
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- На бетонной плите чертится квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.

- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.

В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.
Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра. Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления».
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля. Два ролика для трубогиба своими руками зафиксированы на швеллере горизонтально, их предназначение — передвигать отрезок трубы. Деформируется изделие посредством ещё одного ролика, находящегося в нижней части струбцины. Читайте также: «Как сделать самодельный трубогиб для профильной трубы – два проверенных варианта».
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.

Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации. Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».

Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. Читайте также: «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.

Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку. Возможна и замена такого шаблона на вбитые в деревянную подставку штыри или крюки, расположенные по принципу первого описанного в статье трубогиба.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
Как изготовить трубогиб для профильной трубы своими руками
Автор aquatic На чтение 7 мин. Просмотров 5.9k. Обновлено
При монтаже большинства металлических конструкций требуется сгибание труб под разным углом. Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Самостоятельно изготовленный прибор поможет придать изделию любую форму
Как устроен трубогибМеталлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Полезная информация! Для подбора трубогиба нужно учитывать не только сечение изделия, но и его профиль. Простые круглые трубы поддаются сгибанию гораздо легче профильных. Последние при неправильном подходе могу значительно деформироваться или даже сломаться.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.

Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Как работает прибор для изгибания профиляПрежде, чем взаться за изготовление самодельного трубогиба для круглой трубы или профиля, нужно понять принцип действия прибора. Действие механизма основано на прокатке или вальцовке. Этот принцип помогает исключить риск случайно деформации и перелома материала. Для придания металлу нужной формы, его вставляют между валами и проворачивают ручку прибора. В результате должен получиться заданный изгиб.
Меняя валики, можно добиться разного изгиба
Трубогиб своими руками для профильной трубы: виды приборовПриборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Ручной трубогибОбратите внимание! Неправильное использование станка может привести к изменению внутреннего диаметра труб, сминанию поверхности и изменению толщины стенок.
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический приборЭто устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.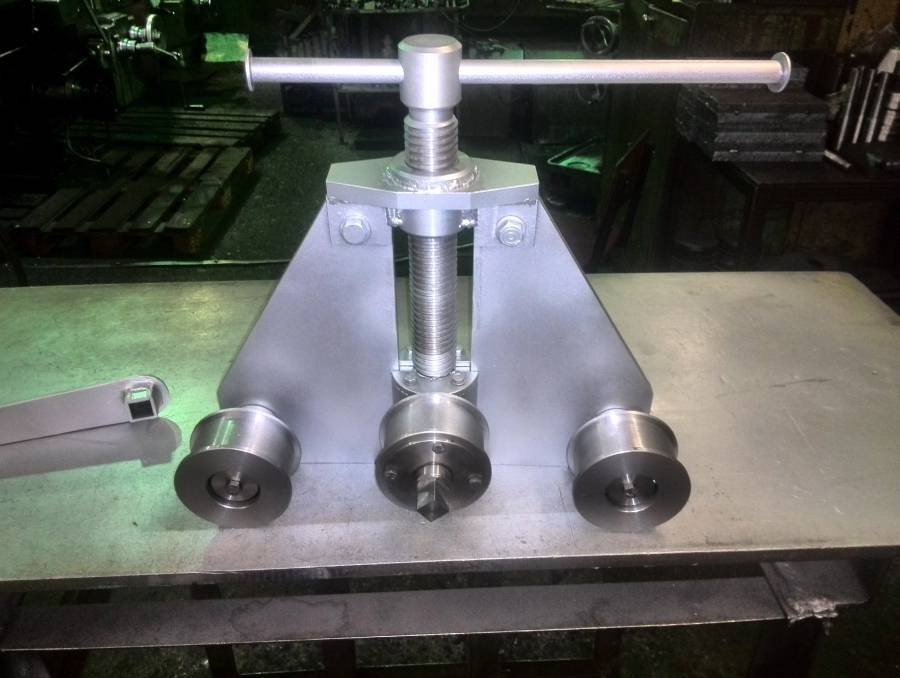
Гидравлический механизм
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемыСамое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Модель №1 – прокатнаяПолезная информация! Металлические части конструкции нужно тщательно смазывать для защиты от ржавчины. Можно предусмотреть даже специальный отсек для автоматической подачи смазки.
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.

Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Совет! Прикручивая детали, нужно ориентироваться на диаметр трубы. Она должна легко вставляться и фиксироваться.
Результат на фото:
Образец модели
Модель №3Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Совет! Если вручную не хватает сил выполнить нужный изгиб, можно использовать лебёдку.
Результат работы:
Трубогиб из фанеры
Применение гидравликиДля гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
Видео: ручной самодельный трубогиб своими руками для профильной трубыДля сооружения прибора сгибания труб можно использовать готовые чертежи. Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
- Для сгибания металлопрокат нужно нагреть, особенно с внешней стороны диаметра.
Нагреть трубу можно газовой горелкой
- Чтобы предотвратить деформацию, трубу перед сгибанием нужно заполнить песком.
Песок не позволит трубе переломиться
- Не уверен в результате – не берись. Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
 Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.Вполне реально выполнить несложное устройство для сгибания металлопроката своими руками. Если необходимо изготовить сложную по конфигурации металлическую конструкцию, лучше воспользоваться прокатным методом. Для пары-тройки простых изгибов подойдёт приспособление с использованием крюков.
С помощью трубогиба можно получить любую форму
Стоит помнить, что неправильное соотношение усилия и чрезмерная торопливость может привести к непоправимой деформации материала.
