листогиб своими руками, можно здорово сэкономить.
Какие бывают попрошайки
Конечно, можно купить уже готовое пиво, например знаменитый эдельвейс, но также есть много машин, но при самостоятельном изготовлении особых финансовых затрат не потребуется. Есть несколько типов станков для загибания металла :
- Ручные гибочные станки. Изгиб металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцовочные работы.
- Гидравлический листогиб. Очень похоже на ручные машины, но приложение силы происходит за счет гидравлического привода.
- Станки кромкофрезерные.Они отличаются от предыдущих не только дизайном, но и принципом работы. В них лист — это не молния по определенной линии, а плавные пятна. Такие станки необходимы для изготовления труб и другой подобной продукции.
Ручные и гидравлические машины изготовить проще, чем роликовые. Рисунки окантовки найти легко, но везде расписан сам процесс их изготовления.
Изготовление ручного листогиба
В Интернете можно найти множество чертежей для изготовления листогиба своими руками.Одной из самых простых и эффективных конструкций является схема машинки из ёжика. Для изготовления листогиба своими руками вам потребуются: три пропила 2-х метровой с полками не менее 45 мм и толщиной 3 мм, два самореза диаметром около 20 мм, пружина, толстый металл для изготовление поточных (для усиления проблемных мест) дверных петель.
От инструмента могут потребоваться сверло, болгарка и сварка. . Алгоритм производителя прост:
Работа очень проста и не требует дополнительного описания.Кровать можно использовать с ненужным или сломанным инструментом, если таковой имеется. В результате получилась мощная самодельная гибка листа, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые металлические листы. Кстати, вместо набора можно использовать металлический уголок с аналогичными характеристиками.
Родкогибе ручное своими руками из уголка изготавливается по одним и тем же чертежам, только основания основания должны свариваться друг с другом.
Для изготовления кромки ручной ручной, чертежи легко найти в Интернете . Для прижимной части можно использовать непарный уголок, но желательно усиление нападающей необходимости необходимой жесткости.
Характеристики вальцовой машины
Вальцовые бобышки встречаются реже, но если требуется радиальный изгиб или изготовление трубы, альтернативы нет. В Интернете можно найти чертежи листогибочного станка своими руками, рассмотреть наиболее простую и эффективную конструкцию.Рулоны для листогиба проще всего купить в готовом виде или заказать у токара, их потребуется 3 шт.
Для этого типа листогибов особенно важна мощная грядка. . Опять же, можно сделать самому или взять готово. Два нижних ролика фиксируются стационарно, а верхний может двигаться, он должен располагаться над ними. С помощью давления на верхний ролик регулируется радиус карусели. Для изготовления труб необходимо предусмотреть возможность снятия верхнего рулона.
Самое сложное — это изготовление привода, чтобы все три валка вращались синхронно. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных машин необходимо строго соблюдать правила техники безопасности:
- Изучите состояние халата и обуви. Не должно быть свисающих деталей, неосвещенных молний или кнопок.
- Проверить рабочие органы Листогиба на наличие неисправностей.В случае обнаружения не приступайте к работе, пока они не будут устранены.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Невозможно гнуть листы толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, вы легко сможете сделать листогиб своими руками.
Современные листогибы — востребованные конструкции для выполнения холодной гибки основного листового металла, при необходимости облегчения создания различных изделий.Сделать простейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — это металлическое гибкое устройство. Основное назначение — производство листовой продукции.
Благодаря пластичности материала цветные и черные металлы, а также многие виды сплавов легко подвергаются механическому воздействию. Гибочные станки позволяют обуздать металлические изделия, придать им круглую, квадратную или форму.В этом случае внешний слой изделия растягивается, а внутренний — сжимается. Обязательными условиями складывания являются точные и ровные углы.
Главной особенностью гибки металла является отсутствие суеты, гофрирования готового изделия и появления других изъянов
Часто листогибы используются на месте проведения кровельных работ, в строительстве, при изготовлении всех видов профилированных листов. С помощью гибочных станков создают стенды производства и вывески.Оборудование используется в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных листовых продуктов.
История развития техники
Еще в первой половине прошлого века мировая промышленность выпускала преимущественно листопебельные машины механического типа, что было обусловлено невысокой стоимостью и простотой исполнения, а также надежностью работы таких устройств.Тем не менее, у механических прессов есть существенные недостатки, связанные, прежде всего, с их массивностью и ростом основных требований предприятий.
Механические конструкции потребляли значительное количество электроэнергии, были шумными и сильно вибрировали.
Для самых первых устройств сложность частого обращения и слишком высокий риск получения травм, а также низкое качество готовой продукции
Пневматические конструкции для отжима листов ограничены в эксплуатации из-за необходимости обеспечения линии сжатого воздуха.А механические модели нецелесообразны в промышленном использовании из-за достаточно низких характеристик качества готовой продукции и низкой производительности. Поэтому развитие современных технологий позволило легко разработать гидравлические листогибы. Работа на таких станках способствовала выпуску продукции высокого качества, а сам пресс отличался высокой надежностью и низким уровнем потребления электрической энергии.
Гидравлические машины удобнее и безопаснее механический пресс
Появление в конструкции новых систем управления дополнило устройства удобным графическим интерфейсом пользователя с автоматическим расчетом всей последовательности операций и этапов программы, защищая сложное устройство управления лазером.Самые современные агрегаты полностью защищены от перегрузки давлением, имеют удобную электронную регулировку скорости, датчик контроля и множество других важных улучшений.
Виды листовых нагрудников
Листогибы бывают стационарного и мобильного или передвижного типа, подразделяются на прессовые, поворотные и поворотные модели. Такое устройство оснащено гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном вариантах с автоматической или ручной подачей заготовки и с различными типами ЧПУ.
Простое руководство
Функционируют за счет использования мускульной силы и «поворотной балки», благодаря которой рычаг крепится к металлу. Значительная часть ручных инструментов представлена мобильными устройствами, которые работают непосредственно на местах производства металлических изделий.
Рама ручных станков изготовлена из высококачественной стали, что обеспечивает надежность всей конструкции.
Преимущества простого ручного гибочного станка заключаются в отсутствии шума в работе, невысокой стоимости, простоте и мобильности, а также в независимости от сети.К недостаткам можно отнести небольшую ширину и возможность использования в работе исключительно тонкой жести толщиной не более 1,5-2,0 мм.
Пневматический
Работа обусловлена наличием в конструкции пневмоцилиндров. Такие листогибочные прессы выпускаются в виде стационарных и мобильных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе листовой металл с лакокрасочным покрытием
Преимущества пневматических створок складываются в хорошей автоматизации процесса, а также в высокой универсальности и необходимости минимального вмешательства оператора во весь рабочий процесс.К тому же пневматика вполне доступна и проста в обслуживании. Самым главным недостатком моделей пневматического типа является необходимость обеспечения наличия достаточно мощного и дорогостоящего компрессора, создающего шум при работе.
Гидравлический
Мобильные и стационарные листогибочные станки гидравлические функционируют благодаря наличию в конструкции гидролинии. На сегодняшний день этот вариант оборудования считается одним из лучших и самых современных.
Современные гидравлические листогибы используются для получения идеального качества и точности продукта
Преимущества моделей гидравлического типа — быстрая работа, низкий уровень шума, высокая надежность и возможность прогиба даже толстых металлов. Этот тип устройств редко требует обслуживания. Минусы эксплуатации — найти проблемы с поиском деталей, необходимость ремонта в специализированных мастерских и риск выхода масла при значительном износе.
Электромеханический
Стационарный тип листогиба, функционирующий за счет работы электродвигателя, системы привода и коробки передач.Электромеханические прессы заслуженно пользуются большой популярностью, что объясняется доступной стоимостью и относительной простотой в эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Преимущества электромеханического оборудования заключаются в относительно невысокой стоимости, хорошей производительности, широкой функциональности и доступности базовых запчастей. При выборе учитываются такие минусы эксплуатации, как значительный шум электродвигателя, цепи или ремня, и не слишком высокие показатели надежности, что объясняется наличием большого количества деталей и основных узлов.
Механический
Стационарный механический листогибик функционирует в результате передачи энергии кинетического компонента с заранее заданными индикаторами маховика.
Для монтажных работ можно использовать листогиб механический.
Несмотря на невысокую стоимость изготовления, простоту исполнения и достаточно высокую надежность работы, механические станки отличаются большой массой, высоким уровнем потребления электроэнергии, шумностью в работе и заметным неудобством саморегулирования.
Изготовление листогибочного станка своими руками
Проще всего самостоятельно изготовить станок с ручным управлением, который прост в использовании, но имеет несколько ограниченную функциональность.
Трудно найти чертеж устройства, удовлетворяющий всем запросам, но можно доработать наиболее удачный шаблон.
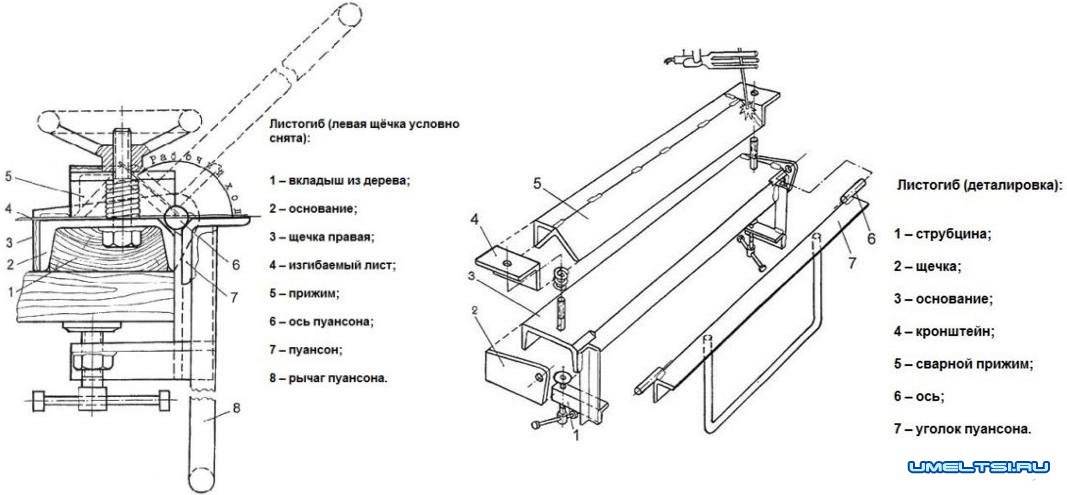
- 1 — хомут;
- 2 — щека;
- 3 — цоколь;
- 4 — кронштейн;
- 5 — зажим приварного типа;
- 6 — ось;
- 7 — Пансон-Корнер.
Количество элементов станка следует максимально сократить сбоку, прибегнув к помощи револьверов или фрезеров.
Работа на этом оборудовании требует высокого мастерства оператора, что объясняется повышенным риском получения бракованной продукции при наличии даже незначительного перекоса заготовки. Все модели ручного самостоятельного изготовления упрощены, но их главный недостаток — физические нагрузки оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть достаточно мощным, рассчитанным на работу с различными металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором металлопроката и болгарку.
Основные материалы для производства:
- три стандартных угла шириной полки 45 мм и более при толщине металла 3 мм и более;
- марки 70 мм — для гибки максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара саморезов диаметром 10-20 мм;
- «Барашек» для шурупов;
- пружина;
- толщина металла 0.5 см для выполнения стриминга.
Рабочее место должно быть максимально ровным, прочным и надежным, очищенным от пыли и любых загрязнений. В крайнем случае разрешено производство строительства на поверхности Земли.
Пошаговый процесс производства
Концептуальные схемы и чертежи самодельного листогиба несколько, но наиболее удобно в исполнении и практично в использовании — тейв на основе листа.
Данный вариант листогибочной машины своими руками прост в исполнении, но позволяет работать только с достаточно тонким листовым металлом.
- Две марки аккуратно и плавно складываются, после чего выемки вырезаются под углом скоса 45 ° для петель на двух концах. Третий ТАВР нужно обрезать точно так же.
В третьей марке глубина выемки сделана немного больше, что необходимо для свободного хода прижима
- Металлические дверные петли надежно свариваются не только с лицевой, но и с изнаночной стороны.
Все сварные швы необходимо выполнить до тех пор, пока окончательная сборка не позволит изменить геометрические характеристики конструкции.
- Каждый из тавр приварен по паре Укусин с двух сторон.
Такие элементы нужны для установки прижимной скобы
- Гайка болта приваривается к досу.
Сварные швы надежно скрепляют элементы станка между собой
- Устанавливается прижимная планка третьей обрезной марки, после чего металлические пластины, имеющие отверстие в центральной части, аккуратно привариваются к верхней части. Диаметр такого отверстия должен немного превышать размер болта.
Сварка производится после центровки и расположения строго на одной вертикали
- Пружина установлена таким образом, что она может поднять зажимную планку примерно на 0,5-0,7 см. Болт пропускается в «ушко» на штанге прижима, после чего надевается пружина и затягивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при отвинчивании выполнить самостоятельный подъем прижимной планки
- Винтовая крышка приварена к паре усиливающих сегментов, используемых как удобные и надежные ручки для скручивания.На саморез вполне можно установить пружины, что значительно облегчит процесс подъема планки.
Такая конструкция готового устройства позволяет изготавливать закрылки достаточно качественно.
- Уголки расположены не полками по отношению друг к другу, а имеют одностороннюю направленность, что делает фиксацию петель не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка с двух сторон привариваются небольшие упорные пластины для расположения прижимной планки с приваренной гайкой.
- Зажимная лента из угла помещается путем изгиба к машине, а усиление обычных металлических перемычек предотвращает изгиб элемента. На двух концах стержня приварены не слишком маленькие металлические площадки с лопнувшими отверстиями под болты.
Лицевая сторона, обращенная к месту изгиба, должна быть обрезана, что позволит получить наиболее острый угол изгиба
- На станок устанавливается зажим, после чего ставится пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства использования.
Готовый листогиб — хороший самодельный вариант для домашнего использования, он легко гнется цинком и оловом.
Техника безопасности
Стандартное защитное оборудование обеспечивает обязательное соответствие ручным листогибочным станкам:
- установка необходимых углов изгиба на ограничитель;
- мониторинг установленных данных в аккнере;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства гибочного элемента;
- производит пробную гибку и, при необходимости, регулировку;
- перепроверяем правильность изгиба.
Важно контролировать правильность всех операций гибки, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Достоинства и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас основных важных характеристик. Самыми покупаемыми станками в России являются агрегаты производства США, Польши, Китая и Германии.
Среди машин бюджетного производства — листогибы китайского и российского производства, а среди прессов средней ценовой категории — модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя считаются машины производителей Германии и Франции, а также производства других стран Западной Европы.
Таблица: Сравнение листовых нагрудников разных производителей
Несмотря на массу преимуществ, в том числе высокую производительность, заводские модели имеют ряд недостатков в виде достаточно высокой стоимости и дорогостоящего обучения персонала, а также относительно дорогих услуг.Любые самодельные листогибы обычно просты в эксплуатации и доступны в производстве, но характеристики их оставляют желать лучшего.
Многие мастера даже не представляют, сколько средств можно сэкономить, а значит заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали крыши: коньки, доски, концы, желоба. Они в разы дороже материала, из которого сделаны. Начинаем экономить с изготовления обычного листогиба ручной работы.
Инструмент для гибки 1 листа — купить или изготовить?
Инструмент, с помощью которого металлические листы превратятся в детали нужной формы, легко можно построить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени.Но будьте уверены — он станет «рабочей лошадкой», без которой не обойдется ни одна пристройка, связанная с листовым материалом. Испорченные мягкие инструменты для многих станут совершенно естественной проблемой — зачем мне это делать, если можно купить?
Каким будет ваше удивление, если окажется, что самодельный инструмент может быть намного удобнее и производительнее заводского. На практике это случается очень часто. Во-первых, большинство агрегатов рассчитано на гибкие листы шириной до 3 метров — согласитесь, размеры такого агрегата заставят задуматься даже владельца большого гаража или мастерской.Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащено множество заводских листов, неудобен для тонкой работы — в начале рабочего хода механика он дает резкий удар, который до конца ослабевает, а для гибкости процесс должен быть обратным. К тому же стоимость электроэнергии не оправдывает себя, если размеры деталей небольшие. Гидравлический привод удобнее — он умеет регулировать свое усилие под оказываемое сопротивление.Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы небольшими объемами нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его по эксплуатации. Ручной инструмент полностью прост в эксплуатации и обслуживании, а гнуть заготовки из листовой стали не хуже механика и гидравлика. Традиционная форма и оправка ушли в прошлое — как бы мастер ни был умел, он не сможет с помощью этих инструментов согнуть нужную часть листа, не деформируя ее, а времени уйдет несоизмеримо больше.Выводы делайте сами.
2 Станок-листогиб на полчаса (для небольших работ)
В Интернете можно найти самодельные листогибы ручной работы в самых разных вариантах, прилагаются подробные чертежи и пояснения, поэтому вопрос, как сделать гибку листа своими руками руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех основных частей: прижимной, обжимного пуансона с ручкой-рычагом и основания .Кто сказал, что они должны быть строго металлическими? Самый простой компактный листогиб может быть деревянным — идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминия или лист железа небольшой толщины.
Лучше всего для такого инструмента использовать массив породы дерева, но если под рукой такой нет, можно использовать обычную сосну.
Можно усилить такими же металлическими листами или уголками. Вам понадобится несколько прочных петель — с их помощью и будет перемещаться загибное звено инструмента.Если вы решили сделать гибкую перемычку, вам вряд ли понадобится закреплять лишний каркас для создания необходимого давления на металлический лист.
Обжимной пуинсон рекомендуется закреплять бариш-гайками, при этом не забывая подставлять под них шайбы. Если приходится работать с металлическими листами разной толщины, можно сделать несколько штамповок с канавками разной толщины. Для того чтобы был изгиб на 90 °, поверхность, ограничивающую поворот гибочного элемента, лучше делать с небольшим наклоном (не менее 5 °), иначе получить прямой угол не удастся.Если изгиб неточный, рекомендуется делать направляющую в месте изгиба.
3 Листогубы ручной работы своими руками — используем чертежи
Инструмент с приличными размерами для обработки больших металлических листов лучше делать из уголков и камер. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом такая же, как и у деревянного инструмента: основа, зажим, пробойник — только шкала других. Для базы лучше всего подходит сегмент номер 6,5 или номер 8.Альпинист тоже изготовлен из ранчо, лучше всего для №5, но Пуинсон из угла №5, и чем толще стена, тем лучше. Пуинсон и зажим нужно сделать немного короче основания — достаточно 5 мм разницы. В фитнесе строго по оси, отступив с торцов 30 сантиметров, просушивают отверстия под болты.
