
разновидности станков и системы привода (150 фото)
Токарный станок – это универсальный агрегат, на котором можно вытачивать детали, сверлить отверстия, зенкеровать их, нарезать резьбу, а также выполнять многие другие операции. Если раньше станки можно было увидеть только на заводе, то в последнее время они уверенно завоевывают домашние мастерские, став вещью, обойтись без которой можно, но сложно.
Однако токарный станок – не дешевая покупка. Прежде чем его приобретать, стоит взвесить все «за» и «против», а главное – понять, какой именно станок вам нужен.
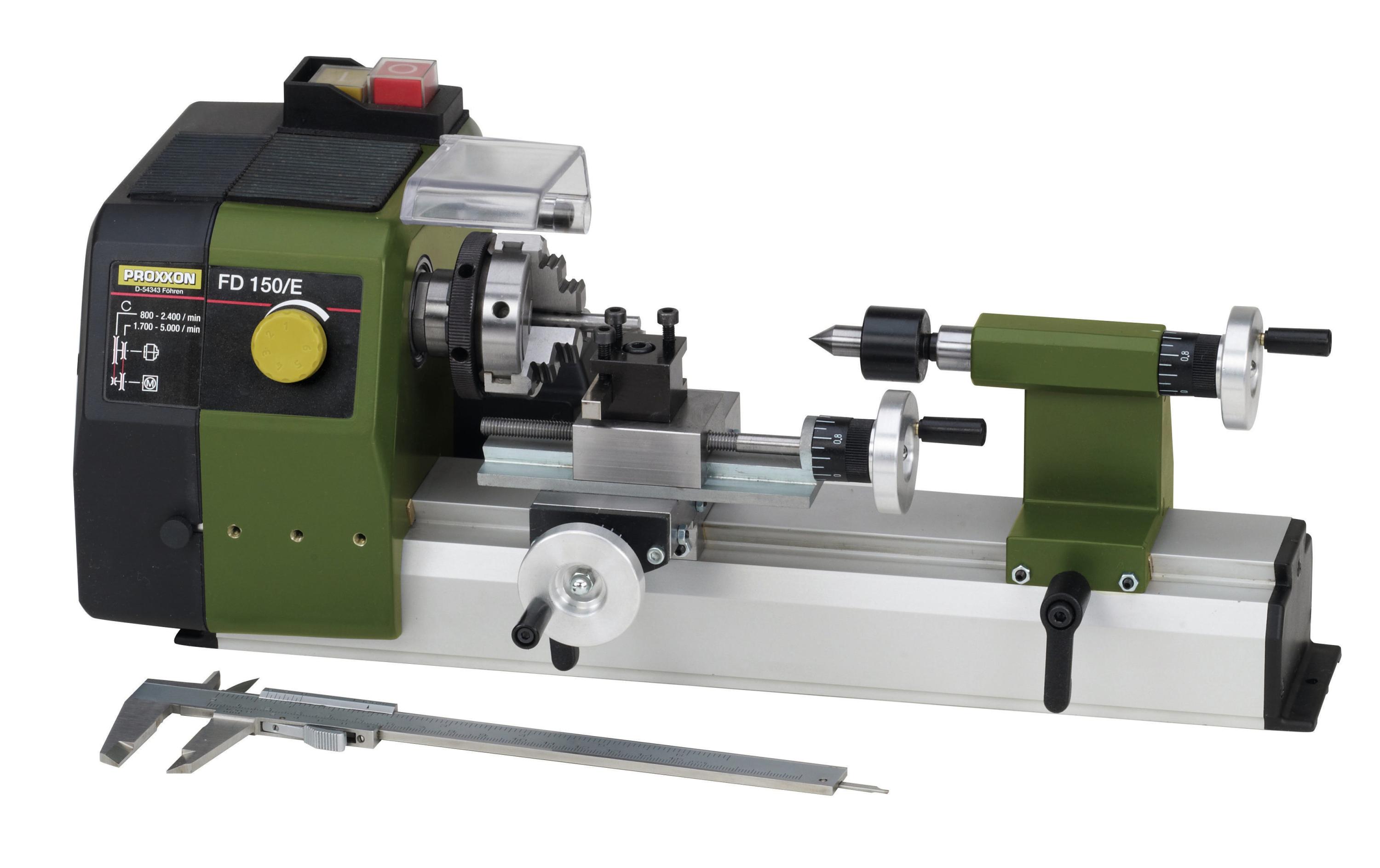
Конечно, крупногабаритные станки, какие используются на производстве, не влезут в мастерскую или гараж. Но это не нужно: существуют более компактные и простые модификации – настольные токарные станки по металлу, школьные станки, и мини-станки.
Краткое содержимое статьи:
Как устроен токарный станок
Для начала – посмотрим на фото токарного станка по металлу и расскажем несколько слов о его устройстве.
Основа станка – это станина, как правило, отлитая из чугуна. На ней расположены все остальные элементы.
Заготовка детали укрепляется между передней (шпиндельной) бабкой, на которой расположен шпиндель, и задней бабкой. Шпиндель представляет собой металлический вращающийся вал с коническим отверстием в центре. В нем можно закрепить патрон для детали, планшайбу и другие необходимые приспособления.
Кроме того, на передней бабке есть коробка передач с рычагами для регулировки частоты вращения шпинделя.
Задняя бабка – узел, который нужен для фиксации детали с другой стороны. Также на ней можно устанавливать метчики, сверла, и другие инструменты, которые требуются для обработки детали. Для этого предназначена пиноль – цилиндр, в центре которого, как и у шпинделя, есть коническое отверстие.
Установленную на специальной плите, заднюю бабку можно передвигать вдоль станины. Таким образом можно отрегулировать расстояние между ней и шпинделем, и прочно зафиксировать заготовку детали.
Параллельно оси станка перемещается каретка, на которой укреплен суппорт. На суппорте стоит резцедержатель, головка которого способна поворачиваться и вести резец не только продольно, но и в поперечном направлении. Головку резцедержателя можно фиксировать под различными углами.
Основные параметры токарного станка
Как выбрать токарный станок? Есть важные характеристики, на которые следует обратить внимание.
Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.
Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.
Наконец, важная характеристика – диаметр центрового отверстия шпинделя, куда можно установить заготовку.
Особенно это важно при обработке прутковых деталей.
 Особенно это важно при обработке прутковых деталей.
Особенно это важно при обработке прутковых деталей.Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением. Для маленького домашнего станка это особенно важно.
Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.
Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Некоторые станки имеют переключатель реверса. Реверс – это возможность менять направление движения резца. Такая функция бывает полезной во многих случаях.
Заглянув в инструкцию по эксплуатации токарного станка, предназначенного для работ по металлу, можно найти и другие технические характеристики:
Габариты (длина, ширина) и масса (в килограммах). Как правило, длина станков, которые можно поставить в своей домашней мастерской, не превышает 170 сантиметров, а ширина – 60 сантиметров. Весят «домашние» станки максимум 200 килограммов.
Весят «домашние» станки максимум 200 килограммов.
Мощность привода в киловаттах (до 0,6 кВт). Питающее напряжение в вольтах (В) и тип подключения к сети. К сожалению, не все станки работают от обычной трехфазной сети переменного тока.
Включение станка – осуществляется с помощью кнопки, а у некоторых моделей – с помощью реостата.
Число оборотов. У односкоростных станков оно варьируется от 0 до 1500 оборотов в минуту. У двухскоростных – 0-500 об/мин на первой скорости, и 0-2500 об/мин на второй скорости.
Дешевый или дорогой, простой или универсальный
Для работы дома лучше выбрать универсальный станок по металлу. Сложно угадать, что именно с его помощью придется изготавливать или ремонтировать – фронт работ у домашнего мастера очень широкий, и есть вероятность, что узкоспециализированный станок будет простаивать без дела.
Токарные станки различаются и по цене, и по оснащенности. Иногда не требуется тратить лишние деньги, чтобы приобрести дорогой станок с полным комплектом всевозможных приспособлений, ведь многие из них могут никогда не понадобиться.
 Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.Разновидности станков
Настольные, они же – токарные мини-станки по металлу. Обратите внимание, что некоторые модели этого типа выпускаются без задней бабки, что может существенно затруднить работу. В целом это станки наиболее простой конструкции: малые габариты, малый вес, достаточно легкая и неустойчивая станина.
Школьные станки, больше размером, чем предыдущие. У них имеется коробка передач на две скорости, и реверс.
Токарно-винторезные станки. Они больше подходят для гаража, чем для дома, имеют прочную станину, благодаря которой при работе почти не возникают ненужные вибрации.
Шпиндель в таких станках вращается почти без биения. Минусов у них только два: габариты и высокая цена.
Универсальные токарно-фрезерные станки.
Фото токарного станка по металлу
 youtube.com/embed/GflnzPRJCBk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/GflnzPRJCBk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Также рекомендуем посетить:
Токарный станок ZMM CU730/3000 — цена, отзывы, характеристики с фото, инструкция, видео
Болгарский токарный станок ZMM CU730/3000 предназначен для выполнения токарных работ — точение конусов и нарезание резьб: метрических, дюймовых. Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Электрика станка CU730/3000 изготовлена немецкой фирмой Шнайдер-электрик. В шпиндельном узле, используются подшипники и схемы их установки только ведущих фирм SKF и FAG.
За дополнительную плату станок комплектуется
- конусной линейкой с помощью которой можно производить нарезку конусной резьбы, а также точение конусов.
- устройcтвом цифровой индикации УЦИ.

Все части станка CU730/3000 изготовлены из высококачественной стали, что обеспечивает надежную работу станков и сохранение точности обработки в течение долгих лет.