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
На чтение 14 мин.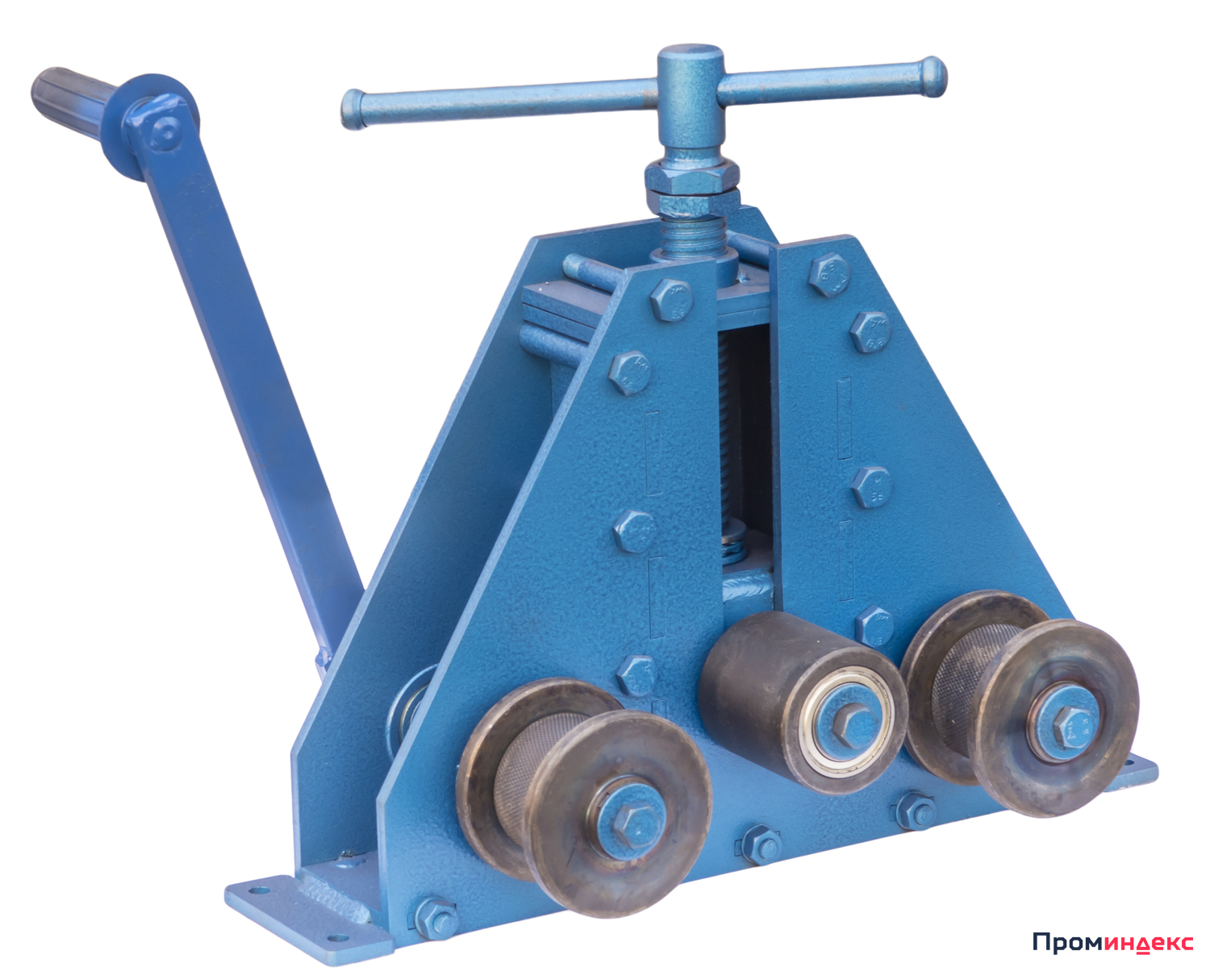
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.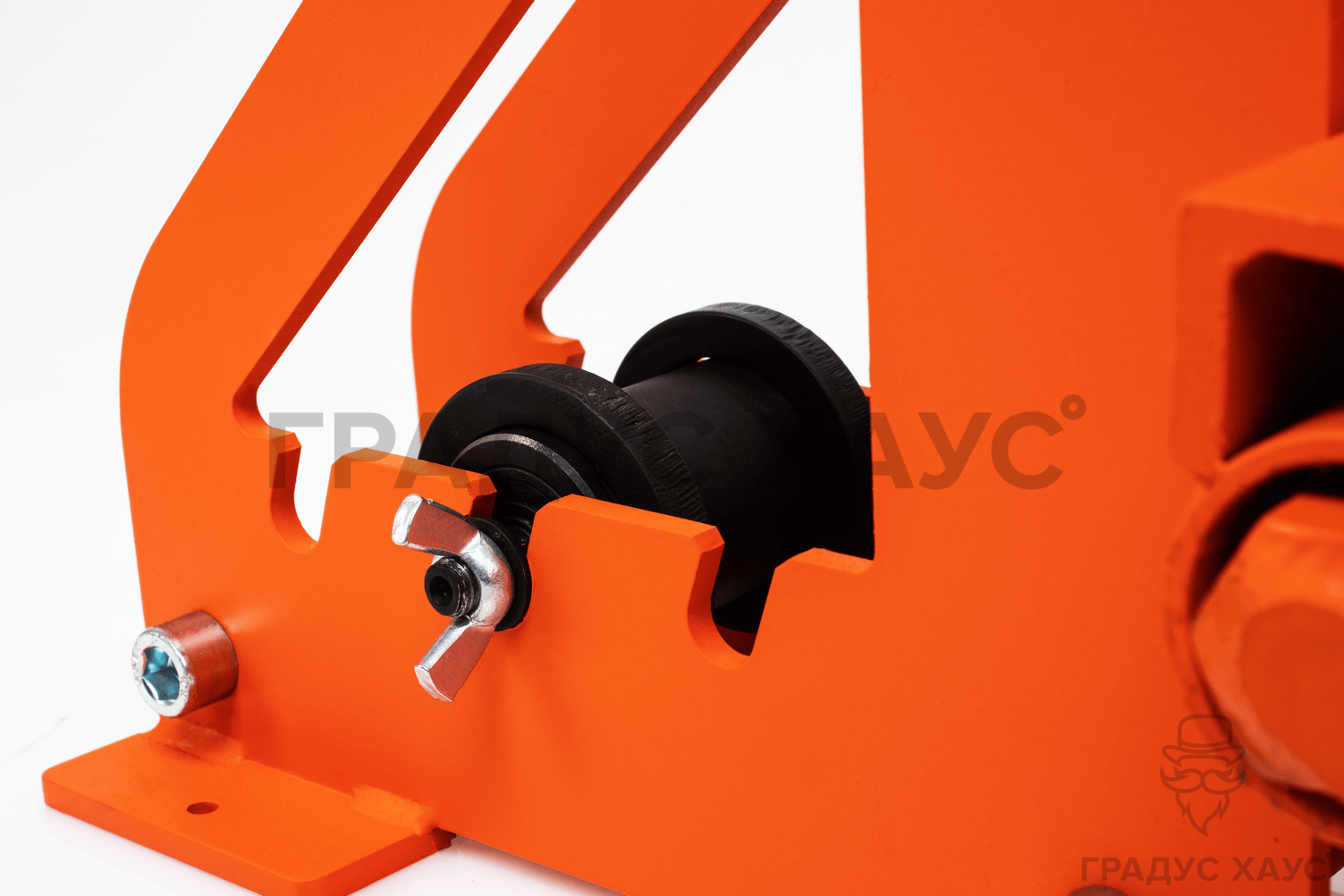
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом.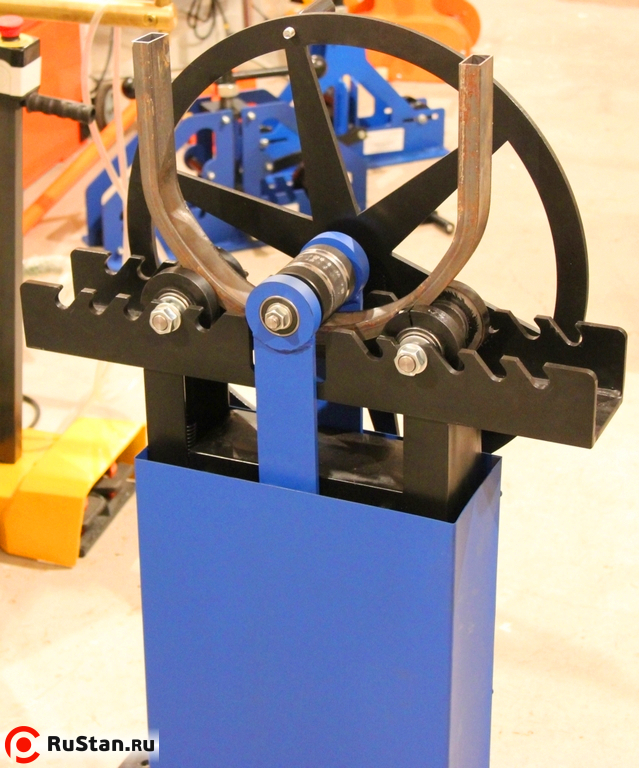 Конструктивно в подобных агрегатах выделяют следующие элементы:
Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.

Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.

Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.

Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Трубогиб для профильной трубы — чем лучше гнуть профиль
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С этой задаче отлично справляются трубогибы.
В состав многих конструкций входят трубы с профильным сечением, причем далеко не всегда они имеют прямолинейную геометрию. С поворотом, с изгибом под углом и даже со спиральным скручиванием — такие конфигурации трубы встречаются и на промышленных объектах, и в домашнем хозяйстве. Чтобы добиться нужной формы, трубы подвергают процессу принудительного изгибания. Для того, чтобы облегчить мастеру эту работу, используют специальный механизм — трубогиб для профильной трубы.