Из арматуры диаметром не менее 15 мм зацепляется набалдашник, который двумя концами приваривается к углам.Осталось дополнить конструкцию листами листа толщиной 5 мм, и конструкция готова. Обязательно снимите 30-миллиметровую фаску 7 * 45 ° на концах заготовок пуансона и основы. Фаска снимается через край, чтобы удобно приварить ось стального 10-миллиметрового стержня к Пансону. Приватным стержням он нужен так, чтобы его ось совпадала с краем угла.
Перед тем, как заварить щеки, нужно аккуратно удалить их расположение. Для этого предварительно собраны — Пуинсон и основание зажимается в тисках таким образом, чтобы рабочая зона ПуНСОНа и стенка основания основания находились в одной плоскости, но зазор около Между ними оставался 1 мм.Для этого достаточно установить прокладку из картона. После этого щеки надевают на топоры Пуинсона и аккуратно прилипают к сварке в нескольких местах. Затем проводится испытание на гибкость тонкого листового металла, в ходе которого регулируется положение щек относительно основания. После эти элементы окончательно привариваются к торцу основания.
Используя готовые отверстия в качестве направляющих, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10.В нее вкручивают прижимные болты, для чего прикручивают и сразу приваривают к основанию гайки. После этого крепеж обескураживают и вставляют в удлиненные до 10,5 мм зажимные отверстия, а гайки ограничителя сварки прикручивают снизу и снова собирают. Для удобства использования поставьте головки болтов «барашек» или установите борозду.
Многие советуют выравнивать посадку напильником или даже болгаркой. Инструмент для домашнего использования — возможно, но не для повседневной работы, когда от качества работы зависит ваш заработок.Допустимые неровности на плоскости прижима — не более 0,2 мм. Можно ли с помощью напильника добиться такого показателя на всей поверхности детали? Но при большой шероховатости лист под давлением будет «течь» — образует волны. Поэтому отдавать изделие необходимо только на фрезеровку. И только после того, как все детали были сварены и собраны, когда все, что могло пойти неровно и посчитаться, уже было услышано. В этом случае фреза действительно может помочь вам в центровке.
При использовании инструмента помните, что для гибкого листового металла толщиной 10 мм требуются особые условия и инструменты.Если можно позволить прогреть металл в семенном грунте — это облегчит работу и снизит вероятность появления трещин и следов деформации.
Листогиб обязательно должен быть в арсенале каждого мастера, особенно это необходимо тем, кто занимается холодной ковкой. Ведь когда эта работа будет выполнена, необходимо согнуть детали металлической заготовки. Такой прибор отличается высокой надежностью, к тому же прост в эксплуатации. Однако профессиональное оборудование стоит дорого, поэтому многие предпочитают изготовить листогиб своими руками.
Назначение и особенности Листогиб
К сожалению, создать качественные элементы из металла без использования специальных приспособлений невозможно. Чтобы повысить производительность и облегчить ручной труд, постоянно производите новые устройства. К ним относится листогиб, который представляет собой металлопрокат , станок . Применяется для прогиба таких металлов, как: сталь, латунь и алюминий. На этой машине листы изгибаются под определенным углом, не нарушая их плоскостность.
Не стоит покупать дорогое устройство, если вы собираетесь открывать небольшое производство или выполнять работы на даче.Для таких целей лучше создать самодельную гибку листа.
На станке, сделанном своими руками, получается обрабатывать листовой металл толщиной до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
- зажимной;
- баз;
- Пробойник для опрессовки с рычагом.
Заводские листоуборочные машины имеют дополнительные функции. Самая популярная функция — резка металлических листов. Роликовый нож в таком оборудовании изготовлен из легированной высоколегированной стали, обработанной специальным лаком.Куттер имеет долгий срок службы, но нож придется периодически постукивать по .
Сорта листогибов
Прежде чем приступить к изготовлению ручного станка для гибки металлических изделий, необходимо сначала определиться, для чего он необходим. Именно от предназначения этого устройства будет зависеть, какой тип оборудования делать. Самым простым является устройство, сделанное своими руками, в котором металлический лист представляет собой специальный траверсный пистолет. На этом оборудовании будет легко гнуть стальные изделия, прилагая только силу рук, если, конечно, ширина не более 50 см .
Основание листа фиксируется в тисках или зажимах, при этом гибка осуществляется давлением, имеющим траверсу. Иногда для достижения угла изгиба в 90 градусов используют закладную прокладку. На ней стоит обычная металлическая полоса, компенсирующая упругость листа.
Пресс Листогибал — более сложная конструкция оборудования. Заготовка в нем кладется на матрицу, а пуансон падает сверху, придавая необходимый профиль. Однако для домашнего использования такое устройство не подойдет, так как оно небезопасно и сложно в использовании.
Самым перспективным считается листогиб, гибка листового металла в котором выполняется несколько сокровищ . Эту машину принято вызывать через. Его главное преимущество — регулируемые ролики, позволяющие получить различный радиус изгиба. Такое устройство для гибки делится на два типа: с электрическим или ручным приводом.
Ролики тоже бывают разные. Например, инструменты с гладкой рабочей поверхностью используются для изготовления отрезков труб большого диаметра или же обработка жести подразумевает гибку металла.
Профилированные ролики предназначены для гибки кровельных изделий: отбортовок, водоотводов, коньков, торцов и других. Но лишний листогиб часто снабжен фиксатором, дополнительной опорой, а также траверсом для ручного сгибания металла. Эти станки вернули инструментов с валами разного профиля . Более того, вы можете самостоятельно купить и улучшить устройство.
Чертежи создания листогибочных машин
Инструмент с поворотной рамой для гибки заготовок
Подобный прибор, сделанный своими руками, самодельные мастера используют чаще всего для гибки листовых изделий.Тем более, что он отличается от остальных листовых нагрудников большой универсальностью. Рабочий стол в нем создается из металла или дерева. Размеры такого листогибочного станка — не менее 2х1 м . Если нужно согнуть заготовки больших размеров, можно установить рубанок, размещенный у стола, или откидную рамку с тыльной стороны устройства. Это сделано для крепления металла, чтобы он не скользил при изменении положения.
Передняя часть рабочего стола должна быть закреплена. Для этого вам понадобится швеллер с шириной верхней грани не более 7 см.К ее концам крепятся направляющие шпильки с пружинами. На них затем закрепляется зажим, передняя линия которого должна быть скошена под углом 45 градусов.
Для создания вертлюга используется уголок 5х5 см с установленной ручкой. Он крепится на петли таким образом, чтобы верхняя грань материала в скученном состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить.Во многих случаях металл для рабочего стола и каркаса даже не нужно покупать, ведь в каждой мастерской идет обрезка труб, уголков и капелла. Из этих остатков получается отличный самодельный станок для гибки металлических листов.
Чертежи от Таврова
Для изготовления такого листогиба понадобятся следующие материалы:
- Гладкая поверхность, лучше металлик;
- Уголки не менее 3 штук при ширине полки около 45 мм и толщине около 3 мм.
Если вы собираетесь гнуть слишком длинные листы, то металл выбирайте толще, а полки шире. Подойдут тавры, но используются они в основном для гибких и длинных заготовок. Кроме того, придется потратиться на пружину, два шурупа диаметром не менее 10-20 мм и несколько металлических дверных петель. Кроме того, потребуется дрель по металлу или сварочный аппарат.
Самодельный листогибочный станок произведен под торговой маркой. Требуется три штуки такого продукта по 2 штуки.5 метров, небольшая металлическая пластина толщиной 5 мм для Укусина , два болта по 20 мм и пружина. Сначала нужно сложить две марки, а затем с двух концов в них есть дырочки под петли. При этом края ям монтируются под углом 45 градусов. Остающийся продукт разрезаем таким же образом, только углубление сделаем глубже, чтобы использовать его как прижимную планку.
Далее можно переходить к сварке петель. Сделать это нужно с внешней и внутренней стороной. Затем приводы крепятся к одной латуни.После этого монтируется прижимная пластина, и к ней привариваются пластины из металла с выемкой в центре. Диаметр такого отверстия должен быть немного шире болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой в одной плоскости, и добро пожаловать.
Следующий этап — нарезка Пружина Она должна поднять прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и накрутить гайку. Когда такая же эластичная деталь будет установлена с другой стороны, при откручивании штанга должна будет ездить сама.
Для изготовления стяжного приспособления нужно прикрепить отрезки арматуры к колпачку винта. После этого останется только приварить ручку к подвижной марке и можно приступать к работе. Такой станок будет достаточно мощным, на нем будут гнуться даже толстые и длинные листы.
Листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водоотводов не обойтись без криволинейного изгиба металлического листа.Прекрасно справится с такой задачей клапанный листовой .
Сделать технику своими руками с тремя роликами довольно просто. Ко всему прочему, он может быть оснащен электродвигателем или ручным приводом. Основные детали роликового листогибочного станка следующие:
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90-120 градусов . Значит нужно делать замену в последующих роликах на цилиндрах другого номинала. При изготовлении устройства прокатного типа стоит понимать, что его возможности будут ограничены мощностью человека.На таком самодельном оборудовании допускается разрешать гибку металла шириной до 60 см и толщиной не более 1,5 мм. Диаметр ужаса можно регулировать перемещением валков.
Правила работы на самодельном листогибе
Эта машина довольно обслуживающая, поэтому, когда лист железа выходит за рамки, необходимо соблюдать технику безопасности. Прежде чем приступить к работе по закупке оборудования, необходимо сначала прочитать инструкцию, и узнать устройство для обработки, на какой материал рассчитан.
Перед использованием листогибочного станка, сделанного своими руками, проверьте состояние рабочего оборудования . На комбинезоне не должно быть свисающих деталей, а на рубашке и пуговицах молнии, манжеты и пуговицы необходимо застегивать.
Далее необходимо перейти к проверке состояния рабочих агрегатов, а также их крепления. Если выявлены неисправности, нужно их устранить. Вокруг листогиба требуется оставить свободное пространство не менее 1 метра. Проход к машине ничего не может зацепить.Также важно проверить адекватность освещения рабочего места.
Заготовки заранее размещаются возле листогиба. Запрещается бить на этом оборудовании железные листы, толщина которых в несколько раз больше допустимых значений. Нельзя оставлять инклюзивное устройство без присмотра.
Для создания практичной и удобной ручной листогибочной машины не потребуется много времени и сил. Но станет незаменимым помощником домашнего мастера.
Ручной листогиб berhemanîna pîşesazî.Как приготовить листогиб destên xwe xwe
Bi hilberîna girseyî yên xalan pêk tên ji sheet pola wire bikaranîna makîneyên otomatîk berhemdariya bilind, валцепрокатные агрегаты Flanging, ku cîhaz ji bo kişandina, dirûn porê xwe. Ji bo berhemęn ji metal û листовая проволока li hin beşên piçûk, ye, lewma ji bo nimûne ji bo avahiyên manê an plant biçûk pîşesaziyê, ev e di warê aborî de fêde ji bo bikaranîna listogib manual.
makîneyeke bending çi ye?
Techîzatên nû hatiye dîzaynkirin ku ji hêsantir milê-made di berhemęn ji, металлический водосточный желоб, проволока pêşmalên, caxan û din hêmanên кровельный biçûk.Listogib makîneyeke metal gêr bikaranîn ji bo bending tûncîn, pola, bafûn, board sacî de, yên din Nûneratiyên dûz e. Ручной роликовый листогиб nikare xwar ji metal и bi kûrayî tê xwestin, di dema ku balafira yên maddî binpê dike ye.
Ji bo xebatê li hewşa mala xwe ya taybet e pêwîst e ji bo kirîna machine Гибка biha, gelek bi kêr zêdetir ne ji bo hilberîna destên xwe ji dest listogiby. Отзывы dibêjin alaveke metal ji толщина ji 2 мм kar dikir, ji ber dirêjahiya dirêjkirina vîstîfala 4 m e, профиль xwar dikare ji bo 180º Sovîyêt xwe.Джи hûragahiyan ли конструкционный nikare bê gotin инструмент для обжима би zendê, ку bingeha mekanîzma û dû.
Где листогибы pîşesaziyê derbas dibe?
Машины bikaranîn ji bo parçeyên xwar di aboriya:
- металл dûz veavakirina design aloz di înşaatan de wek hêmanên û kanalîzasyonê jî av bi beratên wired banê, Clearance tehliyekirina, window rengî tê bikaranîn;
- li ser endustriya mobîlya ji bo berhemęn ji qutiyên, dolab, конусы;
- Di pîşesazîyê de endazyarî ji bo xwe netewînin Nûneratiyên ji parçeyên yedek de, cenazeyên automotive, trailers;
- ji bo hilberîna alavên elektronîk;
- di avahiya gemîyên, balafir û fuzeyên.
Разновидности ji makîneyên bending bo metal daîreya
machine xwar heman prensîpê moment kar jî cihê ye, cudahiya di drive e, bi rîya ku hêza:
- пневматический;
- гидролик;
- mekanîk;
- электромеханический;
- Ручной листогиб.
Кормление ji cawên di qadek a xebatê di moda manual an otomatîk, bi mezinbûna mîhengê e jî ji bo van her du Parametreyên cuda.
станок для гибки механический
Operasyona ji alavên di destê pêşkêşkirin, dayîna enerjiyê bi вращением ji рычаг.Gava ku tu li ser wê diqewimin beşek li hêla tesbît kirin, ее diçe milê рычаг li click dibe sedema guhertina di hewldanên pêwîst.
alavên Электромеханический станок для гибки Nûneratiyên
Ev guhertoya başkirin ji bighîjne mekanîk e. bidestxistina enerjiyê bi motor milê. Ev makîne ji ber bikaranîna xweşkeys û kar desketiyên hevpar ya di nava profesyonel in. Hemû pêvajoyên bending de cih bigirin awayê otomatîk, оператор tenê diperçiqîne кнопку для diyar mîhengên.
Gelek makîneyên dikarin hewldanên bi sedan kîlo, rawestin, xwedî работает xurt bi barekî до тонны.агрегаты Электромеханический biçûk in, bi dengî kêm kar, xwe netewînin hejmareke mezin ji parçeyên di demeke kurt de, li ser çend sed hêmanên в минуту.
Aparata Bending manual
Ручной роликовый листогиб de li avahiya xwe a piralî yên hêmanên pêşkêşkirina ji bo operasyona xwe. çarşefeke metal Олово и доска sacî de ku di rewşa xebatê ya ku bi rîya jig presser ya sabît. Vegerandina hûragahiyan li shape xwestin destê xebatkarên taybet. угол сгибания karker di modelên cuda yên makîneyên cuda danasîn.
Гониометр avakirin wek disk û имеет градуировку ne bitenê ji bo danîna çareseriya xwest ji curvature. Bicihkirina û tevgera yên maddî fîlmê li фон би dîyar грязь набор sifrê. бар Давление di rewşa karker bi çembilê e. Damezrandina Bending siyar устройство натяжения çawanî û zîl Bending sereke. Ан джи, джи тормоза би сер йекинейя доре би колеса сазкирин, ле ди дахатья LGS. çarşefeke Hand Bender di rewşa xebitandinê de li ber dest sabît e.
makîne û girse
Di makîneyên bi с ручным приводом из металла Гибка pêk tê ji ber karker hêza fîzîkî ji aliyê xurtkirina li ser xebatkarên поворотный.Hinek modelên bi bi pedal çêkirin. Bikaranîna makîneya manual bi pêkanîna hevdîtina plakaya pir tîr û angles biçûk. Устройство li vê herêmê gelek caran di hewşa ji бо parçeyên xwar, lewma ji bo pêdiviyên malê dîtin. Ev rastiyeke ku, di listogib manual dihewîne ciddî û hêmanên de, dişemite, jî peyt makîne û hiştibin. Pîşekarên би karanîna makîna danasîn eskerê xwe li ser tîrêjên piştgirî û dorûbera di quncikê de hilbijartin ji bo afirandinê de ji parçeyên kompleks.
manual, mot’acê Listogib
Ev contour bending mal piece lidarxistin ji sheet pola, bi pêvajoya kirarî ya ji aliyê bikaranîna набор beşên standard çêkirin.Дзи бо операсёна эфектов ку ди механизмая бûерине данын. Ev heye space ji bo gel û derdorên û cîhaz Гибка поворотная. Би аликария лев десте сделать вращение гирш джи алие размер kûrayî tesbît кирин дема ку хеза макин я мезин е, джи педаль джи бо арманс хезе.
Производство джи листогибов алиеки де хему цивинен би хейбет ли чарсов де джи кюрей рама, комкирин û джи металлический геркирин. Ku tevgera zelal e û ji aliyê rêberên bi cîhazên sabît bar ne. Wek reke mekanîk tê bikaranîn и cîhazên магнитный.tevgera Nêvdewletî ya li workpiece û beşên mekanîk pêk tê ji ber kaniyên tezmînatê вибрации.
listogiba mot’acê maddî
Лучший инструмент из сплава полы с гезибандином и CVH 9HS ji ku ye, makîneyeke высокого качества çêkirin. Руководство Листогиб хей набор beşên xebatê de ji bo fit û berhemên nerm. Ли сер kursiyê, джи бо бернаве йе, lewma, û пара кар ли сер bingeha herî Изгибание vê çêkirin. Ли высота дзи десте Dayîkê mot’acê инструмент çunkî дзи бо хему cureyên alavên dimîne идентичны е.
taybetmendiyên teknîkî
Parametreyên Operating ser hemû cure makîne bending destê-type eynî ne û wiha ne:
- berhemên гибка Nûneratiyên металла tenik heta şeş meter dirêj e;
- металин изгиб-Xelîtekî û Qinyatê bi 3 мм, диаметр 4 м;
- nabêje ku dikarin bêne hesibandin dema xwar, modelên cuda cudane ji 140º bo 180º;
- ролик Ручной листогиб dihêle Набор для гибки rasteqîne bi keviya û keviyan pêkandin nîv-heyî.
Станок для гибки ji bo pola sheet bi destên xwe
Ji bo muamelekirina bi bending Nûneratiyên metal di malbatê de taybet bes ji bo ku destê listogiby bi destê xwe ye. Рисунки ji metal eşkere û civîn çarçovê de divê bê wêneke çêkirin. Эскизы Размеры Destr da ji bo avakirina makîneyeke ku têgihîştina wê de load sereke ya harddest ji machine re xizmetê bike.