Сервисное и гарантийное обслуживание осуществляется Российскими специалистами. Гарантия 1 год.
| Характеристика | Ед. изм. | Значение | ||
|---|---|---|---|---|
| Высота центров | мм | 365 | ||
| Диаметр обработки над станиной | мм | 730 | ||
| Диаметр обработки над суппортом | мм | 500 | ||
| Диаметр обработки в выемке в станине | мм | 930 | ||
| Ширина направляющих | мм | 400 | ||
| Расстояние между центрами | мм | 3000 | ||
| Прутковый материал | мм | 100 | ||
| Шпиндель | ||||
| Передний конец DIN 55027 | № | 11 | ||
| Диаметр отверстия в шпинделе | мм | 103 | ||
| Внутренний конус шпинделя | Метрик | 120 | ||
| Подачи | ||||
| Количество подач | шт | 120 | ||
| Диапазон продольных подач | мм/об | 0,04 — 12 | ||
| Диапазон поперечных подач | мм/об | 0,02 — 6 | ||
| Резцедержатель | ||||
| Размер резца | мм | 32х32 | ||
| Резьбы | ||||
| Количество резьб | шт | 64 | ||
| Метрические | мм | 0,5-120 | ||
| Дюймовые | Tpi | 60-1/4 | ||
| Модульные | М | 0,125-30 | ||
| Диаметральные | вит/дюйм | 240-1 | ||
| Суппорт | ||||
| Ход поперечных салазок | мм | 385 | ||
| Ход верхних салазок | мм | 130 | ||
| Задняя бабка | ||||
| Диаметр пиноли | мм | 75 | ||
| Конус пиноли | Морзе | 5 | ||
| Ход пиноли | мм | 220 | ||
| Привод | ||||
| Число скоростей главного привода | шт | 21 | ||
| Диапазон оборотов | об/мин | 12,5-1250 | ||
| Мощность главного двигателя | кВт | 11 | ||
| Мощность двигателя быстрого хода | кВт | 0,55 | ||
| Мощность насоса охлаждения | кВт | 0,09 | ||
| Вес | ||||
| Для РМЦ 1000 | кг | 3200 | ||
| Для РМЦ 1500 | кг | 3350 | ||
| Для РМЦ 2000 | кг | 3500 | ||
| Для РМЦ 3000 | кг | 3710 | ||
| Для РМЦ 4000 | кг | 4100 | ||
| Для РМЦ 5000 | кг | 4400 | ||
| Габариты | ||||
| Длина для РМЦ 1000, 1500, 2000, 3000, 4000, 5000 | мм | 2600, 3100, 3600, 4600, 5600, 6600 | ||
| Ширина | мм | 1250 | ||
| Высота | мм | 1400 | ||
Комплектация за дополнительную плату
А также:
- Комплект роликов для люнета
- Пятипозиционный ограничитель длины
- Электро-динамический тормоз
- Ножной тормоз 1000/1200/1500/2000/3000/4000/5000 mm
- Зубчато-ременная передача привода шпинделя передней бабки
- Комплект ключей для обслуживания станка
- Каталог запчастей
- Упаковка станка и узлов в деревянный ящик 1000/1200/1500/2000/3000/4000/5000 mm
Отзывы о ZMM CU730/3000:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Школьные токарные станки. Паспорта, схемы, чертежи
Введение
Школьные токарные станки — учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса «Хобби» и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как «хоббийные» станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса «Хобби», производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах.
В настоящее время основным производителем школьных токарных станков является Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году. Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс — http://ktprof.ru.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
 youtube.com/embed/8oIMCy86IYg» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/8oIMCy86IYg» frameborder=»0″ allowfullscreen=»»/>ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) — модернизированный ТВШ-2.
Производители токарно-винторезного станка ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства.
В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3
Фото токарно-винторезный станок ТВШ-3
ТВ-4 Школьный токарный станок
Производитель токарно-винторезного станка ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Фото токарно-винторезного станка ТВ-4
ТВ-6 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Фото токарно-винторезного станка ТВ-6
Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
ТВ-7 Школьный токарный станок
Производителем станка ТВ-7 являлся — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс.
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.
Фото токарно-винторезного станка ТВ-7
Фото токарно-винторезного станка ТВ-7
Фото токарно-винторезного станка ТВ-7
ТВ-7М Школьный токарный станок
Производителем учебного токарно-винторезного станка ТВ-7М — является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс.
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Фото токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Фото токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы «MITSUBISHI», позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Фото токарно-винторезного станка ТВ-11
16У03П Школьный токарный станок
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П Школьный токарный станок
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Фото токарного станка 16У04П
Фото токарного станка 16У04П
Читайте также: Окраска станка после ремонта
Основные технические характеристики школьных токарных станков
| Наименование параметра | ТВШ-2 (ТВ-2) | ТВШ-3 | ТВ-4 | ТВ-6 | ТВ-7 | ТВ-7М | ТВ-9 | ТВ-11 |
|---|---|---|---|---|---|---|---|---|
| Основные параметры станка | ||||||||
| Класс точности | Н | Н | Н | Н | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 200 | 220 | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 80 | 100 | 100 | 100 | 110 | ||
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | 108 | 108 | 120 | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 350 | 330 | 275 | 525 | 750 |
| Диаметр стандартного патрона, мм | 100 | 100 | 100 | 125 | 125 | 125 | 125 | 160 |
| Наибольшая длина заготовки в патроне, мм | 310 | 250 | 500 | |||||
| Наибольшая масса заготовки, кг | 5 | 10 | ||||||
| Наибольшая высота держателя резца, мм | 10 х 12 | 10 х 12 | 12 х 12 | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 | |
| Высота от опорной поверхности резца до линии центров, мм | 14 | 12 | 12 | 18 | 18 | 18 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 78 | 78 | |||||
| Шпиндель | ||||||||
| Резьба на переднем конце шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | |
| Диаметр центрирующей поверхности шпинделя, мм | 48 | 48 | 48 | 48 | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 16 | 12 | 18 | 18 | 18 | 18 | |
| Конус Морзе шпинделя | №2 | №2 | №3 | №3 | №3 | №3 | №3 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 | 6 | 6 | б/с | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60, 90, 130, 190, 350, 500, 730, 1000 | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40. .2000 .2000 | |
| Торможение шпинделя | нет | нет | нет | нет | нет | нет | есть | |
| Блокировка рукояток | нет | нет | нет | нет | есть | есть | есть | |
| Суппорт. Подачи | ||||||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 | ||||
| Перемещение суппорта продольное на одно деление лимба, мм | нет | 0,5 | 0,5 | 0,25 | 0,25 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |||||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 50 | 85 | 85 | 85 | 85 | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | ±40° | ±40° | ±40° | ±40° | |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 | 6 | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04. .0,31 .0,31 | |
| Количество нарезаемых резьб метрических | 3 | 3 | 3 | 6 | 6 | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Задняя бабка | ||||||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 | 65 | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±7 | ±5 | ±5 | ±5 | ±5 | ±5 | ±5 | |
| Наличие лимба или линейки, перемещение на одно деление лимба, мм | нет | нет | нет | нет | 0,025 | 0,025 | 0,025 | 0,025 |
| Электрооборудование | ||||||||
| Электродвигатель главного привода, кВт | 0,6 | 0,6/ 1 | 1,1 | 1,1 | 0,75 | 0,75/ 1,1 | 1,1 | |
| Габариты и масса станка | ||||||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | 1100 х 470 х 110 | 1050 х 535 х 1200 | 1120 х 640 х 680 | 1405 х 620 х 730 | 1610 х 620 х 730 | |
| Масса станка, кг | 280 | 280 | 300 | 400 | 220 | 230 | 245 |
Рубикон, ООО. 2020 г.
2020 г.
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Читайте также: Токарный станок ТВ-4. Техническое описание
Техническое описание
Связанные ссылки. Дополнительная информация
Токарный станок по металлу своими руками – чертежи, видео, фото
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.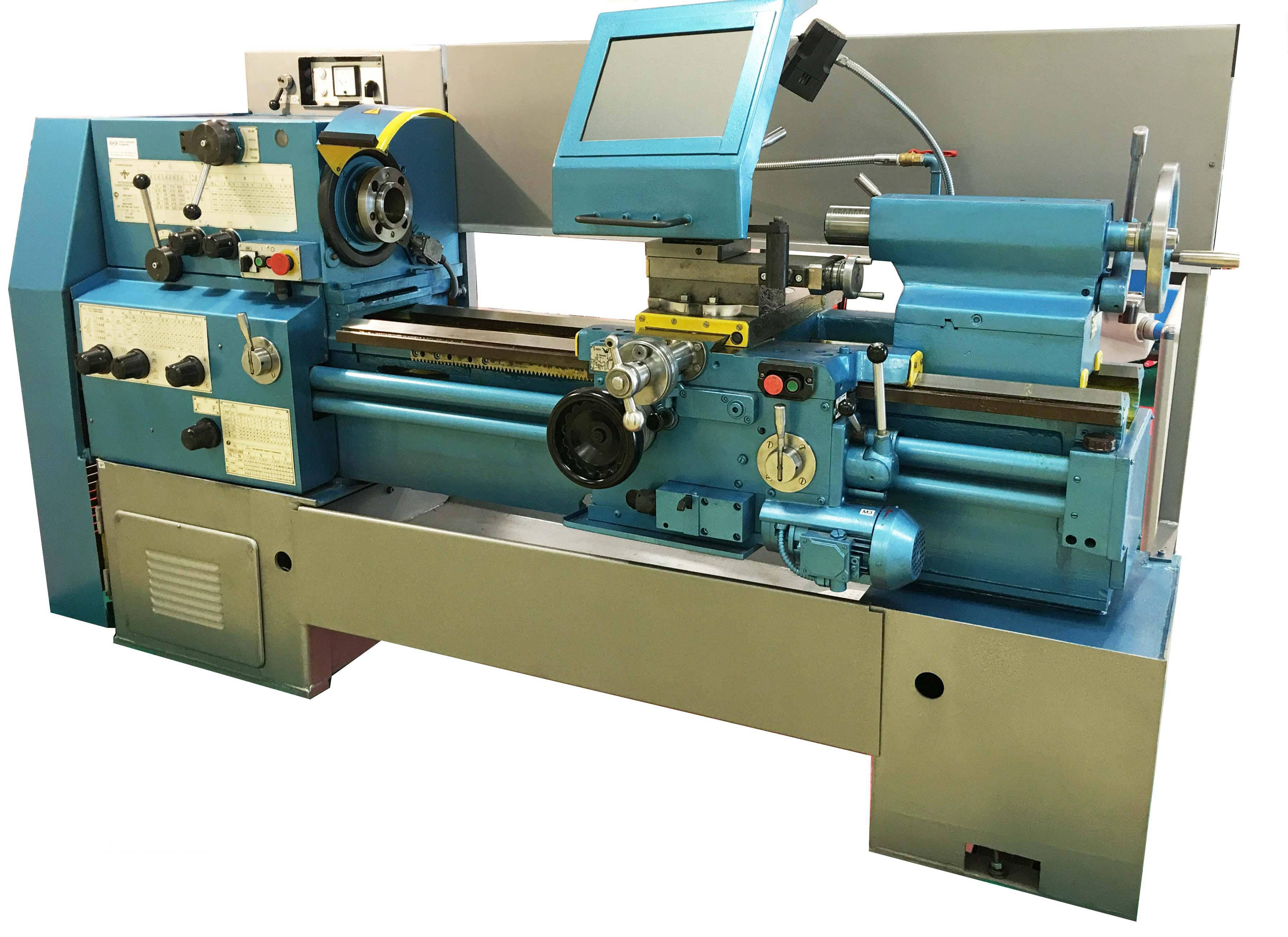 С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
Что такое печатный станок. Или зачем центробанки снабжают рынки деньгами :: Новости :: РБК Инвестиции
В последнее время все чаще говорят о запуске печатных станков центробанками. Что подразумевается под этим словосочетанием — объясняем на примерах
Фото: РБК Quote
В 2020 году выражение «центробанки включили печатные станки» стало чрезвычайно распространенным. Мир столкнулся с пандемией коронавируса COVID-19, многие страны ввели карантинные меры и закрыли границы. Парализованными оказались целые отрасли экономики, например туризм или авиаотрасль. В этих условиях центральные банки многих стран, включая Россию, начали принимать меры помощи своим экономикам.