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С помощью профилегибов сразу получают цельные криволинейные трубные заготовки (или с минимальным количеством стыков). На рынке металлообрабатывающего оборудования можно подобрать подходящее профилегибочное оборудование для любого материала, сечения, диаметра и толщины стенки трубы.
Виды станков для гибки профильных труб
В зависимости от принципа управления, все трубогибы для профильной трубы подразделяется на 3 вида:
- Ручные.
- Гидравлические.
- Электрические.
Рассмотрим возможности каждого из них немного подробнее.
Ручные трубогибы
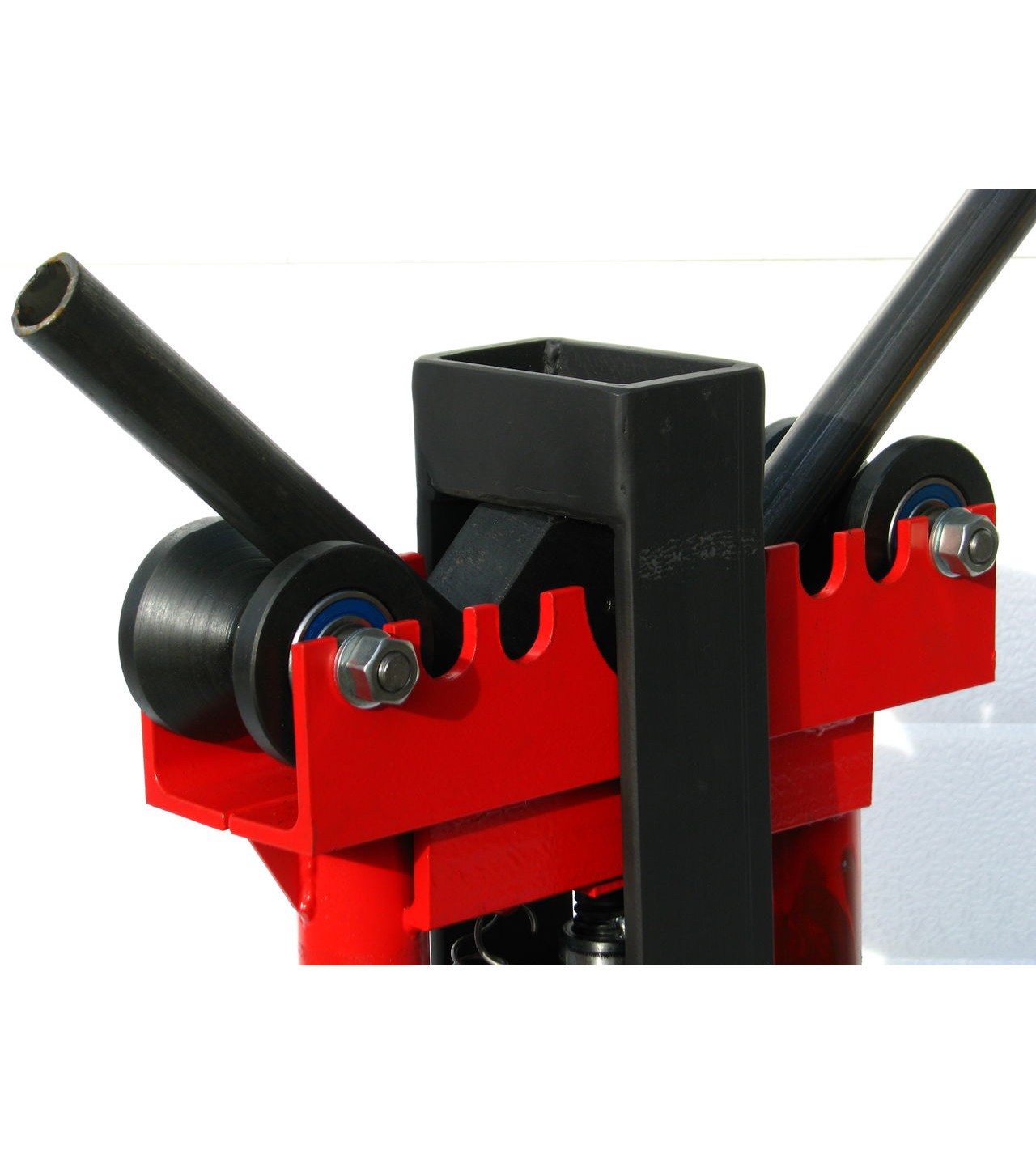
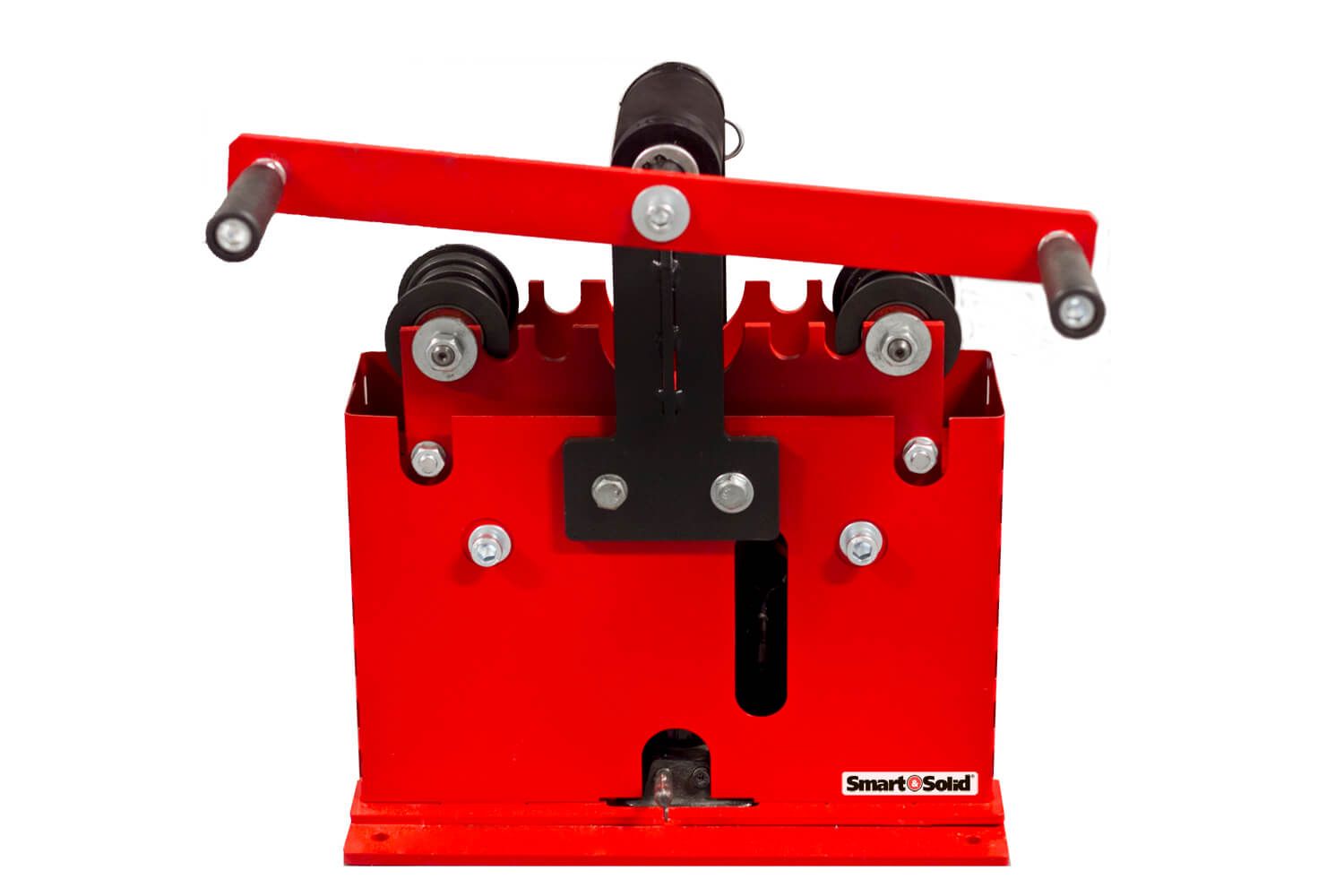
Ручной трубогиб для профильной трубы работает за счет применения только мускульной силы человека. Благодаря мобильности, компактным габаритам и небольшому весу, такая профилегибочная машина удобна для производства нужных изделий непосредственно на месте их дальнейшего использования. Наиболее распространен вариант с тремя роликами, вокруг которых движется металлозаготовка в процессе придания ей кривизны.