Назначение, meşek bending makîneyên
Hilbijartina bending xaxê alavên girêdayî li ser armanca xwe:
- Di bûyera pêşîn de, bîlançoya Бункер для гибки 90º pêk tê.Hema hema hemû makîneyên-home made ne zexta mezintir li ser nîrê ku li jêrî, bi demeke kurt rijd pêş.
- Ku bighîjne duyem a çapemeniyê pîşeyî ji bo гибка çarşefeke metal e. Ev alavên binasin at malperên pîşesazî, pêwîstî bi dirafên gelek pere û kar ji aliyê teknîsyenekî bi kalîte.
- Di vê guhertoya bighîjne sêyemîn berhem машинная протяжка, ku te de li dorûbera bikaranîna helwesta guherîna ку данин сквозной lîsteyên. Ew hêman, многофункциональный в û ji bo berhemęn ji saxfilitî bikaranîn, boriyên girêdana beşên fireh, topên.listogib destê board demî bi Ролики profîlen ji bo paşvekişandinê, materyalên кровля, коньки, gelî, hêmanên tehliyekirina kirin.
Bikojka erękirinę ya herî guncaw ji bo standard yên amûrê bi bending di malê de ye.
divê datasheet xwe ya ji bo destnîşankirina hêz û тип станка dinirxînin:
- makîneyeke dixebite bi bandor bi metal wire sturiya sheet bo 0,6 мм, sifir, — up ji bo 1 мм, nîrê bafûn bo 0,7 мм stûr;
- bîlançoyê divê шириной yên ne bêtir ji 1 м heye;
- kaşê dîwarên dust — qet nebe 120º;
- ya herî zêde hejmara циклы kar bê сбой 1200 e;
- xebata dijwar tîne bi beşên ne-standard û pîse, ew hewce ye.
materyalên pêwîst
Ji bo çerxa кровать канал mendî высота № pad 12. Dil ji xebatkarên darî yên размер, сделанный, ли гора дизайн. çarşefeke metal minasib 6.9 mm ji bo pîşesazîyê û alekên rastê. Ji bo avakirina прижимное приспособление Area girtina îfadeyan, № 60-80, li ser ax punch de amade rebar диаметром 10 мм. чертежи листогиба не джи бо ручной перфоратор Участок бигыйне дуйемин № 80-100 канал № 10. Рычаг джи арматурного стержня диаметром 10 мм чкирин.
Джи бо авакирина пунш баштир не би кар ли хереме, û канал, ку баре ли сер ве элемент тен белавкирин, да ку ли херема ди рэджайек навин Саг де, де, ди энкам де би носи зуе.pencerê refikê Дополнительные wê li ser hêza kişişî li ser kar bigirin. Алавен би пунш йен ку дихелин û канал дикарин ли 1200 би херема сери фитнейен пышти 250 циклов, rawestin, û makîne.
Bûyer civata alavên bending
listogib Hand komkirin li cihekê amanc ji şêwekariyê dayîn. зажим коми ли до, ку джи бичков, ли джин û кабика, ли сер бингеха десто 60, лама паше чкирин №. Piştî ku bingeheke bi zendê xwe ya kûrayî № 110, ku saz girş û sîdet û ser. Hemû tomar bi punch li ser axle ku di çarçoveya girêdayî.
Прижимное приспособление ji jêr piştî civînê ji aliyê сварка li ber t’emamîya civînê tevnî hêrandin. Ev nayê pêşniyarkirin bide bingeheke dûz an jî bi kar tînin туннельный напильник Полировально-шлифовальный станок. Прижимная лапка zêdetir divê zêdekirina прокат из металла û ne bi dirêjahiya 5 см kurttir ji base.
Li çar aliyên клип ку джи bermayiyên ку пробки rikin *. часть Давление, относящееся к заготовке maddî de, hêrandin. refikên Navenda li ser bixemilînî stendine с двумя отверстиями диаметром 8 мм. daytona listogiba destê ne ku punch kurttir 100mm зажим e.Levyeya ji a naverok сварка kir û bi ji перфорированная сетка. Джи бо би aktîvîteyên di kort de bigirin sheet pola û di kunên bi bihiştê да ли 1 см бо tewereyan sazkirina konflîktên. Ли kûrahiya фаска kujê ребро ji 0,6 см, dirêjiya wê 3,2 см e. Ли xaçerêya tewereyan сварочный divê hesabê ku alî wan, divê di heman û şikadin be bigire.
pêşîlêgirtina qeza
Aparata ku ji bo alavên bi pileya bilind ji xeterê, da daneyî, bi gorî qaîdeyan divê yekemîn pêşanî be. Berî ku tu dest bi xebata xwe ya manual, biryarê li cihekê pêvajoya production berhem û zelal dû wê.машина Самодельная ян хильберин, би кар дива би çalakiyên pêwîst dest pê:
- cilên kar û ji bo daleqandî û lîs parçeyên jî, ev ne, divê torn off bişkokên, тюнин на молнии, застегнутый герандин;
- kontrolkirina rewşa digire û karker û girêdana xwe bi çarçovê de, hemû pirsgirêk dikarin bên berî ku dest bi makîne çareserkirin;
- ne ji bo dûr ji 1 метр машины dirêjkirina ji alavên dikarin hêmanên biyanî обременять не;
- li ciyê karê xwe, divê ronîkirina têra xwe di nava sîne ji kar qedexe be;
- дзи бо ее машина Parametreyên caîz толщина металла e, ne mumkin e ku xwe netewînin zêdetir vala ji van aliyan û rêjeyên;
- qedexe ye ku dev ji kargehan û bêriya ew dema ku makîneya.
encamê de
Bi hilberína berheman a bi girseyî-roll avakirin di prosesa hilberanê de ye gelek ji bermayiyên ку xwediyên farm xaniyên taybet ji bo dabîn kirina vê malperwe hene avahiya. Сделано изгибание makîne bi destê xwe ji, мы re bibe alîkar rast ji pîşekaran re cîranên xwe. Dîzayna û ava van makîneyeke e, ne zehmet, ya herî sereke, ku ev dê bibe yek ji serfiraziyên rast bike ji bo avakirina malê.
Сгибание листового металла вручную
Информация о ценах и наличии.Согните листовой металл вручную .
Сначала отметьте линию, по которой хотите складывать. Получите как можно скорее в среду 16 сен. Инструмент для складывания Maclo s 12f представляет собой надежное решение для складывания листового металла с превосходным дизайном и имеет удобные смотровые отверстия для обеспечения надлежащего выравнивания по глубине. Подходит для складывания 3 8 дюймов. Его длина 12 31 см с 3 8 9.Вот несколько рекомендаций по количеству отверстий. Lenox 2 85 в ножницах из кованой стали. Аллен Смит-младший 48 516 просмотров. Складной универсальный нож Kobalt 11 blade. Гибка листового металла вручную — это выполнимая задача, если кусок листового металла небольшой и достаточно тонкий, чтобы с ним можно было справиться. По ценам и доступности. Этот инструмент для сгибания листового металла позволяет делать равномерные складки в листовом металле.5 0 из 5 звезд 7. Затем просверлите отверстия по этой линии. Это ослабляет алюминий и создает линию излома. Убедитесь, что он подходит, введя номер своей модели. Ручной инструмент, режущий инструмент для опрессовки. С помощью прямой кромки и острого ножа надрежьте алюминиевый лист с обеих сторон. Проведите линию излома над краем стола и слегка загните выступ вниз.Листовой алюминий можно разрезать без использования гильотины или ножниц для жести, которые могут деформировать металл. 14 августа 2020 г. упоминается, что наиболее часто для гибки листового металла используются дорогие инструменты для гибки листового металла, называемые тормозами, но вы также можете выполнить эту задачу без них. Общая длина для облегчения складывания вручную. Эти ручные инструменты для обработки листового металла включают в себя ручные закаточные станки и инструменты для складывания.5 мм 1 25. Срок службы ручного инструмента из листового металла. Если вы работаете с листовым металлом, скорее всего, вам потребуются инструменты для гибки или изготовления листового металла. Вам понадобится этот инструмент, серия 17, инструмент для фальцовки листового металла. Для складывания листового металла равномерным сгибом. Фаб-форумы 96 857 просмотров. Во время сварки две детали из листового металла или две кромки одного листового металла соединяются взаимно.Переверните лист и повторите. Конструкция, облегчающая складывание вручную. 4 4 из 5 звезд 160. В соответствии с серией стандартов DIN 8580 этот процесс относится к подгруппе 4 5 «соединение формованием» и определяется стандартом DIN 8593. Просверлив отверстия, вы легко сможете вручную согнуть металл до аккуратного чистого угла. Ручная закаточная машина для листового металла Hurricane 6 дюймов с прямыми губками, нескользящая ручка с ямками.Инструмент для гибки листового металла Midwest 12-дюймовый стальной гибочный станок со смотровыми стеклами из закаленной стали mwt f1. Купон 5 применяется при оформлении заказа, за исключением 5 купона. Это делается путем одновременного загиба или прижатия подготовленных и подогнанных краев.Un dispositif pour plier le bord de la tôle. Plieuse de tôles à faire soi-même. Qu’est-ce qu’une cintreuse de plaques
De nombreux produits sont fabriqués à partir de tôles — системы дренажа, фасады для бардажа или металические элементы, рефлюксы для ун-су-сол, монеты для создания структуры и т. Д. .Tout cela peut être fait par une cintreuse spéciale — pour la tôle. Комментарий fabriquer une plieuse à faire soi-même et nous en parlerons dans cet article.
Типы платьев
Одежда, которую нужно заказать без присмотра. Il est plus facile de faire l’unité du premier groupe de vos propres mains, et le troisième (rouleaux pour tôle) есть un peu plus difficile. Parlons-en — de la fabrication d’une machine à cintrer à faire soi-même.
Мануэль простой
Les pièces métalliques formées coûtent beaucoup d’argent.Encore plus que le carton ondulé ou les tuiles métalliques, il est donc logique de fabriquer la machine la plus simple pour plier la tôle, et al. эксклюзив для вотре хвоста.
Листогиб — проекция латеральная
Si vous êtes inquiet pour l’apparence, alors en vain. En vente aujourd’hui, il existe des tôles non seulement galvanisées, mais également peintes. Dans toutes les структур, la feuille est fixée solidement, de sorte qu’elle ne glisse pas sur la table pendant le travail, ce qui signifie que la peinture n’est pas effacée ou rayée.Aux endroits de flexion, il n’est pas non plus endommagé. Ainsi, les produits auront l’air tout à fait décents. Si vous essayez, il sera encore meilleur que ce qui est vendu sur le marché.
Plieuse de tôle puissante en Tavrs
Pour cette cintreuse, vous aurez besoin d’une surface plane (таблица), de preférence en métal, de trois монеты avec une largeur d’étagère d’au moins 45 мм et d’une épaisseur de métal d’au moins 3 мм . Si vous envisagez de plier des pièces longues (plus d’un mètre), il est consillé de prendre les étagères plus larges et le métal est plus épais.Vous pouvez utiliser des marques, mais c’est pour plier des tôles de grande épaisseur et de grande longueur.
Vous aurez également besoin de charnières de porte en métal (deux pièces), de deux vis de grand diamètre (10-20 мм), d ‘agneaux dessus, d’un ressort. Vous aurez également besoin d’une machine à souder — soudez les charnières et faites des trous (ou une perceuse avec une perceuse pour le métal).
Pour un listogib fait maison, un Tavr de 70 mm a été utilisé — trois pièces de 2,5 m chacune, deux boulons диаметром 20 мм, un petit morceau de métal de 5 mm d’épaisseur (pour couper les flèches) , un ressort.Голосование:
- Deux marques sont pliées, des deux extrémités, elles y découpent des évidements sous les charnières. Ширина экрана не должна превышать 45 °. La troisième marque est coupée de la même manière, seule la profondeur de la rainure est augmentée un peu — ce sera une barre de serrage, de sorte qu’elle devrait se déplacer librement.
- Les boucles soudées des deux côtés (ébullition du visage et de l’intérieur vers l’extérieur).
- A l’une des marques (la plus éloignée de vous, si vous les «ouvrez») sont soudées sur deux potences de chaque côté. Не требуются дополнительные средства для установки и установки булыжника.
- Souder l’écrou du boulon aux flèches.
- Installez la barre de serrage (troisième té coupé), soudez des plaques métalliques dans la partie supérieure avec un Trou au milieu. Le Diamètre du Trou est légèrement plus grand que le diamètre du boulon.Centrez les trous pour qu’ils soient sur la même ligne verticale avec l’écrou soudé. Судер.
- Couper le ressort de manière à ce qu’il soulève la barre de serrage от 5 до 7 мм. Passer le boulon dans «l’oreille» de la barre de serrage, mettre le ressort, serrer l’écrou. Après escapeir installé le même ressort de l’autre côté, la barre de serrage se soulève d’elle-même lorsqu’elle est dévissée.
- Soudez deux pièces de renfort à la tête de vis — com poignées pour le serrage.
- Soudez la poignée à la marque mobile (la plus proche de vous). Tout, vous pouvez travailler.
Cette option est très puissante — vous pouvez plier de longues pièces et une feuille d’épaisseur solide. Une telle échelle n’est pas toujours requireee, mais elle peut toujours être réduite. Предлагаемое видео с похожей концепцией плюс миниатюрное, mais avec un support de barre de serrage différent. Soit dit en passant, personne ne prend la peine d’installer un ressort sur la vis — il sera plus facile de relver la barre.Et cette concept est intéressante en ce qu’il est possible d’y effectuer un bridage, ce que ces appareils ne savent généralement pas comment.
D’un coin avec un autre type de barre de serrage
Этот образец создан из одной части монеты в парилку, le lit est fabriqué com un tréteau de Construction Обычный, тихий, как у части монеты. La poignée provient du chariot à bagages. Une concept intéressante des vis — elles sont longues, la poignée est pliée en form de lettre «L».Pratique à tordre / dévisser.
Cette cintreuse de tôles, сделай сам, функциональные возможности:
Passons maintenant à la concept de la plaque de pression (фото ci-dessus). Il est également composé d’un coin, mais s’adapte sur la machine avec un coude vers le haut. Afin d’éviter que la barre ne se plie pendant le fonctionnement, un renfort est soudé sur des cavaliers métalliques. Aux deux extrémités de la bande, de petits patins métalliques sont soudés, dans lesquels des trous pour les boulons sont percés.
Un autre point important est que la face qui fait face a la courbure est coupée — для получения угла поворота плюс сетка.
La barre de serrage est posée sur la machine, un ressort est placé à l’endroit où l’écrou est installé. La poignée est mise en place. S’il n’appuie pas sur la barre, elle est soulevée au-dessus de la surface en raison de la force du ressort. Dans cette position, la pièce est repliée sous elle, разоблачение, пресса.
Un ressort est placé sous le Trou, puis un boulon
Pas une mauvaise option для домашнего использования.Il ne sera pas possible de plier du métal épais, mais l’étain, l’acier galvanisé est facile.
Rouleaux pour tôle ou cintreuse
Ce type de cintreuse Peut Avoir trois types d’entraînement:
- Мануэль;
- hydraulique;
- électrique.
Faites-le vous-même rouleaux для входа в электрическую систему. Dans les arbres manuels, ils mettent 3 arbres, dans les arbres électriques, il peut y envoir 3-4, mais généralement aussi trois.
Cette machine a besoin d’une bonne base fiable. Il peut s’agir d’un lit séparé ou d’une sorte d’établi ou de table. La Concept est basée sur des rouleaux. Ils sont faits de la même taille. Les deux inférieurs sont installés de manière permanente, le supérieur est mobile, de sorte qu’en position inférieure il se Trouve Entre les Rouleaux. En modifiant la distance entre les rouleaux inférieurs et les rouleaux supérieurs, le rayon de Courbure change.
La machine est entraînée par une poignée fixée à l’un des arbres.Эта пара с собственной ванной комнатой передает рулевая дорога через дез-пиньоны. Ils sont choisis pour que la vitesse de rotation soit la même.
S’il est censé faire des tuyaux sur l’équipement, le rouleau supérieur d’un côté est rendu amovible, avec un système de fixation rapide. Après Avoir roulé la feuille dans un tube, il n’y a pas d’autre moyen de la retirer.
Plieuse de tôles à faire soi-même: рисунки, видео, описание. Un grand nombre de produits peuvent être fabriqués à partir de tôle — un système de дренаж, des pièces façonnées pouvant être utilisées pour recouvrir le toit, un reflux pour un sous-sol, des монеты pour des bâtiments à partiril и т.п.
Tout cela peut être fait par une machine à cintrer spéciale, en d’autres termes, un listogib, qui ne fait pas partie du travail à faire de vos propres mains. Parlons-en.
Il existe trois types de cintreuses de tôles:
- Manuel simple, dans ce cas, le pliage du métal s’effectue avec l’application d’une force. Un tel dispositif permet d’éviter les matériaux en feuille à n’importe quel angle — de quelques degrés à 360 degrés.
- Machine Hydraulique, dans lequel, à l’aide de coups, la tôle est pliée en forme de matrice. Cette dernière est droite, parfois courbée. Это оборудование не поддерживает профессиональных и действующих предприятий.
- Cintreuses à galets / rouleaux, dans lequel la tôle ne se plie pas strictement en ligne droite, mais est arrondie. À l’aide d’un tel équipement, des tuyaux ou tout autre produit similaire peuvent être fabriqués.
Tous les dispositifs décrits sont liés aux cintreuses de tôles. Il sera plus facile de fabriquer des équipements du premier type de vos propres mains et le troisième est un peu plus difficile. Ils seront discutés — комментарий fabriquer une plieuse à faire soi-même + vidéo.
Простой (мануал)
Les pièces en forme de métal sont chères, бис плюс chères que les tuiles métalliques, il est donc logique de fabriquer la machine la plus simple pour plier la tôle, et avec son aide, vous pouvez faire n’importe quel nombre de coin, de reflux et d’autres pièces dont vous avez besoin, tout en ne faisant que corrected ta taille.
Et oui, ne vous inquiétez pas pour l’apparence. En vente si la tôle est non seulement galvanisée, mais aussi déjà peinte. Dans chaque concept, la feuille sera fermement fixée, de sorte que pendant le fonctionnement, elle ne glissera pas sur la table et la peinture ne sera pas effacée ou rayée.
Aux endroits de flexion, il ne sera pas non plus endommagé, de sorte que l’apparence des produits sera décente. Avec le bon усилия, vos produits seront encore plus beaux que ceux du marché.