Одной из таких мер является снижение ключевой процентной ставки. Она же является первым примером ситуации, когда можно говорить о «запуске печатного станка». Стоит оговориться, что в современном мире безналичных расчетов «запуск печатного станка» — это совсем не обязательно печать реальных денежных купюр. Так называют действия центробанков, которые приводят к росту денежной массы в стране.
Ключевой процентной ставкой называется процент, под который центробанк дает кредит коммерческим банкам. Коммерческие банки в свою очередь кредитуют население и бизнес, и при выдаче кредитов ориентиром для них служит ставка ЦБ — чем она ниже, тем ниже годовой процент у коммерческих банков.
Как результат, люди и компании берут больше кредитов, потому что они стали дешевле. Это нельзя назвать печатанием денег в прямом смысле, однако, по своей сути, снижение процентной ставки означает появление «дешевых» денег благодаря низкому годовому проценту.
Что такое ETF: как купить весь рынок за один рубль?Есть другие примеры. Покупка ЦБ на рынке финансовых активов. Часто это делается с помощью покупки центробанком государственных облигаций. Таким образом центральный банк может финансировать дефицит государственного бюджета. В такой ситуации центробанк решает не свойственные ему задачи и не борется с инфляцией, а прежде всего удовлетворяет потребности государства в деньгах, отмечает профессор экономики Валерий Черноокий в колонке для Republic.
«Первое, что обычно выкупают центральные банки, — это гособлигации своей страны. Далее идут облигации крупнейших национальных компаний, затем облигации всех остальных и лишь в последнюю очередь — акции голубых фишек », — объяснил управляющий партнер EXANTE Алексей Кириенко.
Также ЦБ может выкупать активы с рынка не для помощи бюджету, а чтобы обеспечить работу финансовых рынков. Так поступил американский Федрезерв, когда осенью 2019 года объявил о скупке казначейских бумаг, но не с целью поддержания экономики, а чтобы восполнить сокращение резервов.
Еще один пример «условного печатного станка» — снижение уровня резервирования. Это ситуация, при которой центральный банк снижает требования к коммерческим банкам об обязательном резервировании денег на счетах ЦБ. Это означает, что у банков и в экономике окажется больше денег — из резервов они попадают в экономику. Подобная мера не увеличивает количество новых денег, но может оказать сильное влияние на размер денежной массы в обращении и по своему воздействию сравнима с эмиссией новых денег.
И наконец последний пример — увеличение объемов кредитов ЦБ и/или операций РЕПО. РЕПО — это сделка, при которой продаются ценные бумаги, но одновременно заключается соглашение об их обратном выкупе по заранее оговоренной цене. С помощью этого инструмента ЦБ поддерживает объемы наличных денег, которые есть у банков.
Другими словами, регулятор предлагает коммерческим банкам продать ему сегодня ценные бумаги, например облигации, чтобы здесь и сейчас получить наличные деньги для операций. Выкупить обратно эти ценные бумаги коммерческий банк может позже. С одной стороны, это помогает ЦБ заработать на проценте, а с другой — поддерживает банковскую финансовую систему. В какой-то момент центробанк может решить увеличить объемы РЕПО — то есть он согласится выкупать у банков больше ценных бумаг . Это уже само по себе непосредственное увеличение количества денег в стране.
Как посчитать реальную доходность облигации: инструкцияВсе материалы нашего проекта доступны в Яндекс.Дзене. Подписывайтесь, чтобы быть в курсе
Высоконадежные и самые ликвидные акции на рынке со стабильными показателями доходности. Компании — «голубые фишки» — это лидеры в своей индустрии. Как правило, изменение цен на акции «голубых фишек» определяет настроение рынка. Финансовый инстурмент, используемый для привлечения капитала. Основные типы ценных бумаг: акции (предоставляет владельцу право собственности), облигации (долговая ценная бумага) и их производные. Подробнее Долговая ценная бумага, владелец которой имеет право получить от выпустившего облигацию лица, ее номинальную стоимость в оговоренный срок. Помимо этого облигация предполагает право владельца получать процент от ее номинальной стоимости либо иные имущественные права. Облигации являются эквивалентом займа и по своему принципу схожи с процессом кредитования. Выпускать облигации могут как государства, так и частные компании.Авторы
Андрей Сафронов, Алексей Митраков
Горизонтально фрезерный станок с ЧПУ
При помощи современных фрезеровальных станков с ЧПУ можно не только выполнять большое количество действий с металлом, но и на выходе получать изделия с высокой чистотой обработки поверхности. До недавнего времени станки с ЧПУ из-за их высокой стоимости использовались только на крупных производствах. Однако сейчас они становятся доступными для небольших частных предприятий. Преимущества приобретения такого оборудования очевидны. Прежде всего это существенное повышение эффективности обработки заготовок, оптимизация производственных технологий, повышение качества продукции и возможность расширения ее номенклатуры.
Принцип функционирования
Принцип работы горизонтально-фрезерного станка с ЧПУ заключается в перемещении заготовки под неподвижно расположенной фрезой. Рабочий шпиндель в таком оборудовании установлен горизонтально. До недавнего времени такой тип устройств мог быть использован только для заготовок сравнительно небольших размеров. На данный момент современные обрабатывающие центры могут производить манипуляции с крупногабаритными деталями в широком диапазоне размеров. Допускается использование фрез любых типов: пальцевых, фасонных, концевых и т. п. При этом точность обработки не зависит от габаритов исходной заготовки и благодаря наличию числового программного управления является максимально высокой.
Основные узлы оборудования собираются на станине, внутри которой размещаются устройства контроля скоростей. Благодаря тому что стол имеет значительную площадь, а фрезы оборудованы поворотными головками, такие станки выполняют большое количество действий, являются универсальными. Управление, которое производится с приборной панели, может быть продублировано на выносные приборы контроля.
Особенности использования
Фрезерные станки с ЧПУ, работающие в горизонтальной плоскости, на сегодняшний день являются одними из наиболее эффективных типов оборудования для обработки металлов. В условиях больших производств такое оснащение принесет значительную экономию средств, а также позволит существенно улучшить качество выпускаемой продукции. Применение горизонтально-фрезерных станков с ЧПУ имеет следующие особенности:
- использование гидростатической системы в поворотных механизмах и направляющих позволяет обрабатывать заготовки массой в несколько десятков тонн;
- предусмотрены системы безопасности и компенсации отклонений из-за температурных деформаций шпинделя;
- автоматическое позиционирование фрезы дает максимальную точность обработки поверхности заготовки;
- высокая мощность шпинделя позволяет обрабатывать детали из твердых сплавов;
- подача рабочего стола контролируется гидростатической системой и осуществляется в широком диапазоне перемещений;
- возможность выбора и дальнейшей настройки автоматизированных циклов обработки с перемещением в вертикальных и горизонтальных плоскостях.
Преимущества применения
Одним из основных преимуществ горизонтально-фрезерных обрабатывающих центров является эффективная очистка зоны действия в отличие от фрезерных станков с вертикальным шпинделем. В последних стружка скапливается вокруг рабочей зоны, что существенно уменьшает срок эксплуатации оборудования и снижает качество отделки поверхности детали. При горизонтальной компоновке шпинделя стружка падает вниз в специальный поддон под действием силы тяжести.
Поворотная планшайба позволяет выполнять обработку крупногабаритных и тяжелых заготовок с разных сторон. Она может функционировать для 4-осевой отделки.
Использование системы нулевого позиционирования позволяет быстро установить заготовку, что обеспечит высокую гибкость и скорость производства.
Некоторые модели горизонтально-фрезерных станков с ЧПУ имеют возможность смены палет. Пока одна палета с закрепленной заготовкой находится в рабочей зоне, остальные доступны оператору. Это значительно экономит время на вспомогательные действия, например на извлечение готовой детали или закрепление новой заготовки.
Использование на производстве станков с ЧПУ позволяет привлекать к их обслуживанию персонал с невысокой квалификацией, так как его основные действия заключаются в замене обрабатываемой детали. Кроме того, такое оборудование имеет множество систем самоконтроля и защиты.
Наши предложения
АО «Росмарк-Сталь» предлагает приобрести надежное фрезеровальное оборудование ведущих производителей. Мы гарантируем высокое качество станков, оказываем помощь в выборе и пусконаладке, организуем шефмонтаж. Также наши специалисты выполняют сервисное и послегарантийное обслуживание. Кроме того, при необходимости мы осуществляем обучение персонала и удаленную техподдержку. Доставка возможна в любой регион России, а также в Беларусь, Армению, Казахстан.
Другие статьи
Токарные станки по дереву: конструкция, фото, видео
Устройство токарных станков для деревообработки схоже по основным параметрам с оборудованием по металлообработке. У них так же есть передняя и задняя бабки, суппорт, шпиндель с резцами. От назначения оборудования зависят его масса, оснащение дополнительными приспособлениями и автоматизированными системами управления.