Ручной трубогиб для профиля, в который заправлена прямолинейная профильная труба, позволяет получить на выходе изделие с загибом под каким угодно углом. Помимо трубы (с прямоугольным, квадратным или круглым сечением), профилегиб ручной может легко согнуть в дугу стальную полосу, пруток, уголок, квадрат и т. д. Преимущество устройства заключается в том, что, несмотря на простой рабочий механизм без применения электроники и специальных настроек, сгибание изделия происходит в точном соответствии с заданным радиусом.
Ручная профилегибочная машина обладает и другими достоинствами:
- безопасность;
- легкость транспортировки;
- доступная цена;
- независимость от источника электроэнергии;
- широкий спектр применения.
Некоторые пользователи боятся приобретать ручные гибочные инструменты, считая их ненадежными. На самом деле, эти опасения необоснованны: механические профилегибы изготавливают из стали высокой прочности, в том числе и из легированных марок.
Роликовые валы ручного профилегиба легко и аккуратно выгибают трубы из различных материалов: стали, меди, алюминия и металлопластика. В зависимости от предназначения, механические трубогибы для профтрубы могут быть оснащены несколькими размерами проточек для гиба профильных труб различного сечения, например: 15х15 мм, 25х25 мм, 40х40 мм и т. д.
В каждой модели заложены собственные возможности выполнения максимального угла изгиба заготовки и предельной толщины стенки изделия. Для удобства использования в станине ручного механизма имеются отверстия, с помощью которых он надежно фиксируется на рабочем столе.
Доступная цена на оборудование этой категории позволяет многим домашним умельцам обзавестись им для хозяйственных нужд. Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Безусловно, как и в любой группе товаров, здесь есть свои представители премиум-класса. Например, универсальная профилегибочная машина, которой доступно сгибание крупных профильных изделий. Ее вальцы изготовлены из закаленной стали и имеют сборную конструкцию, что позволяет изгибать трубы квадратного сечения путем намотки на заданный шаблон.
Зачастую такое оборудование используют в сфере ЖКХ — для оформления поворота на водопроводных и газовых трубах. Стоимость таких агрегатов на порядок выше, чем обычных ручных, но и область применения значительно шире.
Гидравлические профилегибочные станки
Вторая группа трубогибов — гидравлические механизмы. Они имеют более широкие функции и работают не только с трубами, но и с цилиндрами, квадратами и другими сложными профилями. Во время работы оператор станка прикладывает меньше физических усилий, так как за него это делает гидравлика.
Профилегибочная машина, управляемая с помощью гидравлики, является технически более продвинутым механизмом по сравнению с ручным. Его валки могут прокатывать трубу как в горизонтальном, так и в вертикальном направлении. В процессе всего одной прокатной операции изделию можно придать несколько поворотных изгибов нужных радиусов под разными углами.
В стандартном исполнении гидравлический станок для гибки профильной трубы оснащен тремя роликами (вальцами): одним приводным и двумя прижимными. Вальцы изготовлены из высокопрочной легированной стали, поэтому не требуют частой замены. Однако, в случае необходимости, они легко демонтируются и меняются на резервные.
Как и ручные профилегибы, гидравлические машины имеют три проточки, но размеры сечений труб здесь могут доходить до 60х30 мм. Сечение квадратных труб, как правило, не превышает размеры 40х40 мм. Можно также гнуть полосу, пруток и трубу круглого сечения.
Дополнительное удобство в работе создает тормозное устройство двигателя — в любой момент можно приостановить выполнение операции, произвести нужные корректировки и вновь продолжить работу. Режим работы таких агрегатов вариативен: он может быть ручным, полуавтоматическим и автоматическим.
Производительность гидравлических гибочных станков для профильной трубы позволяет использовать их не только для выполнения разовых операций, но и для полноценного серийного производства. Выбор профилегибочного станка этого типа основывается на планируемых объемах работ: для периодического использования достаточно будет небольшого ручного станка; в случае эксплуатации в условиях производства — более эффективным будет выбор полуавтомата или автомата.
Электрические станки для гибки профильных труб
Профилегибочная машина для придания изогнутой конфигурации профильным трубам может работать и от электродвигателя. Из всех типов профилегибов именно электрический обладает самыми большими возможностями. По сути, это настоящий профессиональный станок, предназначенный для серийного производства гнутых изделий.
Металлоизделия, с которыми легко справляются настройки вальцов, могут быть изготовлены из разных видов проката: стали всевозможных марок, алюминия, меди и других. Прокатные ролики станка выполнены из высокопрочной стали и имеют большой ресурс износостойкости, в связи с чем частая замена деталей исключена.
Станок нельзя отнести к мобильным: его установка производится стационарно, с постоянным подключением к электросети. Такие гибочные агрегаты монтируют на площадках машиностроительных цехов, в кузницах и в мастерских. Преимущество электрических профилегибов состоит в том, что в процессе работы со стороны оператора не прилагается никаких физических усилий.
Точность гиба на электропрофилегибах позволяет создавать изделия высочайшего класса исполнения. Настройка угла может задаваться оператором как вручную, так и с использованием цифровых программ. Во втором случае — контроль выполнения операций на станке осуществляется с помощью встроенного или выносного дисплея.
Производительность электрического трубогиба зависит от мощности его электродвигателя. В разных моделях она может достигать от 0,7 кВт до 2,2 кВт. Выбор, как всегда, обусловлен задачами производства. Увеличить скорость обработки металлоизделий со сложным профилем позволяет и быстрая смена насадок — для каждого профиля есть свой комплект.
При том, что профилегиб с электроприводом зарекомендовал себя как самый производительный, его популярность все-таки не настолько высока, как у ручного и гидравлического оборудования. Главные причины — высокая цена и привязанность к определенному месту. Приобретение электропрофилегибов экономически выгодно только в случае крупного стабильного производства.
Из всех промышленных трубогибочных машин для работы с различными металлическими профилями отдельное место занимает станок с ЧПУ. Это самый мощный и производительный агрегат из всех, применяемых в массовом производстве. Он предназначен для трехмерной гибки труб и профилей из нержавейки, меди, алюминия, бронзы и других металлов и сплавов.
Самым эффективным способом управления станков с ЧПУ считается сервопривод. Применение такого оборудования из-за его высокой цены оправдано только в условиях полномасштабного производства, например, на автозаводах или на крупных мебельных предприятиях.