Листогиб де Тавров
Pour fabriquer une telle machine, vous aurez besoin de n’importe quelle surface plane, par example une table, de preférence en métal, ainsi que 3 монеты avec une large d’étagère d’au moins 4,5 cm et une épaisseur de métal d’au moins 0,3 см. Si vous avez plan de pliage de pièces longues (longueur supérieure à 1 mètre), il est consillé de prendre des étagères avec une plus grande large et épaisseur de métal. Des produits peuvent être utilisés, mais cela est nécessaire pour plier des feuilles de plus grande longueur et épaisseur.Лучше всего использовать 2 металических шарнира для ворот и 2 дополнительных аксессуаров с диаметром от 1 до 2 см, на предметах «agneaux» и т. Д. Vous aurez également besoin de soudure pour souder les charnières et faire des trous (ou une perceuse avec une perceuse Adapted à la ferronnerie).
Pour une plieuse à faire soi-même, nous utilisions Tavr 7 см — 3 части 2,5 метра, 2 бутона диаметром 2 см, un petit morceau de métal d’une épaisseur de 0,5 см.
La procédure est la suivante:
Cette option sera la plus puissante — vous pouvez plier des pièces longues et des tôles épaisses. Bien qu’une telle échelle ne soit pas toujours Requise, elle peut toujours être réduite. В видео, или построенном по типу подобного, mais légèrement plus petite и avec un support de barre de serrage différent. Soit dit en passant, vous pouvez installer un ressort sur la vis et al sera alors plus facile de relver la barre.La Concept est intéressante en ce sens qu’elle peut être utilisée pour le bridage, mais pas les appareils standard.
Machine à cintrer d’un coin avec une barre de serrage
Эта модель является составной монетой, созданной на основе монет, созданных на основе подобной монеты. La poignée est tirée du chariot à bagages et la concept des vis est intéressante à sa manière — elles sont longues, la poignée est retirée en form de lettre «L».Il est pratique de le dévisser et de le visser en place.
Il n’est pas difficile de fabriquer une telle cintreuse de feuilles de vos propres mains, mais tenez compte de surees caractéristiques:
- Les Coins ne sont pas des étagères l’un vers l’autre, mais ont une direction дано направление. Pour cette raison, la fixation de la charnière n’est pas la plus pratique.
- Au coude du coin le plus éloigné, soudez des petites plaques d’arrêt pour la barre des deux côtés.
- Sur le même rail, souder la vis écrou (des deux côtés).
Vous pouvez maintenant accéder directement à la barre de serrage. Эта модель изготовлена из одной монеты, а другая — на машине с другой стороны. Pour que la barre ne se plie pas pendant le fonctionnement, un renfort est soudé sur des cavaliers métalliques. Soudez de petites metalliques aux deux extrémités de la bande, dans lesquelles sont percés les trous pour les boulons.Et encore une selected — le visage qui est tourné à l’endroit du pli est nécessaire pour obtenir des angles vifs sur le pli.
La barre de serrage doit être installée sur la machine et les ressorts doivent être placés à l’endroit de l’installation. Remplacez la poignée. S’il n’appuie pas sur la barre, en raison de la force élastique du ressort, il sera soulevé au-dessus de la surface. Dans cette position, placez la pièce en dessous, placez-la et appuyez dessus. Une telle cintreuse serait une bonne вариант для домашнего использования.Vous ne pourrez pas cintrer le métal épais, puis galvanisé et étamé sans трудный.
Rouleaux pour tôle
Ce type de cintreuse peut être équipé de trois entraînements:
- Гидравлика.
- Мануэль.
- Électrique.
Les rouleaux à faire soi-même pour la tôle sont fabriqués avec des entraînements manuels orélectriques. Dans le manuel, il devrait y Avoir 3 arbres, et dans l’électrique, il peut y en Avoir 3-4, mais selon la norme, il n’y en a également que trois.Une telle machine nécessite une bonne base, qui peut être utilisée com lit ou établi. Les rouleaux servent de base à la structure, qui doit être de la même taille. Les deux inférieurs doivent être fixes et le supérieur doit être mobile. En modifiant la distance entre les rouleaux supérieur et inférieur, le rayon de Courbure peut être modifié.
Результаты
La machine est entraînée par une poignée, qui doit être attée à l’un des arbres, puis le couple sera transmis au reste des rouleaux à travers les pignons.Ils doivent être sélectionnés de manière à ce que la vitesse de rotation soit la même. S’il est prévu de fabriquer des tuyaux sur l’équipement, le rouleau supérieur doit être amovible d’un côté et disposer d’un système de fixation quick. Une fois la feuille enroulée dans un tube, vous ne pouvez pas la retirer autrement.
L’utilisation de la tôle dans la construction de maisons s’est généralisée, c’est pourquoi, à ces fins, des машин de bricolage sont nécessaires pour plier la tôle.
L’utilisation de ce matériau s’explique par sa grande aptitude a la fabrication, son prix relativement bas et la grande fiabilité des structure métalliques.
Lors de l’aménagement du toit, il est nécessaire de faire des marées Desndantes pour l’eau à partir d’une tôle.
Les produits de ce profil peuvent être commandés auprès d’entrepreneurs tiers, mais il sera moins cher et plus rapide de les fabriquer vous-même. À ces fins, une machine à cintrer les feuilles est utilisée.
Структура, простота и удобство. Все материалы и необходимые компоненты легко справляются с задачей.
En raison des caractéristiques physiques des métaux et aliages, seuls les matériaux plastiques peuvent être pliés.
Les produits en fonte ou en acier trempé sont totalement inadaptés au pliage, car ils ont une faible ductilité et une grande fragilité.
1 — цоколь; 2 — écrou de volant moteur; 3 — клешня; 4 — feuille de pliage; 5 — клешня; 6 — пуансон-де-сертисаж.
L’opération de pliage d’une specific zone ne nécessite ni découpe ni traitement thermique.
Le pliage d’une tôle est l’action par laquelle une tôle prend une suree forme volumétrique.
Vous devez savoir que lorsque la feuille est pliée, les couches externes du métal sont étirées et les couches internes sont comprimées. Si une feuille trop épaisse est chargée dans la machine, une fissure peut se ex à l’extérieur du pli.
Pour éviter que cela ne se produise, la pièce d’origine doit être préparée.À ces fins, il est soumis à un определенного типа de traitement thermique — revenu ou recuit. De telles opérations более редки.
Fondamentalement, ces produits sélectionnés pour le pliage qui peuvent être fabriqués à l’aide de cette technologie.
Le pliage présente un some nombre d’avantages par rapport au soudage ou à toute autre méthode de fabrication d’une pièce.
Parmi eux, il faut noter:
- grande productivité;
- le produit n’a pas de Joint et est solide;
- la rouille ne se forme pas au pli.
Parmi les inconvénients, il convient de noter que le processus de pliage manuel nécessite des coûts de main-d’œuvre importants.
Si vous effectuez un pliage manuel de la tôle, cela nécessitera un étau, un marteau et un maillet. Il est difficile d’atteindre une qualité élevée avec un tel ensemble d’outils.
Этот метод не адаптируется к производственному процессу без отрыва от производства.
Lorsque des produits de high qualité sont nécessaires pour les besoins menagers, лучшее решение serait de fabriquer une machine à cintrer à faire soi-même.
Aujourd’hui, оборудование для индивидуального использования и для малых предприятий sont produits à l’échelle Industrielle.
Станок для заливки плоскогубцев или купе Les feuilles peut être achetée au magasin. Avec un budget limité, il est plus facile d’en faire une maison.
Одежда для платья
La procédure de pliage du métal est la dernière étape du processus de factory de la pièce. S’il est de mauvaise qualité, la pièce sera défectueuse.
Все предварительные передовые технологии перераспределения купе в купе-купе.En conséquence, l’entreprise de Fabrication subira des pertes.
Pour rendre une telle status unacceptable, il est nécessaire de réaliser des unités fables et performance.
Une telle machine est appelée pressse plieuse ou pressse plieuse.
Aujourd’hui, les types suivants de cintreuses sont sur le marché:
- гидравлический;
- mécanique;
- пневматика;
- Мануэль.
Машинное производство используется для производства деталей и мелких партий.
На линиях производства крупных предприятий, многофункциональных единиц, которые устанавливаются, которые не конфигурируются для конкретной работы.
Des cisailles à guillotine sont utilisées pour couper les pièces. Afin de donner à la pièce obtenue la forme Requise, des press plieuses à poinçons pneumatiques sont utilisées.
La pièce est placée entre la matrice et le poinçon, qui est entraîné pneumatiquement. De cette façon, les pièces sont formées à partir de tôles jusqu’à 5 мм.
Станок с вращающимся прессом для обработки мелких деталей в рельефном комплексе.
L’équipement de pliage de plaques находится в мобильных и стационарных частях. Станции станков используются на больших предприятиях для больших объемов производства.
Мобильные устройства не предназначены для изготовления отдельных деталей для ремонта или ремонта объектов. Une cintreuse de tôle mobile peut être fabriquée à la main.
Практика в долгосрочном периоде создания единой ремесленной фабрики, занимающейся созданием новых подходов к приготовлению пищи, не имеющей отношения к окружающей среде.
Залейте сборщик на машине, не считая определенного ансамбля материалов и использования.
Станок с отделкой для брикетов
Contrairement aux unités prefabriquées, conçues pour le traitement de métaux épais, une cintreuse de tôle artisanale is utilisée dans la производителя detachées et de petites pièces.
Les produits sont le plus souvent pliés à partir de tôles d’aluminium, de cuivre et de tôle d’acier. L’épaisseur optimale de la tôle varie от 0,5 до 0,8 мм. Les feuilles plus épaisses sont difficiles à travailler.
1 — основание, 2 — joue arrière, 3 — tôle de pliage, 4 — pince, 5 — boulon de serrage, 6 — poinçon de sertissage, 7 — levier-poignée, 8 — axe, 9 — canal de fixation dans un étau
Cela est dû au fait qu’un Entraînement manuel est utilisé ici, la force musculaire d’une personne.
Pour donner au produit un résistance accrue, un raidisseur Supplémentaire peut être formé à l’aide de la machine. Et en même temps évitez de couper les bandes pour cette côte.
Le mécanisme de la cintreuse est basé sur un principe simple. La pièce est fixée sur la base par un cadre de serrage. Une pièce est une feuille de métal.
La partie saillante de la tôle, qui doit être pliée selon un определенного угла, repose sur la poutre pivotante. Il Suffit de Tourner cette poutre et le métal se «pliera».
La poutre pivotante est soulevée et abaissée à la main. Dans les machines préfabriquées, cette fonction est réalisée à l’aide d’un moteur electrique ou d’une press hydraulique.
Угол максимальной высоты 180 градусов. C’est fait en deux étapes. En un cycle de fonctionnement, vous pouvez plier la tôle à 120 degrés.
«Создана концепция ремесленных машин», «Пьес является серреем различных манеров». Le mécanisme le plus простое использование под углом.
Dans la factory de serrage, vous aurez besoin d’une machine à souder pour couper les pièces à la bonne taille et d’une perceuse afin de percer des trous pour les boulons d’installation.
Faire toutes les opérations de vos propres mains n’est pas difficile. A condition d’avoir une suree maîtrise du travail du métal.
Il Suffit de Bien Préparer Le Montage de la Cintreuse.
База для машины
Главный элемент машины, работающий на базе метеорологов.Comme base, vous pouvez prendre un canal dont la longueur est choisie à la discrétion du maître.
Afin de fournir les conditions de travail nécessaires, ce canal est monté sur un lit. Ou les jambes y sont soudées. Il est important que cette structure soit très stable.
Dispositif de serrage
Lors de la fabrication d’un dispositif de serrage à faire soi-même, рекомендуют использовать двойные монеты — № 5 и № 3.
Ils doivent être reliés entre eux par soudage de telle sorte qu’une forme triangulaire rigide se forme dans la section.
Эта конфигурация предлагает жесткость и надежность.
Диспетчерская служба
Le poinçon de sertissage est le plus souvent réalisé à partir du coin n ° 5. Долгая длина до 10 мм на расстоянии 10 мм от корпуса.
Le bras de renfort peut être constitué de barres rondes ou de barres d’Armature. Il a la forme d’une agrafe et est soudé au poinçon.
Cette Connexion doit être faite avec une résistance élevée, car la charge sur elle est maximale.
Couteau à rouleau
В определенных ситуациях, lorsque vous travaillez avec du métal luminé, il devient nécessaire de couper les produits finis.
Pour couper le métal après le traitement, un couteau à rouleau est installé sur la cintreuse.
Прекрасно сочетается с концепцией ансамбля и редкостью использования.
Сервис и безопасность
Une cintreuse à monter soi-même doit uneir les caractéristiques suivantes:
- stabilité;
- Facility deutilisation;
- sécurité.
De par sa concept, la cintreuse de métal est un mécanisme à haut risque.
Lors de travaux sur la machine, les consignes d’exploitation et de sécurité applications doivent être respées. Surtout lors de la coupe de pièces.
Avant de beginr les travaux, il est nécessaire de vérifier l’état de fonctionnement des Principaux composants.
L’accès de personnes nonautorisées à la machine doit être strictement limité.
Lors de la construction d’une maison, автофабрикация патенсов на туа, де морские потомки, незавершенная производственная деятельность на открытом воздухе.Pour cela, des appareils manuels or des machines spécialisées sont utilisés. Afin de ne pas acheter d’équipement coûteux, vous pouvez fabriquer une machine à cintrer à faire soi-même.
Machine à cintrer les feuilles de bricolage
Types de plieuses
Pour comprendre le fonctionnement des cintreuses de tôles, il faut étudier les types d’équipements. Типы станков по способу управления:
- Машины с ручным управлением. Les mécanismes mobiles запускается после применения человеческих усилий.
- Гидравлическое оборудование. Il fonctionne avec un fluide qui pousse le поршневое давление. Il déplace la partie travaillante de la structure, qui plie la tôle. Grâce au système de vérins mobiles, l’effort du maître est réduit et la productivité de la machine augmente.
- Электромеханическое оборудование. Промышленные машины installées dans de grandes usines. Ils sont alimentés par un moteur electrique qui entraîne la poutre de cintrage à travers un système d’entraînement.Les machines-outils équipées de moteurs électriques peuvent plier des tôles épaisses qui ne peuvent pas être faites à la main.
De par leur concept, on distingue 4 groupes d’équipements:
- Mécanisme à rouleaux. Они состоят из 3-х осей мобильных телефонов и переходят через лесные массивы. Подвеска le traitement, vous pouvez fabriquer des produits ronds et semi-circaires lisses, des gouttières sans angles vifs. Le rayon de Courbure est réglé à l’aide d’un arbre central mobile.
- Conception de traverse. Le type le plus populaire de cintreuse manuelle. La pièce est serrée avec une pince spéciale au futur point de pliage. Le maître plie la feuille à l’angle souhaité à l’aide d’une traverse mobile. Il existe des modèles Industriels qui plient les pièces sans empire de la part du maître.
- Cintreuse à rouleaux. Un appareil auxiliaire avec lequel vous pouvez plier des pièces aux extrémités et loin du bord. Peu pratique à utiliser.
- Пресс для плоскогубцев les feuilles.Se compose de deux poinçons. La pièce est située entre les pièces mobiles, qui la plient sous l’influence de la pression.
Lors de l’achat d’un mécanisme de traverse, vous devez vous demander si le kit comprend un couteau pour couper les tôles. Avec elle, vous pouvez même faire des coupes. Il est nécessaire de régler la taille du métal, d’accrocher le couteau et de le forcer jusqu’au bout de la traverse.
Conception de machine à cintrer
Невозможно изготовить плоскогубцы для металлических деталей, которые будут знакомы с внутренней структурой, принципом работы.Conception de machine à cintrer manuelle:
- Une poutre qui saisit une surface métallique.
- La poutre qui plie la feuille.
- Une base stable sur laquelle sont fixés les Principaux éléments.
- Le rapporteur est un appareil qui vous permet de faire des virages aux angles souhaités.
- Бюро. Doit être équipé de butées de profondeur.
- Poignées pour transférer la force à la poutre de pliage.
Эта машина полностью соответствует гидравлическим или электрическим входам.
Appareil Listogib
Sélection des matériaux
Первоначальный сборщик оборудования для материального женского пола, подготовленный для материально-технического снабжения.
Pour fabriquer une cintreuse de tôles maison, vous aurez besoin de différents outils: une machine à souder pour connecter des elements, une perceuse avec des perceuses pour le métal, une meuleuse pour nettoyer les coutures, une grande meuleuse.
Amélioration de la concept de la plieuse
Pour une cintreuse de tôles artisanale, vous n’avez pas besoin de créer une structure complex. Il Sufit de Rssembler un определенные nombre d’articles faits maison:
- Oreiller en bois.
- База де канал.
- Table de travail en tôle.
- Рельефные монеты по номинальной стоимости.
- Пуанье для плоскогубцев.
Pour améliorer la machine, il est nécessaire de fabriquer un faisceau de pression Supplémentaire. Pour ce faire, une plaque métallique est soudée sur le coin, qui est plus large que lui.
Machine à cintrer les feuilles de bricolage
Si vous ne savez pas comment fabriquer une plieuse, suivez les инструкций étape par étape:
- Au départ, vous devez faire un dessin de la cintreuse.Les éléments mobiles, les attaches, les sizes doivent y être notés. Vous n’avez pas besoin de créer vous-même une concept complexe. Il Suffit d’assembler l’appareil le plus simple sans fonctions Supplémentaires.
- Faites une base à partir d’un channel. Это стабильный кулон с функцией искажения.
- Fabriquez un coussin en bois.
- Купе монет с отрезками размером 1 метр.
- Используйте стабилизатор опоры для улучшения шарниров.
- Вспомогательные уголки для установки на оси, на земле.
- Souder les demi-arbres aux échantillons finis. Les éléments cylindriques ne doivent pas dépasser de plus de 1 cm au-delà des монет.
- Плейс-ле-монеты с параллельными деревьями и без.
- À l’aide de la soudure, soudez les boucles sur les coin afin qu’elles puissent se déplacer librement les unes par rapport aux autres. В позиции dépliée, монеты doivent être une плоскости поверхности.
- Percez des trous pour fixer la cintreuse sur une base prealablement préparée avec une table de travail.
- Coupez le tuyau métallique en deux party égales avec un broyeur. Soudez-les sur les coin pour qu’ils jouent le rôle de poignées.
Размеры рабочего стола могут быть выбраны в соответствии с функцией размеров рабочего стола. Il en va de même pour la longueur des монет.
Станок для изготовления брикетов
Комментарий усилитель поддержки для станка
Ремесленники-новички из числа ремесленников, производящие гаджеты без средств производства.Ce sont des listogibs, qui sont fixés sur l’établi à l’aide de pinces. Avec un travail actif avec un tel mécanisme, les attaches se desserrent. Le maître doit constamment serrer les attaches. Pour éliminer cet inconvénient, vous devez créer une poutre de support, Assessment Un base à partir de canaux, mettre des accolades à partir de métalliques.