Токарный станок по деревуУстройство деревообрабатывающего токарного станка
Устройство токарного станка по дереву отличается от оборудования по металлу тем, что система охлаждения ему не требуется, благодаря этому отсутствует система подачи охлаждающей жидкости. Мощность деревообрабатывающего токарного станка для с ручным управлением меньше, но регулировка скоростей вращения у него есть. Для работы на токарных станках по дереву с ручным управлением, не предназначенных для выпуска одного типа товаров, применяются специальные приспособления – резцы и съёмная планшайба.
Основные узлы
Планшайба служит для надёжного закрепления материала максимально допустимого диаметра, а резец используется для ручной работы на оборудовании, не имеющем стационарно установленного суппорта. Они чаще используются для изготовления незамысловатых заготовок под роспись, вытачивания необходимых в хозяйстве черенков для лопат, топорищ и прочего бытовой утвари.
Школьный токарный станок по дереву даёт полное представление о том, как можно сделать предметы домашней утвари, красивые сувениры. Работающий на небольших оборотах станок даст начинающему мастеру понять основной принцип работы всех токарных узлов и механизмов. Полученные в школе навыки помогут освоить и более сложное токарное оборудование с ЧПУ.
Одним наиболее часто встречающимся, в массовом производстве оборудованием деревообрабатывающих цехов, можно назвать токарно-копировальный станок по дереву. Для его работы необходимы приспособления – трафареты, по очертанию которых будет создаваться абрис предмета.
Токарный станок по дереву с копиром
Классификация деревообрабатывающих станков
Много разновидностей оборудования используется в деревообрабатывающей отрасли. Основными признаками, по которым производится классификация – это технологический процесс и особенности конструкции.
Технологические признаки:
- Режущие;
- Клеильно-сборочные;
- Прессы;
- Отделочные;
- Сушильные.
Различное по конструкции оборудование для проведения одних и тех же операций может различаться по технологии работы.
- Обрабатывающие 1 или много предметов;
- Количество потоков;
- 1-координатные или 4-координатные;
- По количеству шпинделей;
- По траектории перемещения обрабатываемого материала;
- По характеру подачи.
- По цикличности.
Токарный станок по дереву с копиром
Схема работы на токарно-копировальном станке такова:
- Вверху станины на специальных креплениях устанавливается трафарет, выполненный из дерева – копир.
- Обкатной ролик движется по внешней стороне копира.
- За счёт соединения ролика с режущим инструментом методом жёсткого крепления, резец переносит с точностью движение ролика по копиру на дерево. Там где на копире углубление, на дереве будет выпуклый элемент, а выступ на трафарете скажется выемкой в готовом деревянном предмете.
Для производства одинаковых элементов деревянного декора станок с копиром наиболее удобное решение.
Токарный станок, на котором происходит обработка с помощью ручных инструментов: рейера, мейселя, скребка, не отличается особой точностью. При изготовлении нескольких аналогичных деталей из дерева с одинаковыми характеристиками плотности приходится надеяться только на мастерство токаря и его глазомер, но всё равно дать 100% гарантию в том, что они будут идентичными очень сложно. Использование в производстве дерева различных пород подразумевает, что резцы и приспособления потребуются отличные друг от друга.
Токарно-копировальный станок по дереву отличается точностью воспроизведения заложенных данных. Копир является своеобразным прототипом ЧПУ. Один копир позволяет бесконечное количество раз изготавливать идентичные вещи, что необходимо для изготовления балясин для перил или ножек к гарнитурам корпусной мебели. В цехах, где производство поставлено на поток, целесообразнее использовать копировальные станки оснащённые ЧПУ.
При работе с деревом, всегда остаётся ручной процесс доведения детали до совершенства при помощи наждачной бумаги. Шлифовка производится на стадии, пока предмет находится в закреплённом виде между бабками токарного станка. Вращение программируется на меньшие обороты, чем те, на которых производилась резка.
Токарные станки используются для вытачивания деревянных элементов продолговатой формы. Заготовка крепится на шпинделе с примерно равным распределением веса. Для этого в центре торцевых концов деревянной заготовки высверливаются отверстия – это необходимо для того, чтобы вращение вала было равномерным. Чаще всего используются дерево цилиндрической формы или брус с оструганными углами. Резание проводится не только внешней, но и внутренней поверхности заготовки. Формы готовых изделий могут быть сложными, коническими, цилиндрическими – симметричными относительно центра изделия.
Высокой точностью воспроизведения сложного рисунка обладает настольный токарный станок по дереву, оснащённый системой компьютерного программирования. На нём можно создавать очень сложные элементы резьбы.
Классификация
Токарные станки делятся на:
- центровые, имеющие механизированную подачу. Есть возможность выполнять на этом оборудовании работы с применением ручных режущих инструментов (при установке на станине специального подручника). Продолговатый кусок древесины удерживается шпинделем и подвижной задней бабкой. Продольная подача суппорта механизирована. На этих станках можно работать с копиром. При работе с короткими лёгкими заготовками крепление задней бабкой может не использоваться. При обработке внутренней стороны деревянной детали креплением служит планшайба. Движущимися элементами в рабочем режиме на этих токарных станках являются резцы, перемещающиеся вдоль обрабатываемого куска дерева и вращающийся шпиндель.
- лоботокарные станки используются для производства деталей на плоской широкой деревянной основе. Красивая многоуровневая резьба, барельефы, горельефы – это то, что можно произвести на станках, работающих с широкой планшайбой, на которой и крепится заготовка. Работа проводится только на лицевой части детали. Остальная доработка будет проходить в ручном режиме.
- круглопалочные обрабатывают дерево, придавая ему форму с круглым сечением. При работе на этом оборудовании заготовки не вращаются и не движутся. Единственными движущимися деталями станка являются головки с резцами. Есть и станки в этой группе для обработки длинных изделий. Тогда в них будет подача заготовок вальцами под резцы.
Придание формы дереву происходит при вращении обрабатываемого материала и применении режущего инструмента.
Устройство и оснастка
Токарные деревообрабатывающие станки различаются по типу подачи суппорта и форме изготавливаемых предметов.
- На токарном станке с подручником обрабатываются деревянные болванки, не превышающие в диаметре 40 см, а по длине 1 м, 60 см.
- Токарные установки с механической подачей суппорта приспособлены для обработки деревянных заготовок с теми же ограничениями по размерам, что и приспособления для ручной резки.
- Приспособление для дискообразных деревянных заготовок имеет возможность размещения на рабочей поверхности деталей до 3 м в диаметре. Толщина дерева при этом ограничивается параметрами, заложенными изготовителем станка.
Схема токарного станка имеющего механическую подачу суппорта, оснащённого приставным лобовым устройством:
- станина на 2 тумбах;
- передняя и задняя бабки;
- суппорты;
- шпиндель, вращаемый 2-скоростным двигателем;
- клиноременная передача, соединяющая 3-ступенчатую коробку передач с мотором;
- шкив, закреплённый на шпинделе, приводит в движение продольный суппорт;
- резцы крепятся в поворотном держателе;
- основной – поперечный и дополнительный – продольный суппорты задают направление хода резцов.
При работе ручными резцами необходимо на направляющие станины устанавливать подручник. Суппорт на этом этапе обработки отводится за пределы рабочей зоны до упора.
- Оснастка для токарных станков
- Инструмент для токарного станка по дереву
Лобовое устройство также имеет поворотный держатель. Используется это приспособление для обработки заготовок с диаметром до 60 см, закрепляемых с одной стороны на планшайбе, соединённой со шпинделем, и фиксируется задней бабкой станка. При обработке короткой заготовки зажим может не использоваться, что упрощает внутреннюю обработку деталей.
Скорость срезания кромки дерева в разных точках разная, что определяется удалённостью резца от оси вращения. Наиболее наглядно это прослеживается при работе с копиром. Частота вращения шпинделя определяется по диаметру обрабатываемого древесного материала и его прочности.
Amazon.com: DOEL 360 Photobooth Machine 360pro Медленно вращающаяся портативная платформа для селфи Вращение на 360 градусов Фотобудка с вращающейся подставкой (31,5 дюйма): камера и фото
Цвет: 31,5 «pro
Что включает
Металлическая платформа и основание
Металлический рычаг управления движением
Балансировочная рама рычага управления движением
Один двигатель
Один пульт дистанционного управления
Подставка для камеры DSLR
Сферический кронштейн
iPad / iPhone / Surface совместимый кронштейн
Переносная сумка для транспортировки
Четырехколесная тележка
13-дюймовая заполняющая лампа
12 Опорная лапка
3-метровый центр аварийного управления
Монтажный комплект
Гарантия 1 год
Три размера фотобудки 360
У нас есть на выбор три размера фотобудки 360, так что приходите и выбирайте подходящий!
80см / 31.5 дюймов вмещает 1-2 человека
100 см / 39,4 дюйма может вместить 2-4 человека
115 см / 45,2 дюйма может вместить 4-6 человек
Характеристики
(1) В изделии используется двигатель постоянного тока , который легче по массе, более стабилен в работе и менее шумен, чем большинство машин на рынке.
(2) Нижняя конструкция платформы, использующая опорную конструкцию разделения коромысел, чтобы избежать сотрясения, вызванного стрельбой. по тряске людей на платформе.Кроме того, нижняя часть изделия также оснащена восемью подушечками для ног, которые можно регулировать, чтобы они совпадали с различными грунтами, а платформа более устойчива при беге.
(3) Вращающийся кронштейн продукта использует конструкцию противовеса рычажного типа, которая увеличивает устойчивость поворотного рычага при его вращении и дополнительно решает проблему дрожания объектива во время съемки.
Как приобрести программное обеспечение?
В настоящее время мы не продаем программное обеспечение.Определив необходимое программное обеспечение, вы можете перейти на основные веб-сайты, посвященные программному обеспечению, и приобрести его самостоятельно. Мы также поможем вам разобраться в программном обеспечении и выбрать подходящее.
Время доставки
обычно занимает 15-20 рабочих дней, наберитесь терпения
Долгая история эспрессо-машины | Искусство и культура
Рюмка свежего эспрессо (изображение: wikimedia commons)
Каждая тема, которой мы занимаемся в Design Decoded, исследуется с помощью серии взаимосвязанных сообщений, состоящих из нескольких частей, которые, как мы надеемся, предложат новый взгляд на знакомое.Это вторая часть из серии о том расплавленном напитке многовековой давности, который может вытащить вас из постели или вызвать революцию. Ява, Джо, кафе, капельница, грязь, сок идей, как бы вы это ни называли, кофе под любым другим названием все равно имеет горький вкус. Или нет? В наших постоянных усилиях по раскрытию того, каким образом дизайн влияет на окружающий нас мир, Design Decoded изучает все, что связано с кофе. Прочтите часть 1 о том, как заново изобретать кофейню.