Возможно, вы располагаете собственным опытом практического использования трубогибов для профильной трубы: у себя дома или на производстве. Нам интересно узнать ваше мнение об используемой вами модели, о его преимуществах и недостатках. Такой обмен мнениями очень важен для других пользователей, и может оказать им существенную помощь при выборе хорошего трубогибочного оборудования.
Трубогиб профильной трубы сделанный своими руками: виды конструкций, фотографии, чертежи
Одним из металлических материалов, нашедших широкое применение в последние годы на территории нашей страны стали профилированные прямоугольные трубы различного сечения. Их используют и для установки забора из профлиста или сетки–рабицы, и для изготовления садовой мебели, и для монтажа навесов для автомобилей или гаражей. Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Ручной профилегиб своими руками
Первый вариант изделия позволяет получить радиальный загиб прямоугольной трубы вплоть до получения кольца.
Принцип работы данного трубогиба основан на использовании двух опорных и одного рабочего ролика, который и оказывает постепенное деформирующее давление на заготовку. При этом, основной рабочий стальной вал имеет определенный свободный ход, ограниченный размером направляющих.
Для изготовления направляющих трубогиба необходимо приготовить четыре отрезка стального уголка 50×50 длиной по 300 миллиметров, а также несколько стальных пластин толщиной 5-8 миллиметров. Большая пластина будет играть роль основания всей конструкции, поэтому к ней будут крепиться с помощью сварных швов уголковые направляющие и на болтах вспомогательные ролики.
Значительно облегчить процесс сборки направляющих трубогиба, обеспечить необходимое их взаимное расположение и зафиксировать непосредственно при выполнении соединения между собой и присоединения к стальному основанию могут помочь деревянные шаблоны, выпиленные из доски толщиной 25-30 миллиметров. А усилить механическую прочность основания, призваны привариваемые снизу два куска стального уголка, равные по длине нижней пластине. В верхней части направляющих необходимо приварить стальную пластину, в которой просверлено отверстие, диаметр которого больше диаметра винта, оказывающего давление на рабочий вал приспособления.
Для получения достаточного давления без опасения выхода из строя резьбы винта или опорной гайки можно использовать детали, имеющие кинематическую резьбу прямоугольного или трапециевидного сечения. Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Чертежи трубогиба для профильной трубы
Сталь, как и другие сплавы отличается высокой прочностью. При этом она имеет и другое очень важное свойство – пластичность. Именно благодаря ей материал может изменять первоначальную форму не разрушаясь и сохранять полученную форму в дальнейшем. Еще одним существенным свойством металлов и сплавов, присущим им в той или иной степени является упругость. Под ее действием профильная труба стремится вернуться в первоначальную форму. Таким образом, весь процесс деформации (гибки) металла связан с использованием пластичности и преодолением упругости без использования ударных нагрузок, которые могут привести к образованию на поверхности материала вмятин или разрывов.
Простое приспособление для гибки профильной трубы
Второй вариант трубогиба основан на использовании физической силы человека и использовании различной формы оправок для получения загиба того или иного радиуса. Его основой является достаточно большой стол-верстак, имеющий покрытие в виде стального листа. На одной из кромок установлен упор для фиксации свободного торца профилированной заготовки квадратного сечения со сторонами 20×20 или 25×25 миллиметров.
Рядом с упором, на расстоянии, примерно равном ширине обрабатываемой заготовки крепится оправка, фиксирующаяся на крышке верстака с помощью струбцин и стальных стержней, устанавливаемых в соосно просверленные отверстия. После предварительной подготовки противоположный конец заготовки перемещается по дуге большого диаметра вокруг оправки и деформируется в дугу.
Данный принцип формования профильных заготовок не возможен без обеспечения необходимого свободного пространства вокруг рабочего стола, а так же без жесткой фиксации самого верстака к полу помещения, в котором он установлен.
При выполнении большого количества стандартных дуг, имеющих тот или иной радиус закругления, следует позаботиться об изготовлении в достаточном количестве оправок. Рассмотрим строение одной из них.
Основой детали является уголковый прокат с посадочными отверстиями для фиксации на кромке верстачной крышки. Рабочая поверхность выполнена из двух сваренных между собой квадратных профилей. Петля в левой части данного профилегиба позволяет надежно зафиксировать один край деформируемой трубы, а приваренные между уголком и гнутым профилем ребра жесткости обеспечивают необходимую жесткость, позволяющую противостоять образующимся рабочим нагрузкам достаточно большой величины. Как правило, на каждый вид работ сложно заготовить заранее необходимые приспособления. Но в мастерской, работающей с гибкой профильных труб долгое время, скапливается большое количество различных оправок.
Кроме металлических оправок могут быть использованы приспособления из плоских листовых заготовок большой прочности. Для удобства дальнейшей эксплуатации лучше промаркировать каждую рабочую кромку, указав радиус закругления.
Трубогиб — третий вариант
Кроме радиальных сгибов может возникнуть необходимость получения гибки деталей под теми или иными углами.
Для этих целей может быть использовано следующее приспособление, представляющее собой небольшой стальной столик на стойки с расположенными на нем рабочими узлами.
Основанием для получения загиба трубы является стальной валик диаметром 80-100 миллиметров. Особенностью его является приваренный по кромке стальной стержень, который позволяет частично вдавливать внутреннюю поверхность профиля. Фиксация заготовки выполняется при помощи болта большого диаметра, устанавливаемого в соответствующее отверстие.
Такое приспособление вполне может быть изготовлено в рамках небольшого гаража или сарая.
Для облегчения преодоления сопротивления заготовки деформации внутрь нее до места гибки можно вставить квадратный стальной стержень подходящего размера. Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Для примера напоследок профилегиб с электроприводом:
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
Самодельный трубогиб для круглой и профильной трубы
Оглавление публикации:
Самодельный трубогиб: как гнуть круглые трубы
Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Трубогиб – инструмент, позволяющий согнуть практически любую трубу, как говорится, в бараний рог. Эти устройства бывают как гидравлическими, так механическими и ручными – сила жидкости позволяет гнуть трубы большого диаметра, механика – среднего, а ручные трубогибы отлично справляются с круглой трубой диаметром до 1 дюйма и профильной с сечением до 40мм. В этой статье вместе с сайтом stroisovety.org мы поговорим о ручном варианте этого инструмента и расскажем, как изготовить самодельный трубогиб для круглой и профильной трубы.
Как сделать трубогиб
Самодельный трубогиб: как гнуть круглые трубы
Чтобы было более понятно, как правильно сделать трубогиб для круглой трубы, сначала немного разберемся с конструкцией этого устройства и принципом его работы – оно достаточно простое, и не нужно иметь семь пядей во лбу, чтобы разобраться с его устройством. По сути, это два проточенных шкива, один из которых закреплен намертво, а второй вращается вокруг первого на расстоянии диаметра изгибаемой трубы. Вот вам и принцип его работы – закладываем между двумя шкивами круглую трубу и, вращая один из них вокруг первого, гнем ее до необходимого момента.
Самодельный трубогиб фото
Теперь о конструкции этого инструмента. Начнем с того, что если уж браться за изготовление трубогиба, то делать это нужно с размахом и изготавливать это приспособление так, чтобы с его помощью можно было гнуть трубы разного диаметра. Именно по этой причине понадобится не два одинарных шкива, а два тройных – пара для изгибания полудюймовой трубы, пара для трехчетвертной и пара для дюймовой. Такие шкивы на рынке вы не купите, поэтому их придется заказать у знакомого токаря – в этих шкивах очень важным моментом является соблюдение радиуса и глубины проточки. С торца каждого колесика должна быть выточка, по габаритам совпадающая с половиной диаметра трубы. И еще одно – стационарный ролик должен иметь минимальный диаметр (от него зависит минимальный радиус изгиба трубы), а подвижный ролик должен превосходить своим диаметром стационарный вдвое.