Sur la base, vous devez créer un bureau. Pour ce faire, une tôle avec des bouchons doit être fixée à la structure, ce qui limitera la profondeur de fixation des pièces.
Предохранительные меры для обеспечения безопасности труда
Dans les usines équipées de cintreuses de métaux, il existe un some nombre de règles for the travailler avec des équipements:
lestilisles of thequipementsLorsque vous utilisez un listogib maison, vous devez être specific prudent:
- Portez des gants de protection pour éviter de vous couper les mains sur les bords tranchants de la feuille.
- Ne vous précipitez pas pour plier les coin, abaissez le faisceau de pression avec les deux mains.
- Восстановите целостность мобильных телефонов перед началом работы.
- La fixation manuelle is solidement fixée sur la table de travail.
- N’essayez pas de plier des feuilles épaisses.
Pliez les pièces lentement en vérifiant l’angle. De plus, vous pouvez fixer un couteau pour couper le métal sur une machine maison. Lors de son utilization, vous devez affûter périodiquement les disques de coupe.
L’équipement pour plier les tôles peut être acheté dans une quincaillerie ou assembly par vous-même. Pour ce faire, vous devez connaître les éléments structurels, le principe de fonctionnement des mécanismes mobiles, les moyens de les Connecter.Une machine artisanale ne permettra pas de travailler avec des pièces de grande épaisseur, mais elle suffira pour plier les patins, les marées sizes.
Укомплектованный бриколажным комплектом, который может быть реализован для обеспечения ширины 1,2 мм, изготовлен из ткани в ателье на дом или в ателье.
Divers produits en étain et en tôle, obtenus par pliage, sont populaires и demandés à la fois dans la construction professional et la construction mécanique, ainsi que pour les petites réparations menagères et les besoins menagers.Укомплектованный комплект бриколажа, доступный для чистого материала толщиной 1,2 мм в металлическом нуаре, гальванизирован или не изготовлен из металла, изготовлен в ателье по месту жительства или в маленьком ателье металлической промышленности.
La machine de pliage de produits en tôle est de concept simple et a en même temps une productivité élevée. Промышленные установки без труда. Nous ne nous attarderons pas sur les PRESES HYDRAULICS OR PEMATIC, Ainsi que sur les machines à balancier — elles ne sont pas nécessaires pour la production à petite échelle.Mais un analogue manuel de n’importe quel modèle Industriel est Assez easy à réaliser.
La construction à faire soi-même d’une cintreuse de tôles prendra de un à deux jours de temps de travail, et un autre jour pour la sélection et la recherche de matériau. Des dessins de machine-outils artisanales peuvent être Trouvés sur Internet, mais, ce qui est encore plus pratique et pratique, является предпочтительным для использования в качестве модели для создания промышленных моделей. Après Avoir включает в себя leur fonctionnement, vous pouvez créer vos propres dessins d’exécution et développer un schéma technologique permettant de fabriquer une cintreuse à faire soi-même, en fonction de vos propres capacitys.
Pour fabriquer de vos propres mains une simple cintreuse de tôles, vous n’avez pas besoin de connaissances et de compétences specific en ingénierie ou en concept — des compétences moyennes en serrurier et une expérience en soudage électrique Suffisances. Lors de la construction d’une cintreuse à rouleaux, vous devrez toujours effectuer plusieurs opérations sur un tour, mais ce problème peut être résolu dans n’importe quel atelier ou atelier de métallurgie.
Промышленные плиссы:
Types de plieuses
Pour divers travaux avec une tôle, différents types de cintreuses sont utilisés:- avec poutre pivotante;
- rouleau;
- rouleau;
- механические и гидравлические прессы.
Имеется несколько различных технических приемов и навыков. Все варианты peuvent être réalisées en version mobile ou manuelle et stationnaire.
- Les cintreuses de columns pivotantes sont les plus courantes et les plus pratiques pour la production à faire soi-même. Ils peuvent travailler avec de grandes feuilles, pliant les deux bords avec une high de plusieurs centimètres и un mur de 30 à 70 см под углом 120 °. Легкая également à плоскогубцы для создания связи с кутюр.
- La cintreuse à rouleaux manuelle est utilisée pour cintrer les bords et les murs bas lors de la réparation de la carrosserie, des travaux de toiture, de l’installation des appuis de fenêtre et de l’assemblage de grandes feuilles d’étain. Après uneir ramassé le profil du rouleau, vous pouvez faire un pli profilé Assez complexe, par instance, formant une aile ou un fragment de pare-chocs de voiture или un élément décoratif pour finir une clôture or un balustrade de balcon.
- La cintreuse à rouleaux est utilisée pour le cintrage de rainures полукруглые или трубки в полной секции.Il peut être réglé radialement en déplaçant les rouleaux: rouleaux d’appui Horizontalement et rouleaux pressseurs verticalement. Une telle cintreuse artisanale peut être facilement équipée d’un entraînement électrique avec une chaîne или un Entraînement par engrenage.
- Для пресс-форм, требующихся для плоскогубцев с плавником из металла, толщиной 1 мм и так далее, толщиной 2–3 мм. Ils sont capables non seulement de plier le métal à un angle allant jusqu’à 90 0, mais aussi de le perforer ou de le coller sous pression.Залейте чейнджер типом операций, чтобы он менял пуансон и матрицу.
Leur fonctionnement est illustré sur la figure:
Tous les types de machine-outils ne diffèrent pas par leur complexité, являются важным элементом определения элементов конструкции и выбора модели для установки. à résoudre le maximum de tâches de travail des métaux. Par instance, dans la factory de caisses or travaux de toiture, une machine à rouleaux n’aidera pas beaucoup, et lors de l’installation de systèmes de дренаж, elle deviendra незаменим, tandis qu’une rotative ne pourra que partiellement aider.
Machine faite maison avec un cadre rotatif
Une telle cintreuse de tôle est très polyvalente et est utilisée le plus souvent. Sa concept est clairement visible sur le schéma:La table de travail de base est en bois ou en métal. Размеры этой квартиры 2 х 1 м. S’il est nécessaire de travailler avec de grandes feuilles de métal, un cadre pliant ou un rabot peut être fourni à l’arrière, qui est installé au ras de la table. Ceci est nécessaire pour fixer la tôle et éviter qu’elle ne glisse sous la pince lors du change de position.
Une base est vissée à l’avant de la table — un canal avec une largeur du bord supérieur jusqu’à 7 см. Десант без практики aux deux extrémités для установки брошюр руководства по доступным ценам. Sur les goujons, une pince 5 est fixée avec un bord avant biseauté à un angle de 45 à 50 Environment. Вы можете использовать монету размером 5×5 см или больше, устанавливайте ее наверху.
La partie pivotante — монета 7 (5X5) см, которая установлена на 6 шарниров, верхний край монеты находится на основе плана памяти.La vidéo montre comment fabriquer une cintreuse d’un type amélioré, caractérisé par une productivité accrue et une polyvalence de concept.
Sa simplicité de concept et la disponibilité des matériaux for the fabrication vous permettent de minimiser les coûts de construction. Dans la plupart des cas, il n’est même pas nécessaire d’acheter le métal pour le cadre et la pièce de travail — dans chaque atelier, il ya suffisamment de morceaux de canal, d’angle et de tuyau pour que vous puissiez en faire une cintreuse de métal maison.
Machines à cintrer à rouleaux
Manuelle de la cintreuse à rouleaux используется для выполнения движений по бордам формы или частей профиля, на l’arrêt — для плоскогубцев с большой кромкой под углом 90 0. Комментарий fabriquer une cintreuse à rouleaux manuelle, qui sera utile pour travailler dans un garage, dans un atelier ou sur un chantier de construction, sera décrit en détail dans une vidéo.En détail, le dispositif d’une cintreuse à rouleaux manuelle est visible sur la photo:
En tant que rouleaux, vous pouvez utiliser n’importe quel roulement avec une coupe extérieure lisse de la cage, par instance 203 ou 205.Les arbres devront être tournés en acier rond et le mécanisme de serrage à vis doit être fabriqué à partir d’un boulon ordinaire. с диаметром от 10 до 12 мм. Lorsque vousires des rouleaux fortement comprimés le long de la feuille, avec une force verticale simultanée, le côté de la hauteur souhaitée est plié dans la bonne direction à un angle donné. La hauteur du côté peut être réglée en déplaçant les rouleaux avec axes par rapport à la butée.
Une cintreuse de tôle artisanale basée sur un échantillon peut être fabriquée avec surees compétences en tournage, ou vous pouvez commander des arbres et des mécanismes de fixation auprès de tourneurs professionalnels.Dans tous les cas, un tel outil coûtera moins cher que celui acheté dans un magasin. Il est Assez facile de s’en convaincre en рассмотрение le prix des dispositifs de cintrage à rouleaux sur n’importe quel site Web.
Машины для установки на руле
Изготовление и установка каналов вентиляции, химии, систем дренажа невозможны без изгиба дуги. Шрифт Les cintreuses à rouleaux и отличные работы с этим шрифтом. Une cintreuse à trois rouleaux faite maison — это простой дизайн.Le fonctionnement d’un tel système est illustré sur l’exemple d’une machine-outil industry à entraînement electrique.Mais faire de même avec une pipelineite manuelle, ou équipée d’un moteur electrique, ne sera pas difficile.
Принципы композиционных материалов:
- Montants en canal avec trous d’axe sur roulements;
- Trois arbres longitudinaux. Возможно использование клубней различных диаметров с учетом внешних обстоятельств. Il est consillé de prendre des tuyaux à paroi épaisse pour éviter toute deformation;
- Engrenage ou передачи par chaîne.Il doit assurer la Rotation des rouleaux dans un sens à la même vitesse;
- Unité de contrôle de la pression du rouleau supérieur;
- Штыри для выравнивания по горизонтали.
Вертикальный поворот с 90 на 120 0 по вертикали. Ceci est fait afin de pouvoir remplacer les rouleaux par des cylindres d’un diamètre différent.
Le schéma de principe de la cintreuse est présenté ci-dessous:
Сборка станка соответствует стандарту ceci:
Lors de la construction d’une cintreuse à rouleaux faite maison, удобно устроившийся в духе максимального количества возможностей человека.En moyenne, la machine peut plier une tôle de fer jusqu’à 1,5 мм d’épaisseur et jusqu’à 600 мм de large. Si la feuille a une épaisseur allant jusqu’à 0,8 мм, alors avec une Transmission de force mécanique correctement selectionnée, la largeur de la pièce peut être augmentée jusqu’à 800 мм. Le diamètre du tuyau (goulotte) регулируется как рулевое движение и диаметр.
Прессы с плоскогубцами
Une cintreuse à faire soi-même pour une tôle épaisse peut être réalisée à l’aide d’un cric de voiture ou d’une vis de grand diamètre.Pour la base (matrice) et le poinçon (poutre de pression), vous aurez besoin de deux pièces d’un angle de 5×5 или 7×7 см длиной 1 м, un canal pour la base et des guides verticaux latéraux, plusieurs vis de réglage et ressorts de rappel.Le fonctionnement de la cintreuse hydraulique peut être vu dans tous les détails dans une petite video et assurez-vous qu’il n’y a pas de limite à la creativité technic des amateurs.
Все концепции, определяющие машины, не содержат ничего, кроме названия, могут быть инициированы автоматической разработкой различных опций для оборудования.
Peut-être pourrez-vous créer votre propre design original или améliorer ceux qui existing déjà. Сайт Écrivez sur Notre Web — nous sommes toujours heureux de vulgariser les réalisations de nos lecteurs.
Инструкция по эксплуатации листогибочного пресса. Как работает Гидравлический Листогиб: Описание, виды, характеристики
Первые машины, предназначенные для гибки листового металла, изобретены в 19 веке в Америке. В это время в мире начинается промышленный бум, который характеризовался широким внедрением в производство всевозможных машин и механизмов.Широкое распространение гибки листов было вызвано большой трудоемкостью. ручное изготовление деталей из металла. Первые подобные машины были механическими и обладали очень низкой производительностью.
После изобретения цилиндра высокого давления началась разработка различных пневматических машин. Этот принцип был применен и в новых конструкциях станков для гибки металла. Однако такие машины были слишком громоздкими и неудобными в эксплуатации. И только в середине 20 века были спроектированы первые гидравлические листогибы.Как показала практика, такая система оказалась наиболее эффективной и технологичной в использовании.
Область применения и разновидности
По своей сути листогиб — это пресс, предназначенный для гибки различных заготовок из листового металла. Преимущество гибки на станке — отсутствие деформаций металла, которые неизбежны при гибке вручную с помощью шкворня. Гибочная балка обычно снабжена резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.
Гидравлический листогиб может гнуть листы из олова, меди, алюминия, а также стали. В этом случае достигается очень высокая точность гибки. Металлические детали для кровли и внешней отделки зданий в основном изготавливают на таких устройствах, откосах, коньках, внешних и внутренних углах. Также листовой используют в автомобильной, авиационной, судостроительной промышленности — везде, где человек имеет дело с листовым металлом.
Современные листовые конструкции бывают трех основных типов:
- Руководство.В таких гибочных станках используется мускульная сила работника, передаваемая через блок блоков на механизм.
- Электро. В них работа производится с помощью электродвигателей.
- Гидравлический. Самый распространенный вид. Работает за счет энергии жидкости, подаваемой из баллонов высокого давления.
Часто машины снабжены вспомогательными устройствами, увеличивающими диапазон их функций. Например, держатели металлических рулонов; уголь для установки уголка загиба; Дополнительные опоры для листов.Также машина снабжена роликовым ножом для резки листов.
Гидравлический листогиб может поставляться с программным обеспечением. Такие станки, оснащенные ЧПУ (числовым программным управлением), обеспечивают более высокую производительность. Листовой сорт с ЧПУ можно запрограммировать на изготовление любых деталей в автоматическом режиме.
Современные устройства могут не только читать чертежи и самостоятельно производить гибкие, но даже могут быть укомплектованы оборудованием, аналогичным тому, что установлено на 3D-принтерах.Таким образом, новейшие устройства с ЧПУ позволяют гнуть объемные детали и заготовки. Стоимость таких машин очень разная — от десятков тысяч для механических, до нескольких миллионов для сложных гидравлических машин с электронным управлением. На фото вы можете увидеть различные виды простынных нагрудников.
Принцип действия
Принцип работы любого аналогичного станка — будь то простой ручной механизм или сложный электронный аппарат с ЧПУ — одинаков. Он состоит из основания — станины, на которую крепится массивный плоский металлический лист (так называемая «траверса»), служащий как бы столиком для крепления всех других механизмов станка — зажимных устройств, поворотной балки, ножа. для резки металла и др.
Лист, изгибающийся на траверсе, фиксируется в желаемом положении прижимных устройств и сгибается под желаемым углом с помощью поворотной балки. Фиксация листа может осуществляться как на ручных станках простейших конструкций, так и с помощью механизма, управляемого электроникой в устройствах с ЧПУ. Максимальная толщина изгибаемого станком металлического листа зависит от его мощности и может достигать нескольких миллиметров.
Листогиб своими руками
Часто в хозяйстве возникает необходимость гнуть металлический лист.Однако сделать это с помощью качественных материалов (молотка, тисков, тисков и т. Д.) Непросто. Получить идеально ровный изгиб таким методом не получится. Приобретать такую же дорогую машину только для того, чтобы пользоваться ею время от времени нецелесообразно. Остается единственный выход — изготовить подобный механизм своими руками. Самый технологичный способ — построить его на верстаке. Для этого вам понадобятся три отрезка металлического уголка. Длина их рассчитывается с условием, чтобы вы могли согнуть список нужной вам ширины.
Далее берем пару достаточно массивных петель, и соединяем с помощью сварки этими петлями два угла полок между собой, так что они «открываются», как дверца. Это будет основной механизм нашей будущей машины — траверса и поворотная балка. По краям одного из них проделываем отверстия — через них будут проходить зажимы, которыми наша траверса будет крепиться к верстаку и к прижимной балке — третьему отрезку уголка (он будет прижимать металлический лист к траверс).К краям другого угла привариваем обрезку арматуры — это будет ручка, которой мы будем водить нашу «поворотную балку». В третьем углу («прижимная балка») делаем отверстия ровно напротив таких же отверстий в углу — траверс.
Затем анкерными болтами или струбцинами, протянутыми через «прижимную балку», «траверсу» и крайние доски верстака, фиксируем наш механизм. Все — наш домашний листогиб готов. Достаточно вставить металлический лист между траверсой и прижимной балкой.После этого натянуть их струбцинами или болтами и поднять вверх «поворотную балку», шарнирно закрепленную «траверсой», чтобы получить идеальный фальц, не уступающий заводскому! Пошаговая инструкция, как собрать простейший станок для гибки листового металла в домашних условиях, представлена на видео.
Все модели листогибочных гидравлических прессов, выпускаемых ООО «ЮМЗ», могут быть оснащены различными системами числового управления (ЧПУ). Листогиб пресс с ЧПУ (Листогиб с ЧПУ) Позволяет сделать гибкий листогиб, который на обычном листогибе занимает очень большой промежуток времени или его невозможно выполнить вообще.Системы ЧПУ для листогибочных прессов в настоящее время очень много от различных производителей, начиная от самых простых, управляющих только двумя осями H. и Y. До систем, которые управляют 9-осями пресса и позволяют оператору вносить коррективы в работу непосредственно в процессе гибки.
На фото представлены панели управления различных систем ЧПУ от самых простых до моделей с 2D и 3D визуализацией на экране.
Самые популярные листовые нагрудники с ЧПУ, управляющие 3-мя осями: Y1- Y2-ползунок и ось X заднего упора.Основной металл на листогибочном прессе с ЧПУ намного более точен и в то же время занимает намного меньше времени, так как система ЧПУ позволяет избежать таких ошибок, как перегиб или перегиб кожи, автоматически переставляет задние упоры на необходимые параметры по высоте, глубине и ширине. Система ЧПУ на листогибочном прессе отслеживает и контролирует движение ползуна — по двум осям, движение задних упоров — по шести осям (при оснащении листогибочным прессом с соответствующим обратным упором), а также работа системы бомбометания (система компенсации прогиба стола) — оси листогибочного пресса показаны на рисунке.