Для многих любителей кофе эспрессо — это кофе.Это чистейшая дистилляция кофейных зерен, буквальная сущность зерен. С другой стороны, это тоже первый растворимый кофе. До появления эспрессо на заваривание чашки кофе могло уйти до пяти минут — пяти минут! Но что такое эспрессо и как он стал доминирующим в нашей утренней рутине? Несмотря на то, что сегодня многие люди знакомы с эспрессо благодаря тому, что в мире произошла модернизация Starbucks, часто до сих пор существует некоторая путаница в том, что это такое на самом деле — в основном из-за «обжарки эспрессо», доступной на полках супермаркетов повсюду.Во-первых, что наиболее важно, эспрессо — это не метод обжарки. Это ни фасоль, ни смесь. Это — это метод приготовления. Более конкретно, это метод приготовления, при котором горячая вода под высоким давлением подается на кофейную гущу для получения очень концентрированного кофейного напитка с глубоким и сильным вкусом. Хотя не существует стандартизированного процесса приготовления рюмки эспрессо, определение настоящего эспрессо, данное итальянской кофеваркой Illy, кажется таким же хорошим критерием, как и любое другое:
Струя горячей воды при температуре 88 ° -93 °
C (190 ° -200 ° F) проходит под давлением девять или более атмосфер через семиграммовый (.25 унций) похожий на пирог слой молотого и утрамбованного кофе. Если все сделано правильно, в результате получается концентрат не более 30 мл (одной унции) чистого чувственного удовольствия.
Для тех из вас, кто, как и я, не занимается наукой более чем на несколько лет, давление в девять атмосфер эквивалентно девятикратному давлению, обычно оказываемому атмосферой Земли. Как вы могли понять по точности описания Или, хороший эспрессо — это хорошая химия. Все дело в точности и постоянстве, а также в нахождении идеального баланса между помолом, температурой и давлением.Эспрессо происходит на молекулярном уровне. Вот почему технологии стали такой важной частью исторического развития эспрессо и ключом к постоянному поиску идеального шота. Хотя эспрессо никогда не разрабатывался как таковой, машины — или Macchina — , которые делают наши капучино и латте, имеют более чем вековую историю.
Патент Мориондо на паровую кофеварку (изображение: wikimedia commons)
В XIX веке кофе был огромным бизнесом в Европе, и по всему континенту процветали кафе.Но приготовление кофе было медленным процессом, и, как и сегодня, покупателям часто приходилось ждать, пока он приготовится. Увидев возможность, изобретатели по всей Европе начали исследовать способы использования паровых машин для сокращения времени пивоварения — в конце концов, это была эпоха пара. Хотя, несомненно, было бесчисленное количество патентов и прототипов, изобретение машины и метода, который приведет к эспрессо, обычно приписывается Анджело Мориондо из Турина, Италия, которому в 1884 году был выдан патент на «новую паровую машину для экономичного и мгновенного производства. кондитерские изделия из кофейного напитка.«Машина состояла из большого бойлера, нагретого до давления 1,5 бара, который по требованию проталкивал воду через большой слой кофейной гущи, а второй котел производил пар, который переплавлял слой кофе и завершал заваривание. Хотя изобретение Мориондо было первой кофемашиной, в которой использовались и вода, и пар, это была чисто пивоваренная машина, созданная для Общей выставки в Турине. О Мориондо известно не так много, во многом из-за того, что сегодня мы можем считать неудачным брендом.Никаких машин «Мориондо» никогда не существовало, машин, которые можно было бы проверить, еще не существует, и нет даже фотографий его работ. За исключением его патента, Мориондо в значительной степени утерян для истории. Двое мужчин, которые улучшат дизайн Morinodo для производства одной порции эспрессо, не совершат той же ошибки.
Патент Луиджи Беззера на «кофеварку» (изображение: Google Patents)
Луиджи Беззерра и Дезидерио Павони были Стивом Возняком и Стивом Джобсом эспрессо.Миланский производитель и производитель спиртных напитков Луиджи Беззера обладал ноу-хау. Он изобрел однократный эспрессо в начале 20-го века, когда искал способ быстрого заваривания кофе прямо в чашке. Он внес несколько улучшений в кофемашину Мориондо, представил портафильтр, несколько заварочных головок и многие другие инновации, которые до сих пор ассоциируются с кофемашинами эспрессо. В оригинальном патенте Беззеры большой бойлер со встроенными камерами горелки, заполненными водой, нагревается до тех пор, пока вода и пар не проталкиваются через утрамбованную шайбу с молотым кофе.Механизм, через который проходила нагретая вода, также работал как радиаторы тепла, снижая температуру воды в бойлере с 250 ° F до идеальной температуры заваривания примерно 195 ° F (90 ° C). Et voila , эспрессо. Впервые чашка кофе была приготовлена на заказ за считанные секунды. Но аппарат Беззеры нагревали над открытым пламенем, что затрудняло контроль давления и температуры, а также делало практически невозможным произвести последовательный выстрел. А постоянство — ключ к успеху в мире эспрессо.Беззера спроектировал и построил несколько прототипов своей машины, но его напиток остался в значительной степени недооцененным, потому что у него не было денег на расширение своего бизнеса или каких-либо идей, как продавать машину на рынке. Но он знал кого-то, кто знал. Входит Дезидерио Павони.
Эспрессо-машина Беззеры на Миланской ярмарке 1906 года (изображение: Беззера)
Павони купил патенты Безерры в 1903 году и улучшил многие аспекты конструкции. Примечательно, что он изобрел первый клапан сброса давления.Это означало, что горячий кофе не разлился по всему бариста при мгновенном сбросе давления, что еще больше ускорило процесс заваривания и заслужило благодарность бариста во всем мире. Павони также создал паровую трубку для доступа к пару, накопившемуся внутри котла машины. Беззера и Павони работали вместе, чтобы усовершенствовать свою машину, которую Павони назвал «Идеал». На Миланской ярмарке 1906 года двое мужчин представили миру « cafeé espresso ». Беззера, хотя он, возможно, даже построил первые кофемашины Pavoni, медленно исчез с изображения — возможно, его выкупили, — поскольку Павони продолжал широко продавать машины под своей торговой маркой «эспрессо» («сделанные в мгновение ока»). которые производились на коммерческой основе в его мастерской в Милане.Благодаря многочисленным нововведениям, Ideale стал важным шагом в первом развитии современного эспрессо. После Миланской ярмарки аналогичные кофемашины эспрессо стали появляться по всей Италии, а ранняя утилитарная машина Беззеры превратилась в замысловатые позолоченные устройства, похожие на украшение капота дирижабля в романе Жюля Верна.
A 1910 Ideale эспрессо-машина
Эти ранние машины могли производить до 1000 чашек кофе в час, но полагались исключительно на пар, который имел неприятный побочный эффект в виде придания кофе жженого или горького вкуса и мог вызвать в лучшем случае только две плитки атмосферного давление — недостаточное даже для того, чтобы полученный напиток считался эспрессо по сегодняшним стандартам.Поскольку электричество заменило газ, а ар-деко заменил эстетику хрома и латуни начала 20-го века, машины стали меньше и эффективнее, но новаторам в области кофе не удалось создать машину, которая могла бы варить под давлением более 1,5-2 бар. без , сжигающего кофе. Pavoni доминировал на рынке эспрессо более десяти лет. Тем не менее, несмотря на успех его кофемашин, эспрессо оставался в основном региональным удовольствием для жителей Милана и его окрестностей.
Плакат Виктории Ардуино (изображение: Wikimedia Commons)
Среди растущих конкурентов Павони был Пьер Терезио Ардуино.Ардуино был изобретателем, решившим найти способ приготовления эспрессо, который не зависел бы исключительно от пара. Несмотря на то, что он задумал включить в машины винтовые поршни и воздушные насосы, он так и не смог эффективно реализовать свои идеи. Напротив, его основной вклад в историю эспрессо носит иной характер. Ардуино был бизнесменом и искусным маркетологом — даже больше, чем Павони. Он построил маркетинговую машину вокруг кофе эспрессо, в которую вошел графический дизайнер Леонетто Каппиелло, который создал знаменитый плакат эспрессо, который идеально отражал природу эспрессо и скорость современной эпохи.В 1920-х годах у Ардуино была гораздо более крупная мастерская, чем у Павони в Милане, и, в результате его производственных возможностей и маркетингового чутья, он в значительной степени отвечал за экспорт машин из Милана и распространение эспрессо по остальной Европе.
Рычажные машины Vintage Gaggia (изображение: Espresso Machine Classics)
Человеком, который наконец преодолел барьер пивоварения с двумя барами, стал владелец миланского кафе Ахилле Гаджиа. Гаджа превратил украшение капота Жюля Верна в хромированный космический корабль с противовесом с изобретением механизма с рычажным приводом.В машине Гаджиа, изобретенной после Второй мировой войны, давление пара в котле заставляет воду поступать в цилиндр, где она подвергается дополнительному давлению с помощью пружинно-поршневого рычага, которым управляет бариста. Это не только устранило необходимость в массивных котлах, но и резко увеличило давление воды с 1,5-2 бар до 8-10 бар. Рычажные машины также стандартизировали размер эспрессо. Цилиндр на группах рычагов мог вмещать только унцию воды, ограничивая объем, который можно было использовать для приготовления эспрессо.Вместе с рычажными кофемашинами появился новый жаргон: бариста, работающие с подпружиненными рычагами Gaggia, придумали термин «рюмка» эспрессо. Но, пожалуй, самое главное, с изобретением рычажной машины высокого давления произошло открытие crema — пены, плавающей над кофейной жидкостью, которая является определяющей характеристикой качественного эспрессо. Исторический анекдот утверждает, что первые потребители сомневались в этой «нечистоте», плавающей над их кофе, пока Gaggia не начал называть ее « caffe creme », предполагая, что кофе был такого качества, что производил свой собственный крем.Рычажная машина Gaggia с высоким давлением и золотой пенкой знаменует рождение современного эспрессо.