Со шкивами разобрались, движемся дальше – следующее, что нужно изготовить для того, чтобы сделать трубогиб своими руками, это его основание. По сути, нужно будет вырезать из толстого металла (10мм) квадратную пластину и просверлить по углам четыре отверстия для крепления трубогиба к столу или стационарно замурованному в грунт столбу. В центре этой пластины неподвижно с помощью сварки устанавливается штифт, диаметр которого равен внутреннему диаметру малого тройного шкива. Все! Станина готова, теперь дело за поворотным механизмом.
Как сделать трубогиб своими руками
Из толстых металлических пластин (шириной не менее 50мм) сваривается буква «П» – высота этой буквы рассчитывается исходя из диаметра большого и малого шкива. В этом расстоянии должен полностью поместиться большой подвижный и половина стационарного шкива – для их установки понадобится просверлить пару отверстий. Кстати, расстояние между ножками нашей буквы «П» должно быть чуть больше высоты шкивов. К верхушке буквы «П» приваривается небольшая ручка (около 25см), впоследствии на нее надевается труба, выполняющая роль рычага.
Как согнуть трубу в домашних условиях
Это приспособление надевается на штифт основания самодельного трубогиба – большой штив устанавливается первым и фиксируется шплинтами за пределами буквы «П», а малый шкив надевается совместно со всей конструкцией. Вот и все – самодельный трубогиб своими руками изготовлен, и можно делать первые пробы. Ах да, совсем забыл про стопор трубы – для одного ее конца нужен упор, иначе труба будет вращаться вместе с вами вокруг станины. Понадобится приварить к станине еще один вертикальный штифт, который и послужит упором для трубы.
Позволю себе один небольшой совет – если хотите согнуть трубу так, чтобы место сгиба не сплющивалось, трубу нужно плотно набить песком. Кстати, дюймовые трубы легче гнуть горячими, а более тонкие трубы отлично сгибаются и без подогрева.
Как сделать трубогиб своими руками: инструмент для изгибания профильной трубы
Самодельный трубогиб для профильной трубы имеет немного иную конструкцию. Это связано с назначением изгибаемой трубы – если в первом случае этот инструмент необходим для изготовления поворотов при прокладке трубопроводных коммуникаций, то изогнутая профильная труба применяется в основном в металлоконструкциях. Такое разделение в области применения обуславливает необходимость разных углов закругления – профильный трубогиб может изгибать квадратную или прямоугольную трубу по большому радиусу.
В связи с этим отличается и его конструкция. Она включает в себя три прокатных вала, два из которых закреплены стационарно и умеют лишь вращаться вокруг собственной оси и один подвижный, в задачи которого входит оказывать давление на трубу в месте ее перегиба. Этот трубогиб является более сложным с технической точки зрения инструментом, и изготовить его гораздо сложнее.
Самодельный трубогиб для профильной трубы фото
Станина такого трубогиба, как правило, собирается из швеллера или мощного уголка и представляет собой прямоугольное основание, установленное на опоры. На этом основании посередине конструкции монтируется подвижный вал, который посредством винтовой передачи может подниматься вверх и вниз. Именно благодаря этому подвижному валику и появляется возможность изгибать профильную трубу практически под любым маленьким и большим радиусом. При желании из трубы можно согнуть даже кольцо.
По обе стороны от центрального валика, слева и справа от него, на станине, располагаются неподвижные валки – они только вращаются вокруг собственной оси, облегчая процесс изгибания трубы. Кроме того, к одному из этих валиков подсоединяется приводной механизм – он может быть как ручным, так и электрическим. Вращение этого валика обеспечивает передвижение трубы между валами и, как результат, широкий радиус закругления трубы. Для увеличения возможностей самодельного трубогиба для квадратной трубы в инструменте можно предусмотреть смену местоположения стационарных валиков – это позволяет изменять угол изгибания трубы. Переставляя их ближе к центру или, наоборот, отодвигая, можно уменьшать или увеличивать угол изгибания.
Самодельный трубогиб для квадратной трубы фото
Отдельно хотелось бы сказать о самих валках этого инструмента. Просто гладкие катки здесь не подойдут. Их нужно оснастить ребордами с двух сторон – они не позволят трубе свободно гулять по валкам, что в значительной мере увеличит точность и плавность изгибания. В связи с этим возникает такой нюанс, как наличие отдельных сменных роликов для трубы различной ширины.
Что еще нужно знать, подходя к решению вопроса, как сделать трубогиб самому? Это то, как облегчить процесс изгибания металла. Здесь на помощь человеку приходит принцип переключения велосипедных скоростей – вращение передается от меньшей звездочки к большей. Если ручной трубогиб оборудовать таким приводом, да еще передавать вращение не одному, а сразу двум стационарным валикам, то прокатывать профильную трубу будет очень легко.
Как сделать трубогиб самому фото
Реализуется такой механизм достаточно просто – каждый из валков оснащается большой звездочкой, а малая устанавливается на отдельном вале, который оборудуется механизмом вращения. На эти три звездочки и натягивается цепь – для этого нужно будет предусмотреть четвертую звездочку, в задачи которой входит натяжение цепной передачи.
Как видите, самодельный трубогиб сделать одновременно и просто, и сложно – вся проблема заключается в необходимости изготовления специальных деталей. В основном их придется заказывать на заводе, а самостоятельно осуществлять лишь сборку гибочного станка. Но, как говорится, ничего невозможного нет – если хорошенько продумать конструкцию трубогиба и применить нестандартный подход к его изготовлению, то возможно обойтись и без сложных, а главное дорогостоящих токарных работ.
Автор статьи Александр Куликов
125 фото применения и варианты работы устройства
Иногда требуется согнуть трубы. Приобретение заводского инструмента накладно и дорого. Именно поэтому многие ищут варианты создания этого инструмента самостоятельно, своими руками. Но инструмент должен подходить для трубы и выполнять свое предназначение.
Краткое содержимое статьи:
Зачем необходим данный инструмент?
Сегодня часто используются профильные. Обычно, строительство и изготовление этих изделий и строений предусматривает сгибание труб, выполнить в ручную не получится, поэтому потребует специальное оборудование.
В этих случаях и используется трубогиб, на нем можно согнуть трубу под различным углом. Обычно данный инструмент снабжен гидравлическим или электромеханическим приводом. Используя его возможно согнуть без труда любую трубу самой разнообразной конфигурации.
Что представляет собой трубогиб?
Трубогибы бывают разными и это зависит от их назначения. Но есть основные конструктивные элементы, которые присутствуют не зависимо от назначения:
- Рама;
- Гидравлический цилиндр;
- Две планки;
- Трубные упоры в количестве двух штук.
Как правило, рама встречается открытого или закрытого типа. Гидравлический цилиндр – главная деталь данного инструмента. В ручном трубогибе обязательно присутствие нагнетательного механизма, которое располагается сзади корпуса. Наверху гидроцилиндра есть пробка, куда заливается масло и проверяется его уровень.
Гибочное усилие организует за счет штока, который возвращается в исходное положение с помощью пружины, которая также установлена на гидравлическом цилиндре. Две планки представляют собой одну конструкцию. Отверстия необходимые, чтобы установить упор. Также на трубогибе есть отверстия с резьбой, туда устанавливают болты, которые позволяют регулировать высоту.
Упором данного станка является цапфа. Детали, которые обеспечивают сгибание литые из стали.
Какие бывают трубогибы?
Инструмент бывает нескольких видов.
Ручной. Используя его возможно согнуть дугу или кольцо. Инструмент не большой и легко можно выполнять его транспортировку. С его помощью можно гнуть трубы и прутья.