Все современные системы ЧПУ для листогибочных прессов имеют в своем функционале:
База данных материалов и инструментов;
Возможность ввода этих параметров гибкости нового материала;
Автоматический расчет координат всех осей для каждой операции и оптимальной последовательности гибки, возможность изменения этой последовательности вручную;
Автоматический расчет длины детали детали;
Возможность простой регулировки угла изгиба введением полученного угла после первого гиба;
Достаточно памяти для хранения соответствующих программ;
Возможность добавления нового инструмента;
Графическое отображение последовательности изгибов, возможность графического ввода размеров получаемой детали, модели с 2D и 3D визуализацией на экране контроллера.
Наличие перечисленных функций в Листогибе с ЧПУ позволяет оператору быстро вводить и рассчитывать программы прямо на ЧПУ с минимальными затратами времени на их подготовку. Их отсутствие усложняет работу, увеличивает время, затрачиваемое на подготовку программ управления и выполнение контрольной фантастики.
Listogibe Press с ЧПУ (Листогиб с ЧПУ) позволяет производить очень точные, с оптимальными темпами затрат времени и энергии и — что важно в первую очередь — высокое качество получаемого продукта!
Техническая консультация поможет подобрать необходимый листогибочный пресс с ЧПУ производства ООО ЮМЗ.
Описание некоторых моделей контроллеров ЧПУ:
Компактный контроллер DELEM DA-56 Обеспечивает удобное программирование посредством двумерного графического дизайна ЧПУ DELEM (Голландия). Использование инструментов, заключенных в память, позволяет легко и быстро настраивать машину и гибко проводить испытания.
Контроллер ЧПУ оснащен сенсорными кнопками. Программа автоматически рассчитывает положения всех осей и последовательность гибки и отображает инструмент и заготовку на дисплее.
В процессе управления станком оператор с помощью управляющей программы DA-56 имеет возможность графически имитировать процесс гибки заготовки. Основные функции управления станком — это управление осями Y1, Y2, X. Вторая ось заднего упора может быть R / Z или X2.
Контроллер ЧПУ разработан по последнему слову техники и отличается гибкостью и простотой использования.
Цветной ЖК-дисплей TFT и современный интерфейс дают пользователю возможность быстро ориентироваться в программе и удобный процесс настройки параметров.
Характеристики:
- Двумерное графическое программирование
- Цветной экран 10,4 «LCD TFT
- Определение последовательности гибки
- Отсчет осевой длины
- Контроль выпуклости деталей
- Интерфейс USB для периферийных устройств
- Вспомогательный преобразователь частоты и регулятор переменного тока
- Процессор 200 МГц
- Память 32 Мб
- Память для продукта и инструмента 2 МБ
- Экономичное проектирование здания
Типовой лист:
- 7 уровней программы
- Нумерация чертежей: 20 буквенно-цифровых знаков
- Повторяемость программы: 9.999
- Количество шагов программы: Макс. 99 (последовательно)
- Повторяемость шагов: Макс. 99.
- Измерение: миллиметры / дюймы
- Подсчет обработанных деталей
- Памятка при отключении электроэнергии
- Система сообщений об ошибках
- Корпус со встроенной панелью управления
- Программируемое снижение скорости осей
- Исходный материал для программирования
- Инструмент программирования
Счетчик:
- Безопасное расстояние до инструмента
- Hiba усилия
- Обрыв на изгибе
- Регулировочная выпуклость
- Осевая длина
- Бомбардировка малым усилием
- Столкновение инструмента
- Угол коррекции
Интерфейс:
- Двунаправленный DNC RS-232C
Управление осями:
- Униполярное управление преобразователем частоты
- Двухскоростной контроль осей для переменного тока
- Оси управления y1, y2, x, z
Дополнительные функции:
- Обнаружение ошибок и неисправностей
- Выберите язык управления
- Диалог сообщений
- Помощь в системе ON-LINE
- Оптоизолированный вход / выход
Estun E200. — Контроллер специально разработан для листогибочных прессов и гильотин с использованием самых современных электронных технологий. Для управления обратным остановом и движением Punson.
Простое переключение между различными функциями, удобный интерфейс. Удобное управление и большой объем информации на экране доступны пользователю для простого программирования, настройка параметров и автоматические операции обработки становятся проще, удобнее и быстрее.
Благодаря запатентованной технологии управления ESTUN и интерфейсу CAN-Bus для подключения к серии ESTUN EDC EDC в сервосистеме переменного тока, выступления полностью воспроизводятся.
Возможность выбора языка меню между: английский / китайский, возможность выбора системы измерения между: дюйм / мм удовлетворяет различным требованиям клиентов из разных стран.
Контроллер прошел строгие испытания на электромагнитную совместимость, был сертифицирован CE и одобрен TUV Rheinland Group в Германии.
Основные характеристики:
Яркий ЖК-дисплей, 240 x 128
Позиционирование одной сторонней организацией Устранение SVP
Выбор системы измерения: дюймы / мм
Компенсация ситуации
Запоминание положения Пуинсона
Разрешенные ориентиры и запоминание положения
Достаточное место для хранения 40 программ
Многоступенчатое программирование 25 кадров (шагов) в программе
Возможность выбора между: английским меню или китайским
Управление: задний упор по оси x и перемещение по оси Y
Установить автоматическое рабочее и ускоренное движение
Счетчик гибки
Простая установка усилие
Возможность многоступенчатого программирования во время автоматической работы программы и непрерывного позиционирования
В случае сбоя питания: запоминает положение программы и параметры датчика, а также положение PUNSON
Одиночные и совмещаемые оси
Устранение винта оформление
Автоматический поиск точки отсчета 90 186 Автоматическая система, предотвращающая столкновение заднего упора с деталью
Автоматическая коррекция местоположения
Сохранение данных в памяти после выключения питания
Станки «Листогибобик», оснащенные комплексом числового программного управления (ЧПУ), обеспечивают качественную деформацию металла.Это достигается определенным алгоритмом действий, который определяется программой, заложенной в ЧПУ.
Аппаратно-программный комплекс имеет в своем составе контроллеры и пульт управления. Это дает возможность значительно снизить вероятность брака, так как простыня целест выполняется с первого раза. Сенсорный экран позволяет отслеживать ход гибки на всех этапах. Оператор, осуществляющий управление комплексом, имеет возможность устанавливать и контролировать точность и правильность выполняемых операций.
Принцип действия листового бибочного станка с ЧПУ
Действие листогибочных станков с ЧПУ разных типов принципиально ничем не отличается. На нашем сайте о функционале такого оборудования мы рассказали в статье. Необходимо лишь подчеркнуть, что без компьютера, используя только традиционно используемые в системе механики шестерни, было бы невозможно добиться столь высокой синхронности и точности в работе отдельных узлов. И, как следствие, такие высокие показатели производительности и качества готовой продукции.
Листогиб «Дурма АДР-25100».
Особенности и преимущества перед другими видами листовых нагрудников
Помимо преимуществ, упомянутых в вышеупомянутой статье, на этом типе оборудования следует выделить еще два преимущества приложения ЧПУ:
- высокая трамвайная линия;
- быстрая установка оборудования.
Травистрибуция
Travistribution обеспечивается системой безопасности, которая служит для защиты обслуживающего персонала.
К обязательным механическим атрибутам системы относятся различные ограждения (решетки, крышки и т. Д.).) и некоторые механические устройства. Например, привести машину в движение (начало опускания траверсы со скоростью «свободного падения») можно, только нажав одновременно на две разнесенные (по ширине рук) кнопки « Кнопка Пуск. При этом обе руки будут заняты, и вероятность травмы будет исключена. «Клэллс» (чаще всего настройки оборудования), в целях уменьшения рассмотрения, одна кнопка чем-то фиксировалась и нередко травмировалась кистью руки.
Введение ЧПУ сделало невозможным использование этого «изобретения». Произошло это благодаря разработке устройства лазерного контроля, которое в процессе работы проверяет наличие посторонних предметов (в том числе человеческих рук) в рабочей зоне листогиба.
Устройство работает следующим образом. Лазерные лучи образуют «контрольную плоскость» на расстоянии 3 … 5 мм от рабочего инструмента. Если при перемещении траверсы вниз в «зоне контроля» обнаружится какой-либо предмет и будет пересечен хотя бы один луч, система безопасности немедленно остановит луч и всю машину.
Листогиб «Пума 400-40».
Быстрая установка оборудования
В компьютере с ЧПУ организация производственного процесса осуществляется рабочей программой. Все параметры, необходимые для обработки деталей, вводятся в виде переменных данных, которые базовая программа использует для настройки в каждом случае.
Таким образом, реконфигурация машины заключается в том, что оператор заменяет жесткие диски и загружает их с панели управления. Только при переходе на другое изделие, когда требуется замена пуансона и матрицы, оборудование все равно работает.
«Минусы» использования Листогибов с ЧПУ
Минусов два:
- дороговизна оборудования — увеличивается на стоимость «электронных мозгов»; Требуется
- широкоэкранных кадров. Оператор должен не только хорошо разбираться в металлообработке, но и быть «на руку» с компьютерной техникой.
Листогиб «Турбобенд-Рунг-01».
Популярные модели
Наибольшей популярностью пользуются следующие модели листогибочных станков с ЧПУ:
- листогибе машины марки «Дурма» модели «АДР-25100»;
- листогиб марки «турбогиб» марки «Рунг 01»;
- станок «Пума 400-40»
Приобрести листогибочный станок .
Современное производственное оборудование В большинстве случаев в него обязательно будет входить листогибочный пресс с ЧПУ: такие машины позволяют гибко, быстро, точно и с минимальными затратами, а также временно и с финансовой точки зрения изгибать металлические заготовки. Среди продукции, производимой компаниями Durma (Турция), специалисты рекомендуют обратить внимание на AD-R, отличающиеся универсальностью работы и высокой точностью операций.
Гибочный пресс с ЧПУ
экономичныйПродукция марки Durma рассчитана на самый широкий круг покупателей, поэтому особое внимание компания уделяет более дешевому оборудованию, которое пользуется наибольшим спросом.В рамках этой программы турецкие конструкторы также разработали пресс линейки AD-R.
Листогибобиковый (гибочный) пресс с ЧПУ DURMA:
- Настоящие инновации
- Сочетание эффективности, доступности и простоты
- Лучшее соотношение «Конкуренция работы / стоимости оборудования» в конкурентном ряду
- Интуитивное управление ЧПУ
- Специальная конструкция блока управления и программное обеспечение Обеспечьте простоту настройки оборудования, а управление станет возможным даже для неподготовленных рабочих.
- Превосходное качество Hiba, легко вводить значение угла hibe и другие операции
- Прочная литая конструкция — отличительный знак Durma Equipment
- Работа проста и удобна во всех отношениях.
- Увеличенный «клиренс» и общее рабочее пространство оптимизируют работу со сложными многочисленными упорами
- Разработан и изготовлен для низкого ценового сегмента рынка, при этом соответствует классу «Премиум».
- практически не имеет ограничений по сложности обрабатываемых заготовок;
- отличается высоким уровнем функциональности;
- относится к категории высокодоходного оборудования;
- имеет безупречный уровень качества и все необходимые гарантии производителя.
Пресс гибочный гидравлический синхронизированный DURMA AD-R из серии Economy стал успешным развитием модели AD-E. Агрегат предназначен для широкого круга клиентов, желающих свести к минимуму количество функций управления. В новой серии прессов обработка листа ведется по программе, которую формирует непосредственно оператор, осуществляющий последующий контроль за ее развитием. Основные программируемые операции — скорость подхода, скорость возврата и рабочий ход.Таким образом, качество готового изделия значительно повышается за счет устранения деформаций в зоне изгиба, если указать режим движения ползунка вверх на малой скорости с последующей остановкой и переходом в состояние ожидания. При работе с нержавеющей сталью и некоторыми другими необычными материалами полезно программировать выдержку снизу или задержку. Для этих целей в стандартный набор прессов AD-R входит контроллер CNC Easy.
У всех представителей семейства гидравлических гибочных прессов DURMA AD-R под управлением ЧПУ есть три оси: x — позиционирование заднего упора, Y1 и Y2 — движение ползуна.Процесс программирования контроллера максимально упрощен и осуществляется с пульта управления, за счет чего значительно сокращается время на изготовление детали. Получив исходную информацию о размерах изделия и последовательности технологических операций, ЧПУ самостоятельно рассчитывает угол изгиба, начальное и конечное положения ползуна и заднего упора, а также их перемещение по осям.
По желанию Заказчика комплект Basic Press Press AD-R может быть дополнен настольной системой компенсации прогиба (с автоматическим управлением или ручным управлением), связанной с графическим монитором CNC Easy Color и схемой определения последовательности операций гибкого и лист повороты.
Гидравлические прессы серии Дурма-Д имеют автоматическую калибровку, что позволяет изготавливать на них прецизионные изделия с точностью позиционирования до 0,05 мм. Гидравлика агрегата оснащена комплектующими производства Bosch, а его электрическая часть построена на элементах Omron, Telemecanique и Siemens.
Продукция с торговой маркой Durma завоевала популярность в России благодаря высочайшей ответственности производителя за выполнение договорных обязательств, современной системе гарантийного и послегарантийного обслуживания и наиболее оптимальной в своем сегменте рынка по соотношению качества и цены. .
Базовые компоненты стандартной комплектации | |
Направляющие верхней балки | Увеличенный ход, просвет и глубина подачи |
| Двойные направляющие повышают точность перемещения верхней балки | Рабочее пространство на станках серии AD-R увеличено, что значительно облегчило работу и сократило время производственного цикла |
Перемещение моторизованной оси X осей управляется ЧПУ | Передняя опора |
| Высота заднего упора (ось R) выставляется вручную. Глубина позиционирования пальцевых блоков рассчитывается ЧПУ. Разгрузка заднего упора — стандартная функция, обеспечивающая точность позиционирования. Блоки пальцев перемещаются по линейным направляющим на подшипниках | Передняя опора быстро устанавливается на линейные направляющие и шаровые опоры, что позволяет легко перемещать заготовку в горизонтальной плоскости |
Крепежный инструмент | |
Murlet Multi-V | Быстро компенсированный зажим |
| Эта система крепления инструмента позволяет соблюдать четкую параллельность. | |
Системы безопасности соответствуют стандартам CE | |
| Машина может быть оборудована дополнительными системами защиты в соответствии с CE | |
Легкая гибка Durma CNC | |
| Более эффективное и надежное управление, чем в серийных машинах Время обучения 5 минут Более производительно, чем у аналогов Более прибыльно, чем у аналогичных машин Меньше затрат на обслуживание, чем у серийных машин Упрощенный экран с меньшим количеством кнопок Легко в управлении Не требует дополнительных перепрограммирование Полный контроль над всеми этапами гибки Параметры инструмента уже прописаны в памяти. Возможность настройки процесса Интерфейс USB Простая модернизация | |
Durma Cnc Advantage. | |
| Монитор диагональю 19 см с 2-х мерным сканированием на рабочем экране Легкие настройки гибки Автоматическое определение гибкой последовательности Полный расчет размеров и деталей Система безопасности OPLINE SOFTWARE (программирование и настройка компонентов машины) Компенсация отклонения стола с электроприводом Управление вводом / выводом Тандемная работа Интерфейс USB для резервного копирования и восстановления программ, настроек инструментов, параметров Бесплатная поддержка 85 программ (до 12 шагов каждая) Обеспечение на диске или другом носителе | |
DNC 880s — ЧПУ 2D | |
| DNC 8805 — Контроллер, разработанный специально для гибочного оборудования Используется как на полностью синхронизированных станках, так и на серийных станках с упрощенной системой управления с электрическим или гидравлическим двигателем. DNC 880s — скорость скорости при конкурентоспособной цене, отличается компактным дизайном Цветной экран с диагональю 25 см Отражение процесса гибкого реального времени на 2-х мерном экране Windows XP предустановлена для управления задачами и данными Связь с внешними устройствами через порт USB для резервного копирования данных. Более 20 доступных языков | |
Стандартное оборудование | Дополнительные дополнения |
|
|
Технические характеристики
Прессы Pastogibobic серии AD-R от 1250 мм.до 3050 мм.
| Серия AD-R | Установка Измерения | 1260 | 30100 | 30135 | 30175 | 30220 | 30320 | |||
| Рабочее усилие | Тонны | 60 | 60 | 100 | 100 | 135 | 175 | 220 | 320 | |
| Рабочая длина | (А) | мМ. | 1250 | 2050 | 2550 | 3050 | 3050 | 3050 | 3050 | 3050 |
| Расстояние между опорами | (В) | мМ. | 1050 | 1700 | 2200 | 2600 | 2600 | 2600 | 2600 | 2600 |
| мм / с | 75 | 200 | 180 | 180 | 160 | 120 | 120 | 100 | ||
| Рабочая скорость по оси Y | мм / с | 9 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | |
| мм / с | 50 | 120 | 120 | 120 | 120 | 100 | 100 | 100 | ||
| Умный | (Д) | мМ. | 370 | 530 | 530 | 530 | 530 | 530 | 530 | 630 |
| Ширина стола | (Г) | мМ. | 104 | 104 | 104 | 104 | 104 | 104 | 104 | 154 |
| Высота стола | (Ж) | мМ. | 828 | 900 | 900 | 900 | 900 | 900 | 900 | 900 |
| Перемещение | (К) | мМ. | 160 | 265 | 265 | 265 | 265 | 265 | 265 | 365 |
| Глубина подачи листьев | (E) | мМ. | 350 | 410 | 410 | 410 | 410 | 410 | 410 | 410 |
| Стержни опорные | пКл. | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| пКл. | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||
| Корневая скорость по оси x | мм / с | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | |
| ось H | мМ. | 430 | 430 | 650 | 650 | 650 | 650 | 650 | 650 | |
| Мощность двигателя | кВт | 4 | 7,5 | 11 | 11 | 15 | 18,5 | 22 | 37 | |
| Емкость масляного бака | Л. | 60 | 100 | 100 | 100 | 150 | 250 | 250 | 250 | |
| Длина | (L) | мМ. | 2100 | 3300 | 3800 | 4200 | 4200 | 4350 | 4250 | 4300 |
| Ширина | (Вт) | мМ. | 1250 | 1650 | 1670 | 1670 | 1680 | 1700 | 1770 | 1820 |
| Высота | (В) | мМ. | 2400 | 2750 | 2750 | 2750 | 2750 | 2750 | 2750 | 3230 |
| Масса | кг | 3200 | 6100 | 8650 | 9250 | 10250 | 11250 | 12250 | 17250 |
Технические условия
Листогибобные прессы серии AD-R от 3700 мм.до 6050 мм.