Эспрессо-машина Faema E61
Но это далеко не конец эволюции Macchina . Следующая революция в кофемашинах эспрессо произошла в революционные 1960-е, когда поршневые кофемашины Gaggia уступили место Faema E61. Изобретенный Эрнесто Валенте в 1961 году, E61 представил гораздо больше инноваций и первых эспрессо.Вместо того, чтобы полагаться на ручное усилие бариста, он использовал моторизованный насос, чтобы обеспечить давление в девять атмосферных бар, необходимое для приготовления эспрессо. Насос забирает водопроводную воду непосредственно из водопровода, направляя ее по спиральной медной трубе внутри бойлера, прежде чем она будет пропущена через молотый кофе. Теплообменник поддерживает идеальную температуру воды для заваривания. Благодаря своим техническим инновациям, меньшим размерам, универсальности и обтекаемому дизайну из нержавеющей стали, E61 сразу завоевал успех и по праву вошел в пантеон самых влиятельных кофемашин в истории.
Конечно, на этом пути есть еще несколько шагов, но эти разработки отражают большую коммерческую историю эспрессо. За более чем столетие кофемашина эспрессо была радикально усовершенствована за счет включения электрических компонентов, компьютеризированных измерений и портативной пневматики. Но, как и в случае с лучшими предметами дизайна, науки и техники недостаточно. Эспрессо — это тоже искусство. Талант бариста так же важен, как качество зерен и эффективность машины.Действительно, говорят, что хороший эспрессо зависит от четырех: M: : Macchina, — кофемашины; Macinazione , правильный помол зерен — однородный помол от мелкого до порошкообразного — который идеально выполняется в момент заваривания напитка; Miscela , кофейная смесь и обжарка, и Mano — это умелая рука бариста, потому что даже с лучшими зернами и самым передовым оборудованием выстрел зависит от прикосновения и стиля бариста.При правильном сочетании эти четыре M дают напиток, одновременно смелый и элегантный, с легкой сладкой пенкой, плавающей над кофе. Сложный напиток со сложной историей.
Узкое место для реагирования на коронавирус в США: факс
«Это 500 долларов против, буквально, 5000 долларов», — сказал Боб Кочер, партнер венчурной компании Venrock, которая помогает Калифорнии управлять усилиями по тестированию на коронавирус.
В начале 2010-х федеральное правительство потратило миллиарды на то, чтобы побудить врачей заменить факсимильные аппараты электронными записями.Эта программа, известная как HITECH Act, не предусматривала аналогичного финансирования для департаментов общественного здравоохранения, чтобы помочь им автоматически оцифровать факсы и другие нестандартные результаты. Также не требовалось, чтобы больницы и врачебные кабинеты создавали технологию, которая автоматически отправляла бы соответствующие результаты тестов местным чиновникам здравоохранения.
Департаменты здравоохранения, бюджеты которых были сокращены за последнее десятилетие, не смогли сами профинансировать цифровую модернизацию.
«Лучше всего я могу описать это, представив, что вы находитесь на информационной супермагистрали, но путешествуете с проездным на автобус», — сказал Оскар Аллейн, главный специалист по программам Национальной ассоциации работников здравоохранения округов и городов. .«Были вложены деньги, чтобы ввести врачебные практики в электронные медицинские карты. Не было вложений в создание аналогичной технологии, чтобы связать общественное здравоохранение с этой системой ».
The C.D.C. модернизировал отчетность в области общественного здравоохранения, но в меньшем масштабе. В середине 2010-х агентство использовало 13 миллионов долларов из средств Закона о доступном медицинском обслуживании, чтобы помочь департаментам здравоохранения штата и города перейти на цифровые технологии. Хотя в этой программе был достигнут некоторый прогресс, она не перешла в страну к полностью цифровой системе отчетности в области общественного здравоохранения.За последние несколько лет было несколько небольших программ разовых грантов, но не было долгосрочного источника финансирования для оцифровки.
«Мы очень быстро поняли, что это серьезная проблема», — сказал доктор Фриден, бывший C.D.C. директор. «У вас есть сотни лабораторий и тысячи тестов. Ничто не является совместимым, потому что им не было поручено это делать ».
Доктор Фриден отметил, что в других странах, например в Великобритании и Канаде, данные о пациентах передаются с уникальным номером, который идентифицирует, кому они принадлежат.Соединенные Штаты пытались создать аналогичную систему в середине 1990-х годов, но она умерла после того, как Конгресс принял закон, запрещающий федеральному правительству создавать новые идентификационные номера.
Scene Machine от Apple Technologies
Фотобудка Face Place Scene Machine основана на технологии зеленого экрана, чтобы создать интерактивную фотобудку, как никогда раньше. Пользователи попадают в сцену по своему выбору, начиная от страшных сцен с вампирами и динозаврами и заканчивая подводными сценами, где они могут плавать со всеми видами рыб! Клиенты также могут посетить популярные туристические районы, такие как Статуя Свободы, Лас-Вегас-Стрип и Белый дом.
Конечно, как и другие кабины Face Place, Scene Machine также использует преимущества передового программного обеспечения Smile 2.0, которое позволяет клиентам делиться своими фотографиями на Facebook, Twitter или по электронной почте прямо из кабины. В число функций входят: поддержка зеленого экрана, навигация по сенсорному экрану, система печати Mitsubishi Dye-Sub, ролики, запись аудио и видео, настройка границ и фона, захват фотографий на флэш-накопитель, логотипы клиентов на продукте, администратор баз данных и укладчик, стандартные, кредитные и Возможность использования дебетовой карты, стандартная, емкость пленки: 600 продаж на рулон
Общие характеристики
- Поддержка зеленого экрана
- Сенсорный экран навигации
- Система печати Mitsubishi Dye-Sub
- Ролики
- Записи аудио и видео
- Настройка границ и фона
- Захват фотографий на флэш-накопитель
- Логотипы клиентов на продукте
- DBA и штабелеукладчик (стандарт)
- Возможность использования кредитной / дебетовой карты (стандарт)
- Емкость пленки: 600 продаж на рулон
- Доступные цвета: зеленый
Система аудита дистанционного управления
- Аудиторские отчеты Удаленный мониторинг
Особенности темы
- 4 × 6 Фото
- Цветные полосы для фотографий
- Черно-белые полосы для фотографий
- Веселые сцены и границы
- Праздничные сцены и границы
- Замена лица
- Прически
- Фотографии для паспорта
Интеграция с социальными сетями
- Поддержка электронной почты
- Твиттер
Руководство по рисованию изображений: использование машинного обучения для редактирования и исправления дефектов в фотографиях | Джамшед Хан
Рисование изображений — это техника, которая вдохновила энтузиастов на многочисленные эксперименты.Хотя всегда есть возможности для улучшения, многие инструменты и фреймворки предлагают свои собственные решения для рисования изображений.
OpenCV имеет для этого два встроенных метода. К обоим можно получить доступ с помощью одной и той же функции cv2.inpaint () , которой просто нужны поврежденное изображение и маска слоя . Первый основан на методе быстрого марша, который начинается от границы окрашиваемой области и движется к эпицентру, постепенно заполняя все границы сначала.Каждый пиксель заменяется нормализованной взвешенной суммой всех известных пикселей в его окрестности.
Выбор веса — дело важное. Больший вес придается тем пикселям, которые находятся рядом с границей недостающих частей, например, возле контуров.После того, как пиксель окрашен, он перемещается к следующему ближайшему пикселю с использованием метода быстрого перехода, который гарантирует, что пиксели, ближайшие к известным пикселям, будут окрашены первыми.
Проще говоря, весовая функция играет важную роль в определении качества окрашенного изображения. Отличительной особенностью весов является количество недостающей информации.
импортировать numpy как np
import cv2
img = cv2.imread ('messi_2.jpg')
mask = cv2.imread ('mask2.png', 0)
dst = cv2.inpaint (img, mask, 3, cv2.INPAINT_TELEA)
cv2.imshow ('dst', dst)
cv2.waitKey (0)
cv2.destroyAllWindows ()
Второй метод основан на эвристическом принципе, охватывающем жидкость динамика и уравнения в частных производных. Сначала он перемещается по краям из известных регионов в неизвестные (потому что края должны быть непрерывными). Он продолжает движение по изофотам, которые можно рассматривать как линии, соединяющие точки с одинаковой интенсивностью, при этом совпадая вектора градиента на границе области рисования.
Вы также можете ознакомиться с реализацией Keras модели рисования GMCNN (Generative Multi-column Convolutional Neural Networks), первоначально предложенной на NIPS 2018: Image Inpainting через Generative Multi-column Convolutional Neural Networks .
Модель была обучена с использованием изображений с высоким разрешением из набора данных Places365-Standard, доступ к которому можно получить здесь.
Сверхбыстрое машинное зрение с датчиками изображения нейронной сети 2D материала
LeCun, Y., Бенжио, Ю. и Хинтон, Г. Глубокое обучение. Природа 521 , 436–444 (2015).
ADS CAS Статья Google Scholar
Мид К. А. и Маховальд М. А. Силиконовая модель ранней визуальной обработки. Нейронная сеть . 1 , 91–97 (1988).
Артикул Google Scholar
Lichtsteiner, P., Posch, C. & Delbruck, T.A. 128 × 128 120 дБ Асинхронный датчик временного контраста с задержкой 15 мкс. IEEE J. Твердотельные схемы 43 , 566–576 (2008).
ADS Статья Google Scholar
Коттини, Н., Готтарди, М., Массари, Н., Пассероне, Р. и Смилански, З.А. Датчик зрения 33 мкВт 64 × 64 пикселей, в который встроено надежное динамическое вычитание фона для обнаружения СОБЫТИЙ и интерпретации сцены. IEEE J. Твердотельные схемы 48 , 850–863 (2013).
ADS Статья Google Scholar
Kyuma, K. et al. Искусственная сетчатка — быстрые и универсальные процессоры изображений. Nature 372 , 197–198 (1994).
ADS CAS Статья Google Scholar
Пош, К., Серрано-Готарредона, Т., Линарес-Барранко, Б. и Дельбрук, Т. Ретиноморфные датчики зрения, основанные на событиях: камеры с биоинспирированием и импульсным выходом. Proc. IEEE 102 , 1470–1484 (2014).