Электрический. Используется для сгибания труб разных по сечению и часто применим на заводах. Инструмент мощнее предыдущего и возможно гнуть трубы большего диаметра.
Ручной гидравлический. Этот инструмент уже нового поколения и обладает большой силой, поэтому с его мощью можно гнуть стальные трубы. Его используют для того чтобы согнуть трубы предназначенные для газопровода или водопровода.
Как работает трубогиб?
Процесс работы инструмента достаточно сложный и при его использовании важно очень точно подобрать нужный диаметр трубы и ознакомиться с принципом работы. С помощью трубогиба выполняется изгиб трубы по уже установленным параметрам.
Работает устройство следующим образом:
- На ДСП или доске рисуют полукруг и выпиливают чертеж, затем прикрепляют к забору или полу.
- Сбоку инструмента прикрепляют упор из обрезной доски.
- Между изготовленным чертежом и упором устанавливают трубу.
- Затем плавно гнут трубу, держа за другой конец трубы.
Как изготовить трубогиб самостоятельно?
В первую очередь нужно сделать хорошее основание Лучше для этого использовать трубу, которая имеет толщину стенок не менее 3 мм.
После того как нужная труба найдена, с одного края нужно отложить 2 см и на этом расстоянии просверлить отверстие, которое должно соответствовать будущей оси.
После этого необходимо определиться с радиусом изгиба, но обязательно нужно брать с запасом на 5 см.
Рычаг и фиксатор представлены в виде шпильки.
Для изготовления рукоятки необходимо соединить две пластины вместе, но их толщина должна быть не менее 4 мм. Ручка закрепляется на ось, поэтому ее также нужно выполнять с запасом 5-10 мм с каждой стороны.
Как изготовлена ручка, можно начать полностью собирать инструмент. Основание нужно хорошо зафиксировать, на ось прикрепляется одна пластина, вторая на главный шкив. Гайка, имеющаяся на основание фиксируется шпилька фиксатора. Шкив необходимо закрепить на оси и закрепить болтом.
После полной сборки, инструмент нужно его испытать. Для этого потребуется поставить трубу в начальное положение, зафиксировать ее. Затем прижать к шкиву и вкрутить фиксатор.
Сделанный своими руками трубогиб подойдет для использования в быту и будет не заменим в некоторых случаях. При сборке этого инструмента важно действовать четко по инструкции, чтобы изделия получилось правильным и пригодным для использования.
Используя данное устройство можно будет построить навес или теплицу, а также проложить газопровод или трубопровод. Пользуясь этим устройством можно согнуть трубу по нужным углом, причем место сгиба будет иметь такие же прочностные характеристики как и на прямом участке трубы.
Фото современных трубогибов
Также рекомендуем посетить:
Трубогибы | Carell Corporation
ТРУБЫ И ТРУБОГИБЫ
Щелкните изображение или прокрутите вниз для описания,
стандартное оборудование, опции и технические характеристики
Трубы и гибка труб, такие как «гибка под давлением» или «поворотная гибка с вытяжкой», используются для придания заготовке формы штампа. Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы.
СЕРИЯ ETM
Серия ETM оснащена новейшими технологиями, предназначенными для гибки с трубами и профилями оправки или без них, а также с возможностью гибки как в правом, так и в левом направлении. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов и позволяет изгибать более 180 ° с высочайшим качеством отделки при минимальном радиусе изгиба в 3 раза больше диаметра трубы.
Благодаря нашему новому «цифровому сенсорному экрану для программирования гибки» эти машины чрезвычайно просты в использовании: он позволяет выбирать до 99 программ для каждой из них с 5-ступенчатой последовательностью операций гибки с автоматической регулировкой упругого возврата материала.Более того, он также может сохранять и сохранять каждый проект как повторяемую программу.
ETM60HD
ETM76HD
ETM80HD
ETM90HD
Ротационные гибочные машины!
Компания Pedrick Tool & Machine Co., основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку роторно-компрессионных гибочных машин для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки толстостенных стен. трубные, трубные и конструкционные секции.Линия включает 12 моделей для всех бюджетов и приложений.
Отводы, произведенные с радиусом изгиба 3D, соответствуют спецификациям Американского института нефти (API) в отношении овальности (сплющивания) и утонения стенки.
КОНЦЕПЦИЯ: Принцип ротационной компрессионной гибки использует неподвижную формовочную матрицу и мощный рычаг стеклоочистителя, который вращается вокруг матрицы, которая протягивает заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется во вращающейся верхней пластине.Различные структурные, профилированные и экструдированные секции также могут быть сформированы с использованием процесса ротационного сжатия, экономя время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю пластину из тяжелой нормализованной стальной пластины, установленную на прочной литой или легированной стальной раме. Гибочный рычаг приводится в действие электрическим самоторможением, бесщеточным двигателем-редуктором SEW-Eurodrive с прямым углом, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL.Распределительное устройство заключено в шкаф в стиле NEMA, укомплектованный внешним разъединителем с предохранителем Lock-Out / Tag-0ut. Регулируемые концевые выключатели и ручные органы управления входят в стандартную комплектацию.
Характеристики: (щелкните, чтобы открыть pdf)
• С механическим приводом. (Без гидравлики или
пневматика используется для гибки трубы или трубы)
• Чугунный или стальной корпус для тяжелых условий эксплуатации
• Конический редуктор с цилиндрической зубчатой передачей
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и переносных устройств!
Опции:
• Инструменты не являются обязательными и указаны в соответствии с
на производственные нужды
• Цифровое управление не является обязательным для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть установлено для любого
страна или электросеть.
Машины отправляются напрямую с нашего предприятия к вам после всесторонних испытаний
нашими механиками, прошедшими обучение на заводе
ТРУБОГИБЫ СЕРИИ UNI
Модели без оправки: UNI-42 UNI-60 UNI-63 UNI-70 / C UNI-76 UNI-89
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ УНИ-42 3/4 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
Изгиб UNI-60 1-1 / 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-60 Combi-Cal 1-1 / 2 «
Ротационная гибочная машина без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
ИЗГИБ UNI-63 1-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-70 / C BENDER 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые оправки 2 приводных размеров
ИЗГИБ UNI-76 2-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
ИЗГИБ UNI-89 3 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
РОТАЦИОННЫЕ ТРУБЫ / ТРУБОГИБЫ UNI MANDREL
Модели оправок: UNI-70 / HC UNI-80 UNI-90
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ UNI-70HC 1-1 / 2 «
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
ОПЦИИ
Инструменты и принадлежности для гибки на оправке
Длина станины оправки
5 ’, 8’, 11 ’, 15’ и 18 ’
UNI-80 BENDER 2″
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки на оправке
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
ИЗГИБ UNI-90 2-1 / 2 дюйма
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструменты и принадлежности для гибки на оправке
Длина станины оправки
5, 8, 11, 15 и 18
Трубогиб для сборки рамы велосипеда — COBRA FRAMEBUILDING
Контроль изгиба.Сделайте то, что вы хотите, в соответствии со своей спецификацией.
Стандартные трубки никогда не сделают изгибы именно там, где вы хотите… с желаемым радиусом изгиба… с желаемой степенью изгиба… из желаемого сплава… с желаемым профилем стыковки.
Любите ли вы легкие или причудливые повороты, вам нужна способность сгибаться на ваших условиях.