| Серия AD-R | Установка Измерения | 37175 | 37220 | 40175 | 40220 | 40320 | 40400 | 60220 | 60320 | 60400 | |
| Рабочее усилие | Тонны | 175 | 220 | 175 | 220 | 320 | 400 | 220 | 320 | 400 | |
| Рабочая длина | (А) | мМ. | 3700 | 3700 | 4050 | 4050 | 4050 | 4050 | 6050 | 6050 | 6050 |
| Расстояние между опорами | (В) | мМ. | 3100 | 3100 | 3600 | 3600 | 3600 | 3400 | 5100 | 5100 | 5100 |
| Скорость по оси Y в ускоренном режиме | мм / с | 120 | 120 | 120 | 120 | 100 | 100 | 100 | 100 | 100 | |
| Рабочая скорость по оси Y | мм / с | 10 | 10 | 10 | 10 | 10 | 8 | 10 | 10 | 8 | |
| Скорость возврата по оси Y | мм / с | 100 | 100 | 100 | 100 | 100 | 80 | 100 | 100 | 80 | |
| Умный | (Д) | мМ. | 530 | 530 | 530 | 530 | 630 | 630 | 530 | 630 | 630 |
| Ширина стола | (Г) | мМ. | 104 | 104 | 104 | 104 | 154 | 154 | 154 | 154 | 154 |
| Высота стола | (Ж) | мМ. | 900 | 900 | 900 | 900 | 900 | 1040 | 1100 | 1100 | 1220 |
| Перемещение | (К) | мМ. | 265 | 265 | 265 | 265 | 365 | 365 | 365 | 365 | 365 |
| Глубина подачи листьев | (E) | мМ. | 410 | 410 | 410 | 410 | 410 | 510 | 410 | 410 | 510 |
| Стержни опорные | пКл. | 2 | 2 | 2 | 2 | 2 | 2 | 4 | 4 | 4 | |
| Количество пальцев в заднем упоре | пКл. | 2 | 2 | 2 | 2 | 2 | 2 | 4 | 4 | 4 | |
| Корневая скорость по оси x | мм / с | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | |
| ось H | мМ. | 650 | 650 | 650 | 650 | 650 | 750 | 750 | 750 | 750 | |
| Мощность двигателя | кВт | 18,5 | 22 | 18,5 | 22 | 37 | 37 | 22 | 37 | 37 | |
| Емкость масляного бака | Л. | 250 | 250 | 250 | 250 | 250 | 450 | 250 | 250 | 500 | |
| Длина | (L) | мМ. | 4950 | 4950 | 5250 | 5250 | 5300 | 5750 | 7500 | 7500 | 7500 |
| Ширина | (Вт) | мМ. | 1700 | 1770 | 1700 | 1770 | 1910 | 2110 | 1770 | 1910 | 2110 |
| Высота | (В) | мМ. | 2900 | 2900 | 2750 | 2900 | 3230 | 3540 | 3250 | 3450 | 3710 |
| Масса | кг | 17250 | 14100 | 12850 | 14750 | 20750 | 26750 | 20590 | 28250 | 35750 |
Durma проводит последовательную политику удешевления оборудования для производства основных видов продукции.Линия прессов AD-R была разработана дизайнерами предприятия в рамках этой программы.
ПрессВертикальный Листогиб не имеет ограничений по сложности обрабатываемой продукции, сочетает в себе высокую функциональность и безусловную экономичность. Внедряя оборудование на российский рынок, Durma предлагает заказчику оптимальное соотношение цены, гарантии качества и комфортные варианты.
Гидравлический листогиб применяется на различных производственных предприятиях. Для гибки листового металла по холодной технологии с четким соблюдением заданных углов изгиба.
1 Как появились гидравлические листогибочные машины?
Изначально мировая промышленность производила механический и ручной тип. Они были просты и надежны в эксплуатации, имели простую конструкцию и не требовали чрезмерных затрат на их изготовление. Понятно, что он не обеспечивал должной точности сгибания, и даже для его использования приходилось использовать значительную физическую силу. Масса недочетов тоже была от механического оборудования:
- высокая степень вибрации и шума при работе; Произведено
- мелких качественных товаров;
- повышенный риск травмирования оператора установки;
- высокое потребление электроэнергии;
- затруднений с необходимостью заправки машин.
Одновременно с механическими прессами для гибки металлических заготовок стало применяться пневматическое оборудование. Эксплуатировался он довольно ограниченно, так как для работы таких агрегатов необходимо было подводить к ним сжатый воздух по специальной магистрали. И сила нагрузки, которую они могли обеспечить, была относительно небольшой.
Настоящим прорывом в изгибе листового металла стало появление в середине 20 века гидравлических прессов, которые отличались низким потреблением электроэнергии, высоким уровнем безопасности работы, практически безупречной надежностью и отличным качеством продукции.
За последние годы стандартный гидравлический листогибочный пресс претерпел множество изменений. В наши дни он оснащен инновационными приспособлениями и механизмами, которые значительно облегчают процедуру сгибания металлических заготовок. К ним относятся следующие адаптации и разработки:
- ,
- — графический пользовательский интерфейс, который позволяет определять управление станком, чтобы станок определять и устанавливать последовательность гибки;
- оборудование для настройки электронных устройств Traverse;
- защита оператора от травм;
- Контрольные индикаторы hibe.
Перечислить современное нестандартное оборудование, устанавливаемое на лиственные гидросистемы, можно достаточно долго. Мы еще поговорим о многих особых механизмах и тонкостях использования листогибочных станков с ЧПУ, охарактеризовав их популярные марки.
2 Общие сведения об установках и принципе их работы
Описанное оборудование обычно применяется на производстве в следующих ситуациях:
- для получения идеального качества и точности изделий;
- как один из этапов процесса промышленной обработки металлических заготовок толщиной 3.5 миллиметров;
- для быстрой и недорогой гибки листовых листов толщиной менее 3,5 миллиметров;
- при выполнении однотипных операций гибки (когда настройки инструмента не нужно менять слишком часто).
Листогибы по гидравлике бывают стационарные и мобильные. Первые используются в одном месте, они могут обрабатывать большие объемы металла. А второй, мобильный, позволял эксплуатировать разные объекты. Как правило, их приобретают небольшие компании-производители.И первый, и второй одновременно работают от энергии гидроцилиндров, что избавляет от необходимости прилагать усилия со стороны оператора листо-биборальной машины.
Суть работы описываемого оборудования заключается в обеспечении заданных значений хода (рабочей) траверсы установки и необходимого усилия. Под траверсой понимают жесткую стальную балку. Устанавливается на приспособления для определенных режимов гибки с учетом характеристик обрабатываемой детали.
Траверса движется под постоянным контролем специальных линейных датчиков. Обычно на листовой из них устанавливают две штуки (одна «следит» за правой стороной балки, другая — за левой), что гарантирует равномерность хода траверсы. На большинстве станков для гибкости, кроме того, установлен задний программируемый упор. Он позволяет получить гибкую металлическую кромку с определенными геометрическими величинами.
Листогибы на гидроцилиндрах сегодня считаются незаменимыми при производстве материалов для изготовления корпусов, электронных изделий, устройств и бытового оборудования, транспортных средств и специальных транспортных средств. Они также необходимы для изготовления гнутых изделий, используемых в станках и станках. Гидравлические листогибочные станки при установке дополнительных механизмов без проблем обрабатывают разные диаметры цилиндрических и конических поверхностей.
3 Алгоритм Metal Hibin на листогибах с гидроцилиндрами
Технология обработки листовых заготовок на рассматриваемом оборудовании не представляет особых сложностей. При этом обеспечивает максимальную производительность гибки листа и высокую безопасность работы.
В целом процесс сгибания заготовок на интересующих нас агрегатах осуществляется в семь этапов:
Листогибы с механизмами расширения, конечно, могут работать с некоторыми дополнительными ступенями. Но сама гибка металлических изделий выполняется именно по описанному алгоритму.
Добавляем, что обработка заготовок на листах гидроцилиндров описывается тремя основными параметрами — рабочей длиной станка, мощностью развиваемой нагрузки на деталь, производительностью за определенное время, а также несколькими дополнительными характеристиками. (расстояние между агрегатными стойками, скорость выполнения операций, амплитуда, с которой может перемещаться траверс и др.).
4 Станок ЛГСГ-28 — Краткое описание
Пресс ЛГСГ-28 Липецкий комбинат по производству профографической спецтехники пользуется большой популярностью у российских компаний, которые занимаются производством различных и уголков, а также другой продукции для строительная индустрия. Эта установка способна обрабатывать с максимальной эффективностью. листовой металл толщиной до 3 миллиметров и длиной до 2,5 метров.
- незначительный шум при работе;
- элементарный контроль;
- отличное соотношение функциональности и стоимости;
- низкое потребление электроэнергии;
- возможность гибкой работы в ручном и полностью автоматическом режимах;
- довольно высокая универсальность.
LGSG-28 Разработана на изгиб до 20 тонн, обеспечивает угол изгиба — до 105 градусов. Габаритные размеры машины — 280 на 80 на 200 сантиметров при весе около 2 тысяч килограмм. Это оборудование позволяет получить минимальный изгиб на уровне четырех сантиметров.
Следует отметить, что LGSG-28 ломается крайне редко. Но даже в ситуациях, когда возникает необходимость его ремонта (замена узлов, естественно, вышла из строя), проблем у пользователей с «обновлением» не возникает.Липецкий завод производит полный спектр запчастей к своему листогибу.
5 Обзор листогибочных прессов с числовым программным управлением
Гидравлические агрегаты для гибки металлов в наши дни оснащены системами ЧПУ. Такое оборудование отличается особой точностью и оперативностью работы. На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции расскажем немного подробнее.
Популярный лиственный португальский бренд Adira. изготовлен в городе Порту. Российские предприятия Закупают оборудование серии PH (модели 16060, 30060, 40070, 50070, 60060, 110080, 135070 и др.), Которое комплектуется двигателями разной мощности (от 15 до 110 кВт), скорости гибки (от 6,5 до 10 кВт). мм / с) и усилие прессования (от 160 до 2000 тонн). Все это характеризуется еще и эксплуатационными преимуществами:
- компактные размеры гидростанций;
- стабилизированная моноблочная прочная траверса;
- наличие двух серволапанов с автоматическим управлением;
- гидравлическая и электрическая защита от перегрузки;
- простая настройка опускания траверсы и программирование всего без исключения технологического процесса;
- высокопроизводительных числовых контроллеров цвета с русификацией;
- мощный упор (задний) с четырьмя управляемыми осями.
Также хорошо известны агрегаты под маркой Metalmaster (модели 2563K, HPJ-K 1340, 2580, 32200), обладающие большим функционалом, надежной гидравликой, современным оборудованием и конструкцией из термически обработанных сварных деталей. Эти листогибы управляются числовым комплексом Estun. , позволяющий выполнять пошаговое программирование любого количества рабочих операций в дюймовой и метрической системе координат.
Чертежи бампера от трубы на Ниву 2121.Как сделать силовой бампер на Ниву
Некоторые автолюбители, используя всевозможные установки, пытаются сделать свою машину более привлекательной и стремительной. Однако накладки от брендовых производителей стоят не так уж и дешево, а потому позволить себе такую роскошь может далеко не каждый.
Но при желании еще можно кое-что из этого сделать своими руками, например силовой бампер на «Ниву». В тех случаях, когда вы знаете все требуемые размеры, а под рукой требуемый материал и инструмент, справиться с этой задачей будет не так уж и сложно.
При желании можно сделать не только передний силовой бампер, но и задний. Кроме того, есть еще варианты усиленного радиатора, крыши и порогов.
Как сделать силовой бампер для Нивы своими руками?
Прежде всего, нам нужно найти наиболее подходящее место для работы. Лучше конечно делать это на даче или в собственном гараже.
Вам понадобится:
- Металл толщиной от 2 до 3 мм.
- Круглая труба. В этом случае можно использовать коробчатую балку, аналогичную той, что составляет каркас автомобиля.
- Горелка газовая.
- Сварочный аппарат.
- Трубогиб.
- Дрель.
- Обычные ножницы и ножницы по металлу.
- Скотч.
- Картон.
Предварительная подготовка
Сначала снимаем все накладные элементы с места установки силового бампера. Но убрав мешающие элементы, можно все замерить и сделать макет на бумаге.В этом случае я также хотел бы отметить тот факт, что чертежи более пространственной структуры лучше всего делать в одной из следующих программ: AutoCad, Katina, Solid Works или Compass. Но надо признать, что пользоваться этими программами могут далеко не все. В этом случае, когда мы тщательно все измеряем, мы делаем это на бумаге.
Выкройку можно сделать из картона ножницами и скотчем. Вырезаем каждую деталь, примеряем и соединяем с остальными. В этом случае мы внимательно проверяем размер и расположение деталей.Все должно быть выполнено аккуратно и симметрично.
Лонжероны нуждаются в усилении
Перед установкой силового бампера на Нива-2121 или Нива Шевроле также необходимо учесть тот факт, что за счет этой детали автомобиль (в зависимости от веса и количества труб) станет тяжелее примерно на 15-25. кг. Поэтому перед установкой такого нововведения рекомендую также изучить прочность каркаса. Не исключено, что также потребуется усиление жесткости конструкции.
Прикрепляем пластины к выступающим частям лонжеронов, которые при затяжке предотвратят деформацию. Также рекомендуется перед установкой покрыть эти детали антикоррозийным составом. Установленные пластины удержат готовый бампер.
Сборка рамы
В соответствии с готовой бумажной выкройкой из листового металла вырезаем пазы и каркас. В этом случае загибаем бока. Но для того, чтобы проделать отверстия и прорези, можно использовать (в зависимости от толщины металла) газовую горелку, дрель или ножницы.Окончательную форму изделия мы получаем только после сварки отдельных деталей.
В тех случаях, когда каркас будет из труб прямоугольного сечения, то их нужно будет вырезать изнутри, а затем согнуть в соответствии с картонной заготовкой. Сначала соединяем все части центральной поперечины, после чего бока. Свариваем все детали, а затем аккуратно прикрепляем готовый каркас к пластинам.
Дополнительные детали силового бампера, которые придадут ему более оригинальный вид, можно изготовить на трубогибе.Этот инструмент можно использовать для придания более точной формы трубам с круглым поперечным сечением. Но сделать это можно и по-другому: обычной газовой горелкой аккуратно согните материал по оси изгиба, но концы труб направьте в нужную сторону. В этом случае также необходимо следить за тем, чтобы материал не выгорел, так как в этом случае появятся дыры.
Если в вашем случае предусмотрены П-образные элементы для защиты радиатора автомобиля, то также делаем отверстия для них в основании рамы.И элементы этого типа можно закрепить с помощью сварочного аппарата.
Покраска готовой продукции
Для придания силового бампера «Нива Шевроле» или «Нива-2121» более презентабельного вида его тоже нужно покрасить. И все проделанные отверстия обрабатываем специальным инструментом, который защищает их от разрушения.
К выбору антикоррозионного состава нужно подойти со всей ответственностью, так как от его качества будет зависеть срок службы самого каркаса. А потом еще и раскрашиваем.Затем покрываем лаком с консервантом.
В противном случае, по прошествии определенного времени, вы рискуете увидеть ржавчину, разъедающую кузов автомобиля вместо оригинальной конструкции силового бампера.
Заключение
Сделать силовой бампер для автомобиля может практически каждый. Главное, чтобы у вас был весь необходимый инструмент и материал, но при этом естественно придерживаться основных правил.
Перед изготовлением силового бампера на Шевроле Нива рекомендуется подготовить схемы будущей конструкции. На эскизах отметьте габариты изделия. Это поможет в дальнейшей работе.
Рекомендации специалистов по установке бампера на Шевроле
- Рассчитайте вес бампера на автомобиле Шевроле Нива. Если значение этого показателя высокое, то потребуется установка новых амортизаторов.
- Предусмотреть место для установки дополнительных осветительных приборов и лебедки.
Установка силового бампера осуществляется с учетом действующего законодательства РФ.В этом случае у владельца Нивы Шевроле должно быть разрешение на установку и сертификат усиленной конструкции.
Готовый передний бампер «РИФ» оборудован интегрированной площадкой для лебедки. Благодаря наличию ребер жесткости водитель может использовать Hi-Jack. При необходимости можно сделать алюминиевый задний бампер для Шевроле Нива.
Чтобы сделать усиленный бампер для «Нивы» своими руками, понадобится металл, рулетка, сварка, болты. При изготовлении конструкции рекомендуется соблюдать технику безопасности.Для самостоятельного расчета габаритов обвеса на Шевроле Нива воспользуемся графическим редактором … Конструкция сделана из металла толщиной 3-4 мм. Для этого используйте кусок металлической трубы или швеллера под углом 40 °.
Затем снимается решетка бампера. Следующим шагом будет усиление передних лонжеронов, на которые мы будем монтировать новый обвес. Для этого можно использовать вставки. Разметьте и просверлите монтажные отверстия в изготовленных боковых пластинах. Если элементы конструкции готовы, то выполняется первоначальная сборка обвеса.
Вам понадобится сварочный аппарат, чтобы закрепить самодельные перекладины между колодками. Для крепления усиленного бампера на автомобиль Шевроле Нива применяется тяговый механизм без шаблона. Затем привариваем колодку. Для установки и крепления лебедки к готовому основанию просверливаем отверстия (под болты М12). Получившиеся швы отбиваем от шлака, а конструкция покрывается антикоррозионным составом и грунтовкой. Конструкция, устанавливаемая на Шевроле Нива, проходит испытания на прочность.
Модификация автомобиля ВАЗ 2121
Для изготовления бампера «Нива» 2121 своими руками рекомендуется:
- готовим кузов и макет обвеса;
- смонтировать конструкцию;
- покраска готового изделия.
Предварительно определитесь с размерами обвеса. Для его изготовления потребуется купить круглые трубы и швеллеры, лист металла (толщиной 2 мм). Тюнинг начинается с разборки передней части автомобиля «Нива» 2121. Рекомендуется снять заводской бампер и накладки, расположенные в месте установки будущей конструкции.
Следующий этап — создание макета будущего «кенгурятника». По возможности используем специальную компьютерную программу или картон с лентой.Полученная модель проверяется на симметрию. Затем укрепить лонжероны ВАЗ 2121 металлическими пластинами (во избежание деформации). Мы предварительно обрабатываем этот расходный материал специальным антикоррозионным средством.
Для врезки элементов усилителя понадобится дрель, ножницы по металлу или газовая горелка. Для придания обвесу законченного вида используется сварка. Если каркас собирался из прямоугольных профилей, то внутри каркаса делаются надрезы. Изделие сгибается с учетом параметров картонной раскладки.Сначала соединяем элементы основной детали, а затем привариваем боковые части. Устанавливаем на плиты металлический каркас.