Артикул Google Scholar
Zhou, F. et al. Оптоэлектронная резистивная оперативная память для нейроморфных датчиков зрения. Nat. Нанотехнологии . 14 , 776–782 (2019).
CAS Статья Google Scholar
Манзели С., Овчинников Д., Паскье Д., Языев О.В., Кис А. Двумерные дихалькогениды переходных металлов. Nat. Ред. Mater . 2 , 17033 (2017).
ADS CAS Статья Google Scholar
Мюллер Т. и Малик Э. Физика экситонов и устройство двумерных полупроводников из дихалькогенидов переходных металлов. npj 2D Mater. Заявление . 2 , 29 (2018).
Артикул Google Scholar
Поспишил А., Фурчи М. и Мюллер Т. Преобразование солнечной энергии и световое излучение в атомарном монослойном p – n диоде. Nat. Нанотехнологии . 9 , 257–261 (2014).
ADS CAS Статья Google Scholar
Баугер, Б. В., Черчилль, Х. О., Янг, Ю. и Ярилло-Херреро, П. Оптоэлектронные устройства на основе электрически перестраиваемых p – n-диодов в однослойном дихалькогениде. Nat. Нанотехнологии . 9 , 262–267 (2014).
ADS CAS Статья Google Scholar
Ross, J. S. et al. Электроперестраиваемые экситонные светодиоды на основе однослойных p − n-переходов WSe 2 . Nat. Нанотехнологии . 9 , 268–272 (2014).
ADS CAS Статья Google Scholar
Prezioso, M. et al. Обучение и работа интегрированной нейроморфной сети на основе металлооксидных мемристоров. Nature 521 , 61–64 (2015).
ADS CAS Статья Google Scholar
Sheridan, P. M. et al. Разреженное кодирование мемристорными сетями. Nat. Нанотехнологии . 12 , 784–789 (2017).
CAS Статья Google Scholar
Li, C. et al. Обработка аналоговых сигналов и изображений с помощью больших мемристорных планок. Nat. Электрон . 1 , 52–59 (2018).
Артикул Google Scholar
Kim, K. H. et al. Функциональная гибридная мемристорная матрица / КМОП-система для хранения данных и нейроморфных приложений. Nano Lett . 12 , 389–395 (2012).
ADS CAS Статья Google Scholar
Shen, Y. et al. Глубокое обучение с когерентными нанофотонными схемами. Nat. Фотон . 11 , 441–446 (2017).
ADS CAS Статья Google Scholar
Lin, X. et al. Полностью оптическое машинное обучение с использованием дифракционных глубоких нейронных сетей. Наука 361 , 1004–1008 (2018).
ADS MathSciNet CAS Статья Google Scholar
Хамерли Р., Бернштейн Л., Слуддс, А., Солячич, М. и Энглунд, Д. Крупномасштабные оптические нейронные сети, основанные на фотоэлектрическом умножении. Phys. Ред. X 9 , 021032 (2019).
CAS Google Scholar
Псалтис, Д., Брэди, Д., Гу, X. Г. и Лин, С. Голография в искусственных нейронных сетях. Nature 343 , 325–330 (1990).
ADS CAS Статья Google Scholar
Колб, Х. Как работает сетчатка: большая часть построения изображения происходит в самой сетчатке с помощью специализированных нейронных цепей. Am. Sci . 91 , 28–35 (2003).
Артикул Google Scholar
Jeong, K.-H., Kim, J. & Lee, L.P. Биологически вдохновленные искусственные составные глаза. Наука 312 , 557–561 (2006).
ADS CAS Статья Google Scholar
Choi, C. et al. Мягкое оптоэлектронное устройство, вдохновленное человеческим глазом, использующее изогнутую матрицу датчиков изображения из графена высокой плотности MoS 2 . Nat. Коммуна . 8 , 1664 (2017).
ADS Статья Google Scholar
Schwarte, R. et al. Новый электрооптический датчик смешения и корреляции: возможности и применение устройства фотонного смесителя (PMD). В Proc. Датчики, сенсорные системы и обработка сенсорных данных SPIE Vol.3100, 245–253 (SPIE, 1997).
Сугета Т., Урису Т., Саката С. и Мидзусима Ю. Фотодетектор металл-полупроводник-металл для высокоскоростных оптоэлектронных схем. Jpn. J. Appl. Phys . 19 , 459 (1980).
Артикул Google Scholar
Вахтер С., Полюшкин Д. К., Бетге О. и Мюллер Т. Микропроцессор на основе двумерного полупроводника. Nat. Коммуна . 8 , 14948 (2017).
ADS CAS Статья Google Scholar
Goossens, S. et al. Широкополосный массив датчиков изображения на основе интеграции графена и КМОП. Nat. Фотон . 11 , 366–371 (2017).
ADS CAS Статья Google Scholar
Бишоп, К.М. Тренировка с шумом эквивалентна регуляризации Тихонова. Нейронные вычисления . 7 , 108–116 (1995).
Артикул Google Scholar
Bengio, Y. in Neural Networks: Tricks of the Trade Vol. 7700 (ред. Montavon G. et al.) 437–478 (Springer, 2012).
Румелхарт, Д. Э., Хинтон, Г. Э. и Уильямс, Р. Дж. Изучение представлений с помощью ошибок обратного распространения. Nature 323 , 533–536 (1986).
ADS Статья Google Scholar
Massicotte, M. et al. Диссоциация двумерных экситонов в монослое WSe 2 . Nat. Коммуна . 9 , 1633 (2018).
ADS Статья Google Scholar
Li, D. et al. Двумерные энергонезависимые программируемые p – n-переходы. Nat. Нанотехнологии . 12 , 901–906 (2017).
ADS CAS Статья Google Scholar
Lv, L. et al. Реконфигурируемые двумерные оптоэлектронные устройства с локальной сегнетоэлектрической поляризацией. Nat. Коммуна . 10 , 3331 (2019).
ADS Статья Google Scholar
Бертолацци С., Красножон Д. и Кис А. Ячейки энергонезависимой памяти на основе гетероструктур MoS 2 / графен. САУ Нано 7 , 3246–3252 (2013).
CAS Статья Google Scholar
Салахутдинов Р. и Хинтон Г. Семантическое хеширование. Внутр. J. Прибл. Причина . 50 , 969–978 (2009).
Артикул Google Scholar
Castellanos-Gomez, A. et al. Детерминированный перенос двухмерных материалов методом сухой вязкоупругой штамповки. 2D Материал . 1 , 011002 (2014).
Артикул Google Scholar
Gerchberg, R. W. & Saxton, W. O. Практический алгоритм для определения фазы из изображения и изображений плоскости дифракции. Optik 35 , 237–246 (1972).
Google Scholar
Замечательная машина — фоторедактор
Молли Глинн, Замечательная машина
Печать — это процесс решения проблем и итераций, от загрузки бумаги в принтер до проверки цвета готового продукта.Я люблю говорить, что типография — это в основном тушение пожаров — как только вы решите одну проблему, обязательно возникнет другая.
Не каждый фотограф считает, что владение собственным принтером стоит затрат. Это может занять много времени, а чернила и бумага стоят недешево. Но также может быть очень приятно создать изображение от первоначальной концепции до финального отпечатка.
Вначале я скажу, что существует множество мнений относительно печати и столько же способов печати, сколько принтеров существует в мире.У каждого свои предпочтения, и это руководство создано в качестве основы, на которой вы можете развить свои навыки и сформировать свой собственный стиль печати.
Шаг первый: выберите принтер
У нас есть два принтера Epson Surecolor P800, которые представляют собой широкоформатные принтеры, предназначенные для различных типов бумаги. Мы нашли их идеальными для изготовления нашего портфолио печати, а также для некоторых более крупных плакатов.
P800 принимает бумагу шириной до 17 дюймов, что делает его идеальным размером для печати пробных отпечатков или небольших выставочных отпечатков.Если вы хотите делать отпечатки еще большего размера, взгляните на P7000 или его более старого друга Stylus Pro 7880.
Похоже, что чем больше размер печати, тем больше проблем с принтером — от буферизации файлов до цветовых полос. В конечном счете, я советую оставить особенно большие или важные отпечатки профессиональным типографиям, у которых есть инструменты, опыт и время, чтобы создать для вас идеальный отпечаток.
Шаг второй: выберите свою бумагу
Мы используем двухстороннюю матовую бумагу Moab Lasal Matte, которую можно заказать с перфорацией и риской для папок стандартного размера.Плотная матовая бумага отлично подходит для большинства фотографий, но некоторым клиентам может потребоваться перламутровая, глянцевая или полностью глянцевая поверхность. Обычно мы не рекомендуем фотографам использовать глянцевую бумагу для портфолио из-за ее способности бликовать, собирать отпечатки пальцев и пыль.
Какую бы бумагу вы ни выбрали, убедитесь, что вы приобретаете размер и тип, совместимые с вашим принтером. Большинство готовых документов являются односторонними, поэтому, если вы хотите, чтобы изображения лицевой и оборотной сторон были в вашем портфолио, это важный фактор, который следует учитывать.К другим важным факторам относятся плотность бумаги и рекомендации по типу чернил, а также репутация цветовых профилей, связанных с бумагой. Например, я обнаружил, что профили Моава в целом просты в использовании, а профили Hahnemühle трудно распечатать.
Шаг третий: выберите свою программу
Вот где действительно начинают появляться мнения. В зависимости от вашего опыта работы с печатью вы обнаружите, что одна программа предпочтительнее другой. Есть несколько различных программ с хорошей репутацией для печати, включая почти все Adobe Creative Suite.Большинство фотографов владеют Photoshop и / или Lightroom, и любой из них является отличным выбором для печати. Некоторые типографии и даже современные домашние принтеры будут использовать специальные драйверы или программное обеспечение RIP для обеспечения идеальных результатов между несколькими принтерами.
Photoshop действительно предлагает больше возможностей для настройки печати и гибкости в макете, но мы обнаружили, что Lightroom лучше подходит для печати нескольких копий подряд в основном благодаря своей библиотеке и предустановленным функциям.
Lightroom — это наиболее удобный вариант печати, но при этом сохраняется уровень контроля, необходимый для получения высококачественных отпечатков.Таким образом, это руководство написано для Lightroom для начинающих принтеров.