Если каркас изготовлен из металлической трубы, то его гнут с помощью горелки. Рама собрана, сварена и установлена на «Нива» 2121. Собранный «кенгурятник» необходимо покрасить. Предварительно конструкция на ВАЗ 2121 очищена от следов сварки. Для окрашивания можно использовать порошковую краску.
При отсутствии опыта работы со сварочным аппаратом на ВАЗ 2121 может быть установлен заводской усиленный бампер.
Выбор производителя основан на личных предпочтениях и отзывах водителей.
Недавно написал о том, что купил фаркоп. О том, что задняя часть надежно крепится к поперечному лонжерону, я знал еще до покупки, а вот что передок — к алюминиевому бамперу я узнал только после примерки. Такое крепление меня совершенно не устраивало. Естественно было принято решение усилить бампер.
0: 845Нашли 3-х метровый канал 75 х 50 мм и толщиной 4 мм.Размеры позволили ввести швеллер под заводской бампер.
0: 1043 1: 1550 1: 1560Буксирный крюк окрашен.
1: 1594
Вывешивание, сушка.
2:30
Это наш материал.
3: 572
Отрезал, примерь.
4: 1120
Пока отец резал канал, я полностью разобрал бампер.
5: 1728
Чтобы силовая конструкция не торчала из-под бампера, швеллер был разрезан в 2-х местах, затем загнут, повторяя форму бампера.Забегая вперед, скажу, что это была самая большая ошибка.
6: 333
Вот такая заготовка получилась.
7: 902
Крепится на бампер.
8: 1452
Зажимаем всю конструкцию тисом
10: 568
И просверливаем дырочки сквозь все дырочки.
11: 1143
Делаем отверстия крепления бампера 11 мм, под болты 10.
12: 1760
Получается потихоньку.
13:45
Родные болты крепления бампера 8 мм короткие для стяжки и, конечно же, водянистые.
14: 728
Вырубить их
15: 1260
Убираем
16: 1787
И привариваем 10 более длинных болтов.
17:70
Как было.
18: 607
Это болты.
19: 1147После обеда, выполнив основные работы (как мы и думали), мы решили перед покраской прикрутить всю конструкцию на место и разметить отверстия под крепления фаркопа.
19: 1462
Когда все уже доставлено.
20: 2019
Канал немного выходит за внутренний край бампера.
21: 618
Крепление фаркопа к швеллею, через штатный бампер.Вид снизу.
22: 1252 После сборки всей конструкции и прикручивания ее на место, мы прикрутили задний конец буксирного крюка к стандартным креплениям с помощью 10 болтов, затем прикрепили передний конец снизу к нашей силовой конструкции и обнаружили, что отверстия для буксирного крюка не доходят до или Я вообще не дошел до канала. Разбираем наш силовой бампер, загнутый швеллер складываем в сторону, отрезаем точно так же, как в самом начале.
Далее, нигде не загибая, снова вставляем внутрь бампера, просверливаем сквозные отверстия, снова собираем всю конструкцию и прикручиваем на место, по ходу корректируя все.Во втором варианте прямой канал, если смотреть сверху, выходил за внутренние размеры заводского бампера, но, прикрепив ближний край фаркопа, мы увидели, что его отверстия как раз получаются посередине нижней плоскости канал.
Разметив отверстия для крепления фаркопа на швелле, снимаем и снова разбираем всю конструкцию. Просверливаем 4 отверстия под 10 болтов для фаркопа, затем красим швеллер в несколько слоев, привариваем болты крепления бампера на пластине и еще несколько очищенных мест, где были следы коррозии на этой же пластине, предварительно сняв резину группа.
Подождав минут 20, пока краска хоть немного подсохнет, уже в темноте при свете лампочки и фонариков ставим все на место. Все уже идеально подошло. Теперь фаркоп имеет надежное нормальное крепление и получился довольно крепкий, почти силовой задний бампер.
Кстати, пока краска сохла, 1-й вариант швеллера приделали к переднему бамперу. Я думаю, он должен идеально подходить и ничего не должно быть видно, если можно что-то немного согнуть, нужно просто просверлить новые отверстия.Так что теперь у меня также почти готов передний силовой бампер, но его уже можно улучшить круче, сделав боковые клыки, также спрятав их под заводским бампером, но это все до весны.
22: 740
Вот такой косяк получился. На фото силовая конструкция без заводского бампера полностью прикручена к клыкам крепления бампера, а крепление фаркопа до него практически не доходит.
23: 1588
Покрашен уже в сумерках, 2-й вариант силового бампера.Высыхает.
24: 119Изготовление и установка силовых отбойников для НИВА
.Ну вот и машина на ходу, теперь встал вопрос о надежных силовых бамперах, за которые можно поднять угонщиком, заморочить буксирные проушины, воткнуть лебедку.
24: 520 Где-то в голове родилась идея, как это должно выглядеть.
Потом была куплена профильная труба 230см 120х120х4мм.
Купил уже отрезанный кусок — в самый раз получилось
25: 1353Дополнительно запасся надежным уголком, трубами и приступил к творческому процессу.
25: 1501
Патрубки бампера
26:68
Один из множества фитингов
27: 622Профильная труба разрезана пополам. Каждая половина позже стала бампером.
27: 795
Для придания формы — профиль был разрезан, отварен, зачищен …
28: 1401
Установка углов бампера на автомобиле
29: 1972
И снова нарезка, приготовление, зачистка
30:57Буксирные проушины от рым-болта были приварены к бамперу, с другой стороны, все это прикручено к патрубкам кронштейна.
30: 286
Бампер, вид из угла
31: 830
Бампер, вид сбоку
32: 1373Дополнительно для придания конструкции жесткости было сделано дополнительное крепление от фаркопа.
32: 1572
Бывший фаркоп прикручен непосредственно к бамперу
33:96
А к кронштейнам труб
34: 648
Вот как это выглядит снизу
35: 1207В итоге все было покрыто антикоррозийной грунтовкой.
35: 1317
Грунт матовый черный
36: 1874После этого начал лепить передний бампер с креплением лебедки. Пандус лебедки решил сразу «утонуть в забое»
36: 2085
Отрезанная часть фартука
37: 552Выбрал для площадки уголок 75х75х6. Кстати, как раз ровно встала в отрезанной части фартука.
37: 720
Монтаж лебедки на автомобиле
38: 1280Рым-болты были также приварены к переднему бамперу.
38: 1369
Все приспособлено друг к другу
39: 1948Для дополнительного соединения лебедки с корпусом, а точнее с балкой была сделана защита картера, которая одним концом привинчивается к приваренным к балке ушкам, а другим концом прикручивается к платформе лебедки и сама лебедка.
39: 2349
Защитный кожух картера из труб
40: 575Все это тоже было тщательно покрыто антикоррозийной грунтовкой.
40: 704
Грунт матовый черный
41: 1261В дальнейшем ала-кунгуру достроят для добавления дополнительного света. Основная задача заключалась в том, чтобы сделать его максимально точным и, конечно же, надежным.
41: 1545
Кенгуру с дополнительной подсветкой
42:40По весу были получены следующие цифры:
42: 109 Перед: (всего 33 кг. Без лебедки)
Пандус для лебедки — 15кг.
Защита картера — 8кг.
Бампер — 10 кг.
Зад: (всего 37 кг.)
Фаркоп — 9 кг.
Кронштейны для крепления бампера — 5,5 кг x 2 шт.
Бампер — 17 кг
https://www.drive2.ru/l/5016282/, https://www.drive2.ru/l/5016782/, https://www.drive2.ru/l/288230376152337904/
44: 1571 71249Выбор по характеристикам:
Сортировать по: параметрам, коду, цене Показать: все товары только в наличии Switch view:
Код: 10.134.01
Производитель: OJEEP
Комплект кронштейнов для бамперов 03.122.NN, 03.130.NN при стандартном положении кузова.
Цена: 4000 1500 руб.
В наличии 2
Код: 10.110.02
Производитель: OJEEP
Комплект скоб для установки бампера 03.104.NN с подъемником кузова 50мм
Цена: 3 500 1900 руб.
В наличии 1
Код: UPL-PATRIOT
Производитель: 4x4sport
Площадка для установки лебедок серии ДВ-6000л, ДВ-9, Уплотнение 9.5, ДВ-12 фара для УАЗ ПАТРИОТ
Цена: 2 800 руб.
В наличии> 5
Код: 12.208.01
Производитель: OJEEP
Комплект решеток защитных фар (2 шт) на Nissan Patrol Y 61 (рестайлинг) (02.009.NN)
Цена: 2900 1500 руб.
В наличии 1
Код: 10.111.01
Производитель: OJEEP
Комплект кронштейнов бампера 03.101.NN со стандартным положением кузова (без подъемника кузова).
Цена: 1
0 руб.В наличии 3
Код: 10.106.02
Производитель: OJEEP
Комплект скоб для установки бампера 03.104.NN со стандартным или 65 мм подъемным кузовом
Цена: 3 500 1900 руб.
В наличии 4
Код: 10.113.01
Производитель: OJEEP
Комплект скоб для установки бампера 03.101.NN с подъемником кузова 65мм на УАЗ 3741, 3909, 2206, 3962.
Цена: 4000 1500 руб.
В наличии 2
Код: 10.129.02
Производитель: OJEEP
Комплект скоб для установки бампера 03.110.NN с подъемником кузова 65 мм на УАЗ Патриот (03.110.NN, 03.111.NN)
Цена: 4 500 1900 руб.
В наличии 1
Код: 14.006.01
Производитель: OJEEP
Комплект скоб для установки штатных ПТФ (Патриот) или фар Wesem 4HM (2 шт.)
Цена: 1
В наличии 2
Код: 03.121.03
Производитель: OJEEP
Задний силовой бампер OJ с одной калиткой для запасного колеса и второй для дополнительного оборудования (вторая запаска, кронштейны канистр, лестница и т. Д.)). Отверстия для дополнительных фонарей Hella, упоры для домкрата, алюминиевая накладка, буксирные проушины, квадрат 50×50, рамка NZ с подсветкой. Лифт: стандартный. Вес 98кг.
Цена: 61700 39 990 руб.
В наличии 1
Код: RIFTRT-44000
Производитель: RIF
Цена: 2010 руб.
В наличии от 1 до 5 шт. под заказ поступит 25.12.2017
Код: РИФ000-88000
Производитель: РИФ
Этот адаптер позволяет использовать площадку для переносной лебедки с передними бамперами РИФ, оборудованную встроенной площадкой для лебедки, но если на машине не установлена стационарная лебедка.Адаптер прикручивается вместо лебедки к соответствующему месту силового амортизатора РИФ.
Цена: 4770 руб.
Код: 10.233.01
Производитель: OJEEP
Комплект кронштейнов для установки бампера без подъемника кузова и с подъемником кузова 50 мм GREAT WALL Hover 3/5. Для бамперов серии OJ: 02.216.NN, 02.217.NN, 02.218.NN.
Цена: 4000 руб.
В наличии 1
Код: RIF060-21200
Производитель: RIF
Бампер задний РИФ УАЗ Патриот с фаркопом стандарт
Цена: 24 900 руб.
В наличии от 1 до 2 шт. под заказ поступит 25.12.2017
Код: RIF060-22200
Производитель: RIF
Задний бампер РИФ УАЗ Патриот с фаркопом
Цена: 24 900 руб.
В наличии от 1 до 2 шт. под заказ поступит 25.12.2017
Код: РИФ452-22120
Производитель: РИФ
Задний бампер РИФ Буханка с фаркопом и калиткой
Цена: 29 130 руб.
В наличии 1
Код: РИФ452-21230
Производитель: РИФ
Задний бампер РИФ Буханка с площадкой для лебедки и калиткой стандарт
Цена: 29 150 руб.
Код: RIFTRT-20150
Производитель: RIF
Задний бампер с фаркопом Mitsubishi L200 Новый с фарами
Цена: 25 460 руб.
В наличии 2 1 шт. под заказ поступит 25.12.2017
Код: RIF061-22150
Производитель: RIF
Цена: 27 460 руб.
В наличии 1 1 шт. под заказ поступит 25.12.2017
Код: РИФАМР-20150
Производитель: РИФ
Цена: 19 210 руб.
В наличии 1 1 шт. под заказ поступит 25.12.2017
Код: РИФЧН-20100
Производитель: РИФ
Цена: 22 810 руб.
В наличии от 1 до 2 шт. под заказ поступит 25.12.2017
Код: РИФЧН-20120
Производитель: РИФ
Цена: 34 740 руб.
В наличии от 1 до 3 шт. приедет под заказ 25.12.2017
Код: РИФНВА-20125
Производитель: РИФ
Цена: 32 730 руб.
В наличии от 1 до 7 шт. приедет под заказ 25.12.2017
Код: RIF063-21125
Производитель: RIF
Большинство владельцев «Нивы» довольно активно гордятся своим автомобилем, который готов легко преодолевать любые препятствия вне зависимости даже от условий бездорожья. Однако даже такой агрессивный внедорожник требует от своего владельца особой заботы. Именно по этой причине рано или поздно приходится задумываться о том, как создать усиленный бампер на Ниву своими руками.
Некоторых автовладельцев привлекает то, что после его значительных изменений внешний вид становится более «мужским». Учитывая то, что усиление бампера Нива также способствует дополнительной защите автомобиля, становится абсолютно понятно, почему владельцы так упорно ищут чертеж, на основе которого несложно провести запланированный тюнинг.
Подготовительные работы
Усиленный бампер для Шевроле Нива можно купить в автосалоне, так как производитель этого автомобиля выпускает такие бамперы.Однако по-прежнему нельзя похвастаться большим производством усиливающих и защитных элементов, поэтому бамперы для Нивы скорее можно считать дефицитными материалами, чем те, что есть в продаже.
Для многих владельцев Нивы также невозможно отказаться от идеи стать обладателем усиленного бампера, так как они понимают, что его наличие предотвращает серьезные повреждения корпуса и эффективно защищает пассажиров в аварийной ситуации. По этой причине выход один, вам предстоит создать усиленный бампер для Нивы своими руками, позаимствовать чертежи у тех, кто уже проделал подобные практические действия.
Подготовка основных материалов
Если у вас есть в наличии схема, по которой вы можете резать листы металла, то можете считать, что все остальные действия выполнить будет совершенно несложно. Итак, изначально вам следует подготовить материалы, из которых вы будете творить.
Для проведения таких работ потребуется:
- листовой металл, толщина которого должна быть не менее 3 мм;
- круглый или коробчатый профиль; Картон
- ;
- автомобильная шпатлевка, грунтовка;
- автомобильная краска.
Кроме материалов, вам также понадобятся некоторые инструменты, оборудование, без которых выполнять определенные действия будет просто невозможно. В частности, вам понадобится болгарка и сварочный аппарат. Если у вас нет таких устройств и взять их негде, вам придется создать усиленный бампер на своей Ниве, с помощью специалистов.
Установка усиленного бампера
Теперь, когда вы убедились, что у вас есть все на складе, необходимые материалы и инструменты, просто засучите рукава и приступайте к созданию бампера для Нивы-2121.
Режущий материал
Итак, если вы погрузились в творческий процесс, в результате которого вы сможете усовершенствовать свою машину, вам изначально следует создать шаблон, на основе которого будут вырезаться листы металла.
Именно для этого вам понадобится картон, так как он может считаться прекрасным инструментом, с помощью которого рисунок легко переносится на металл. Ведь нет ничего проще, чем прикрепить элементы картона к металлическим листам и просто обвести их маркером.
Затем вы должны использовать болгарку, чтобы вырезать все металлические части по отдельности. На производстве специалисты уже не используют шлифовальный станок, так как у них есть в наличии лазерный станок, который вырезает детали намного быстрее. Каждую подготовленную деталь тщательно обходите болгаркой по краям. Это гарантирует, что в будущем вы добьетесь идеальной симметрии изделия.
Создание базовой структуры
Усиленный задний и передний бампер на Ниве-2121 может быть изготовлен из отдельных металлических элементов, а затем соединен с помощью сварочного аппарата.Можно поступить иначе, вырезать цельный металлический элемент, а затем согнуть его в нужном направлении. Тот, кто находится напрямую, должен выяснить, какие действия будут для него менее проблемными.
Конечно, если вы легко разобрались, как гнуть металл, то лучше так и сделайте, так как внешний вид такого бампера будет более впечатляющим своей эстетикой. К тому же углы получатся не острыми, а слегка закругленными. К сожалению, согнуть металл в нужном направлении с помощью подручных средств не получится.Для этого вам понадобится специальная машина. Выпускается такой листогиб в большинстве случаев только на крупных предприятиях.
В связи с этим тюнинг, проводимый своими руками, сопровождается сваркой, когда отдельные металлические элементы соединяются сварными швами. Кстати, опытные мастера не рекомендуют наносить прихватки полностью по всей длине, так как в этом случае можно полностью испортить симметрию изделия. Он окажется перекошенным и непригодным для использования.
По этой причине делают не более двух прихваток снаружи и еще несколько — на внутренней. С внешней стороны делать больше прихваток не рекомендуется, так как они впоследствии могут испортить внешний вид бампера на Ниве-2121, тюнинг не будет сопровождаться хвалебными одами от других автовладельцев.
Создание Кенгурина
Разобравшись с основными моментами усиления заднего и переднего бампера на Ниве-2121, вы должны понимать, насколько важна для вас дополнительная эстетика.
Если вы хотите усилить только задний бампер на «Ниве», то внедрения созданного вами металлического каркаса будет вполне достаточно. Если вы приступили к тюнингу не только для того, чтобы обеспечить на Нива-2121 надежное усиление заднего и переднего бампера, но и для того, чтобы повысить эстетику салона вашего автомобиля, стоит рассмотреть вариант с установкой кенгурина. .
Кенгурин создать несложно, особенно в тех случаях, когда вы решили создать бампер для Нивы своими руками.Для того, чтобы получить кенгурин, потребуется обязательное наличие фасонных труб и гнутых элементов. Следует отметить, что установка таких труб не сопровождается определенной догмой, каждый хозяин может самостоятельно продумать конструкцию своего кангарина.
Не поленитесь, приобретите профилированные трубы, создайте конструкцию, которая удачно преобразит экстерьер вашего автомобиля. Также полезно знать, что усиливающий элемент, которым может быть бампер или кенгурин, сопровождается приличным весом, достигающим 25-30 килограмм.Чтобы обеспечить его надежную фиксацию, с обеих сторон кузова прикрепите специальные пластины к выступающим частям лонжеронов.
Благодаря этим пластинам можно предотвратить деформацию при установке кенгурина, а также надежно укрепить собственный бампер Нивы. Созданный бампер можно дополнительно украсить. Однако перед установкой дополнительных элементов металлоконструкцию следует отшлифовать, загрунтовать, а затем покрасить.
Мас Моторс.