Шаг четвертый: выбор шаблонов и настроек
Модуль печатиLightroom поставляется с заранее разработанными шаблонами для различных вариантов печати (все они предназначены для бумаги 8,5 × 11). Они хорошо подойдут как введение в то, что вы можете сделать для компоновки изображения, независимо от того, хотите ли вы распечатать контрольный лист, несколько изображений 5 × 7 или одну простую пробную печать.
Что еще лучше в шаблонах печати Lightroom, так это возможность их настраивать.В правой части модуля печати вы заметите шесть разделов с параметрами для настройки окончательной печати: стиль макета, настройки изображения, макет, направляющие, страница и задание на печать.
ПЛАН
Чаще всего вы будете придерживаться «одного изображения / контрольного листа», если не печатаете розничный пакет изображений. В любом случае, просто используйте меню ячеек, чтобы добавлять изображения нужного размера и наращивать их по своему усмотрению!
НАСТРОЙКИ ИЗОБРАЖЕНИЯ
Ваши изображения не всегда вписываются в шаблон именно так, как вы хотите, и именно здесь на помощь приходят настройки изображения.Флажки дают вам возможность масштабировать до заполнения, повернуть по размеру или повторять одну фотографию на странице. По большей части это не требует пояснений, но стоит отметить, что при выборе параметра «Масштаб для заливки» изображение будет обрезано. Вы можете настроить кадрирование, щелкнув и перетащив указатель мыши на изображение.
Также есть возможность добавить обводку вокруг изображения. Обычно я не рекомендую добавлять к изображению какие-либо границы — в большинстве случаев это только делает изображение устаревшим.
ВИД
Возможно, одно из самых важных меню для использования при создании пользовательских шаблонов или корректировке уже существующих. Меню «Макет» позволяет настраивать поля, сетку страницы, интервал между ячейками и размер ячейки печати.
Настройка полей позволяет вам работать в пределах того, что вы знаете или желаете использовать для печати. Например, когда я настраиваю печать портфолио для винтовой почтовой книжки, я знаю, что мне нужно оставить не менее одного дюйма на внутреннем крае страницы для пробитых отверстий. Если я хочу, чтобы вертикальное изображение располагалось полностью в левой части страницы, я отрегулирую правое поле, чтобы сдвинуть его к левому краю.
Сетка страницы устанавливает количество ячеек изображения (в строках и столбцах) на одной странице.Если мне нужно изображение сверху и снизу, я установлю для строк два. Если мне нужен триптих, я поднимаю столбцы, чтобы расположить три изображения рядом. Если на странице имеется более одной ячейки изображения, в игру вступает поле «Расстояние между ячейками». Увеличение расстояния по горизонтали или вертикали добавит пустого пространства между ячейками, поэтому изображения больше не соприкасаются.
Размер ячейки регулирует пространство, отведенное для каждого изображения на странице. Когда ползунки находятся до упора вправо, ячейка становится настолько большой, насколько это возможно на странице.Это обратно пропорционально расстоянию между ячейками, поэтому будьте осторожны при настройке. Обычно я считаю наиболее полезным сначала установить размер ячеек, а затем интервал.
НАПРАВЛЯЮЩИЕ
Направляющие не влияют на окончательный результат. Это именно то, что они рекламируют — руководства, которые помогут вам понять, как ваш отпечаток размещен на странице. Как и в Photoshop, линейки позволяют вам в дюймах увидеть масштаб вашего отпечатка. Если у вас есть пользовательские настройки в настройках страницы (например, область печати на выбранной вами бумаге), то при установке флажка «Растекание страницы» все области, которые нельзя безопасно распечатать, будут серыми.
Поля и отступы отображаются в виде светло-серых линий, пересекающих все поперечные сечения вашей страницы (внешние поля, ячейки изображения и т. Д.). Руководство по ячейкам изображения выглядит как обводка вокруг границы ячейки изображения. Обычно рекомендуется следить за тем, сколько места доступно для изображения, и это особенно полезно, если у изображения белый фон, который сливается с предварительным просмотром печати. Наконец, «Размеры» показывают именно это — числовой размер каждого изображения.
СТРАНИЦА
Если вы печатаете пробные копии, серию страниц или контрольные листы, вам могут быть полезны настройки страницы.Здесь вы можете установить цвет фона, добавить идентификационную табличку (элементарный водяной знак), загрузить или создать свой собственный водяной знак, включить настройки печати, добавить номера страниц или метки обрезки или включить информацию о файле под каждое изображение. У каждой настройки есть свое применение, и я предоставлю вам представить возможности.
ЗАДАНИЕ ДЛЯ ПЕЧАТИ
Может быть, вы вздохнули, но сейчас самое время обратить внимание. Параметры задания на печать могут радикально изменить способ отображения изображения на принтере, поэтому важно убедиться, что вы выбрали правильные настройки для предполагаемого использования.
Принтеры Epson, которые мы используем, имеют собственное разрешение печати 240ppi (пикселей на дюйм), так что это наше идеальное входное разрешение для Lightroom. Мы обнаружили, что лучше всего смотрится минимальная резкость, поэтому мы оставляем для параметра «Резкость печати» значение «Низкое». Если вы используете перламутровую или глянцевую бумагу, ваш тип носителя может быть глянцевым, но с бумагой, такой как Moab Lasal, которую мы используем, убедитесь, что для типа носителя установлено значение Matte. Если ваш принтер поддерживает 16-битный вывод, установите это поле, но если ваш принтер не поддерживает или вы не знаете, лучше не устанавливать этот флажок.Принтеры, не предназначенные для 16-битного вывода, будут печатать изображение намного медленнее без какого-либо улучшения качества.
Color Management может существенно повлиять на ваши отпечатки, и вы почти никогда не захотите оставлять настройку Managed by Printer включенной. Вместо этого найдите соответствующий профиль ICC для вашей бумаги и убедитесь, что он установлен, или просмотрите список профилей бумаги, предоставленный производителем вашего принтера. Я оставляю для параметра Intent значение Perceptual, оставляю Print Adjustment отключенным и сохраняю весь шаблон.
После того, как вы изменили настройки так, как вам нравится, вы можете сохранить их как пользовательский шаблон. Lightroom сохранит эти шаблоны, и вы сможете легко продолжить с того места, на котором остановились, с помощью контрольного листа, пробной печати или изображения портфолио одним нажатием кнопки всякий раз, когда вы повторно открываете Lightroom (даже между каталогами).
Шаг пятый: Использование принтера
Каждый принтер имеет разные функции и по-разному принимает разную бумагу. Если возможно, я рекомендую использовать переднюю или заднюю плоскую загрузку для плотной бумаги, чтобы избежать возможности сгибания или замятия бумаги.См. Инструкции производителя вашего принтера для получения дополнительной информации о загрузке бумаги.
Некоторые принтеры позволяют печатать по беспроводной сети, но я рекомендую печатать через USB, потому что это быстрее и проще устранять неполадки.
При отправке изображения на принтер из Lightroom (или любой другой программы) вы никогда не нажимаете «Печать». У вас всегда будет опция «Принтер…», которая приведет вас к диалоговому окну печати и даст вам возможность изменить настройки печати.
Если ваш компьютер подключен к нескольким принтерам, сначала убедитесь, что вы выбираете настройки для правильного принтера.Нет ничего хуже, чем исправить все настройки, только чтобы поменять принтеры и проделать все заново.
Если вы не используете рулонную бумагу, для вашей страницы должен быть установлен стандартный. При этом также откроется меню «Источник бумаги», в котором вы сможете найти любой вариант плоской загрузки, который вы использовали для своего принтера.
Тип носителя должен максимально соответствовать бумаге. По большей части вы будете использовать либо фотобумагу, либо матовую бумагу, и вы можете уточнить у производителя бумаги, какой тип носителя лучше всего подходит.Для Moab Lasal Matte используется бумага Ultra Premium Presentation Matte.
Если вы правильно выбрали цветовой профиль ICC в Lightroom и сняли флажок «Управляется принтером», параметры «Режим печати» и «Цветовой режим» должны быть неактивны. Если это не так, скорее всего, вы не сохранили свои настройки.
Мы устанавливаем разрешение вывода на SuperFine 1440 dpi (точек на дюйм). Все, что меньше, отрицательно скажется на качестве печати, а разрешение SuperPhoto 2880 dpi — это уровень детализации, превосходящий возможности большинства принтеров.Не устанавливайте флажки «Высокая скорость» и «Зеркальное изображение» и выберите «Наилучшие детали» для более медленной, но более сложной печати.
Вы также можете создать предустановки в диалоговом окне печати, чтобы эти настройки были параметрами по умолчанию, и вам нужно только проверить, что ничего не изменилось, прежде чем отправлять изображение на принтер.
Шаг шестой: Просмотр ваших отпечатков
Помните старую пословицу «Не судите о книге по обложке?» Точно так же не оценивайте отпечаток, пока он не высохнет. В зависимости от типа бумаги, которую вы используете, для полного высыхания отпечатка может потребоваться от 10 минут до нескольких часов.Более темные цвета сохнут дольше и могут выходить из принтера почти полностью черными, а затем проявлять больше деталей, когда чернила полностью высыхают.
Так как я обычно печатаю на обеих сторонах страницы, я даю большую свободу для высыхания страниц, обычно за ночь, прежде чем я снова пропущу их через принтер. Это помогает предотвратить порезы и царапины на первой стороне и сохраняет внутреннюю часть принтера как можно более чистой для второй стороны.
Печать на матовой бумаге оставляет красивые конечные отпечатки, но она также более восприимчива к образованию пятен.Если у вас есть отпечаток с глубоким черным или, как правило, более темными цветами, вам нужно поднять на него фонарик, чтобы обнаружить любые потертости.
Наконец, вы также захотите просмотреть отпечатки в нескольких сценариях освещения. Все мы знаем, что дневной свет влияет на цвета иначе, чем люминесцентные лампы или лампы накаливания, и, поскольку печатное портфолио будет попадать в самые разные ситуации освещения, вы должны убедиться, что вам нравится общий цвет и контраст вашей книги.
Печать — задача не из легких.Это похоже на обучение вождению: вы можете перемещаться из одного места в другое, но требуется время, чтобы действительно почувствовать себя комфортно в процессе.
Будьте терпеливы со своими ошибками и отслеживайте проблемы, которые вы решали ранее, чтобы они не возникли снова. И, как и при вождении, всегда проверяйте и дважды проверяйте, прежде чем нажимать на педаль газа.