Быстрое и легкое создание плавных гибов без ряби без утомительных методов взлома
Контроль того, какой сплав и толщина стенки / стыковой профиль трубок вам нужен, с изгибами именно так, как вы хотите
Три радиуса варианты для более плотных и расслабленных изгибов
Сменные матрицы от.Диаметр от 5 дюймов / 12,7 мм до 1,625 дюйма / 41,3 мм, плюс 27,2, 30,9, 31,6 мм
Замена матриц менее чем за минуту с помощью одного шестигранного ключа на 6 мм
Небольшая занимаемая площадь, не требующая тяжелого — рабочая точка крепления
Изгиб приводится в движение ходовым винтом с аккумуляторной дрелью 1/2 «для облегчения и контроля
Фазовый рычаг для нескольких изгибов в одной плоскости (s-образные изгибы)
Нагрузка и разгрузка труб осуществляется быстро и легко с помощью быстроразъемного зажима
Это очень красиво 🙂
Гибочные штампы имеют угловую шкалу для документирования изгибов и достижения повторяемости процесса
Смотреть a полная демонстрация трубогиба здесь .
Посмотрите демонстрацию изготовления s-bend stays здесь.
Я разработал этот гибочный станок специально для изготовления рамы велосипедов. Изготовителю рам вам нужны гибки более высокого качества, чем те, которые можно получить на гибочных станках, предназначенных для изготовления автомобильных каркасов безопасности. Вам нужен гибочный станок с размером магазина и ценой, реалистичной для небольшого производителя по индивидуальному заказу.
Мой гибочный станок может изготавливать изгибы, готовые к глянцевым лакокрасочным работам. Никакой возни с песком и нагревания трубки. Загрузите трубки, согните трубки и двигайтесь дальше.
Базовая цена составляет 1600 долларов плюс стоимость доставки, и он поставляется с одной установкой для гибки и монтажной трубкой. Дополнительные настройки гибки — 300 долларов плюс доставка.
Это стандартные настройки гибки, которые я предлагаю. Я стараюсь держать их все укомплектованными и готовыми к отправке:
4,5 дюйма / 115 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (по два за раз, рядом)
9 / 16 дюймов / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, бок о бок)
3/4 дюйма / 19 мм (два за раз , рядом)
7/8 «/ 22.2 мм
1 дюйм / 25,4 мм
6,75 дюйма / 170 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (два за раз, бок о бок)
9 / 16 дюймов / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два на время, рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28.6 мм
1 1/4 дюйма / 31,8 мм
1 3/8 дюйма / 34,9 мм
9 дюймов / 230 мм Радиус осевой линии:
1/2 дюйма / 12,7 мм (два за раз, рядом)
9/16 дюйма / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, бок о бок )
3/4 дюйма / 19 мм (по два за раз, рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25.4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31,8 мм
1 3/8 дюйма / 34,9 мм
1 1/2 дюйма / 38,1 мм
1 5/8 «/ 41,3 мм
27,2 мм
30,9 мм
31,6 мм
Напишите мне с вопросами: [email protected].
22 Руководство по выбору трубогибочных машин: типы, характеристики, применениеТрубогибочные станки используются для гибки труб и изготовления готовых деталей.Трубки представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях. Трубы измеряются по их внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы — это сосуды, которые используются в транспортных системах для жидкостей и твердых тел. Как правило, они имеют больший диаметр и измеряются по их внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и гибка.
Существует семь основных типов трубогибочных машин, каждый из которых работает по-своему. Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Гидравлическое формование труб. Кредит изображения: H&H Tube
Типы
Существует множество различных типов трубогибочных машин.
с числовым программным управлением (ЧПУ) гибочные станки производят изгибы с малым радиусом, изгибы с большим радиусом и эллиптические изгибы — и все это на одной и той же детали.Это сложные машины, которые гарантируют высокий уровень производительности и воспроизводимости. Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с приводом от серводвигателя, которая автоматически устанавливает расстояние между изгибами и его плоскость. Гибочные станки с ЧПУ не имеют гидравлических или пневматических элементов, что обеспечивает большую повторяемость и производительность. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, HVAC, судостроение и железные дороги.Существует три типа осевых гибочных станков с ЧПУ:
Станки для гибки труб Vector представлены в различных моделях и предназначены для автоматизированного производства труб. Они бывают разных размеров, скорости оси и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются. Эти машины могут использоваться для производства высокопрочных авиационных труб и автомобильных выхлопных труб.
Электрические трубогибочные станки Vector являются самыми современными и обеспечивают высокий уровень производительности, качества и надежности.Электрический привод этих машин позволяет экономить больше энергии, чем обычные трубогибочные машины с гидравлическим приводом. Эти машины способны реверсировать вращение гибочной головки, что дает операторам гибкость при выполнении сложных операций по гибке. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и контроля производительности.
Гибочные станки с орбитальной головкой обладают значительной гибкостью и могут использоваться для сложной гибки труб с ЧПУ. Эти машины легко производят трубчатые детали со змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим погрузочно-разгрузочным оборудованием.Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Расширенные функции этих машин помогают вращать головку и цанги одновременно вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность. Машины — идеальное решение для систем кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.
Гидроформовочное оборудование использует давление жидкости для формования черных или цветных металлов в форме фильеры. Компоненты машины состоят из гидравлического гидроформовочного пресса, усилителей давления, системы гидроформовки воды и гидроформовочной установки.Пресс открывает и закрывает пролитую полость формы, позволяя вставить заготовку и удалить готовый продукт. Насос обеспечивает внутреннее давление, а гидроцилиндры уплотняют концы трубы, чтобы удерживать давление для деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформинг позволяет создать уникальную геометрию в одном процессе.
Процесс гидроформинга. Кредит изображения: ALF Engineering
Плунжерная гибка и Машины для гибки под давлением помещают трубу или трубу в матрицу.Трубка или труба удерживается за два конца, и шток продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс будет деформировать трубу или трубу в овальную форму. Это самый простой и дешевый способ гибки. Изгибание с помощью плунжера лучше всего использовать для электропроводки и аналогичных изделий небольшого калибра.
Гибочный барабан. Кредит изображения: Дизайн автомобильной космической рамы
Оборудование для гибки тепла помещает индукционную катушку вокруг трубы или трубы и прикладывает изгибающую силу, когда объект проходит через нагреваемую катушку.
Набивка песком или Машины для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механической силы. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Станки для гибки на оправке или Станки для ротационно-вытяжной гибки вставляют оправку, неподвижную головку противогиба, в трубу или трубу во время гибки так, чтобы форма и диаметр сохранялись, а изгибы не деформировались. Оправка поддерживает трубу изнутри и гарантирует, что внутренняя кривизна трубы является наилучшим возможным изгибом и не деформируется.Это наиболее распространенный процесс гибки. Гибка на оправке обеспечивает хорошую отделку и лучше всего подходит для перил, декоративных изделий из железа, выхлопных труб, каркасов безопасности и всех нержавеющих и алюминиевых труб.
Станок для гибки оправок. Кредит изображения: Tricktools
- Вальцегибочные станки — это оборудование для гибки и изготовления труб, в котором используются три приводных ролика в треугольном расположении. В отличие от изгиба на оправке, внутренняя часть трубы или трубы не поддерживается.Верхний ролик оказывает давление вниз, а два нижних ролика толкают вверх, деформируя трубу. Могут использоваться два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых изделий.
Трубогиб с 3 роликами. Автор видео: GMK / CC BY-SA 4.0
Трубогибочные станки также включают:
- Наматывающее оборудование
- Оборудование для гибки тонкостенных стенок
- Бустерные станки
- Станки для гибки перил
- Локогибы
Возможности
Дополнительные возможности трубогибочных машин могут включать в себя множество процессов.
Отжиг и термообработка — это процесс, при котором металл нагревают до определенной температуры, а затем дают ему медленно остыть. Отжиг упрощает резку и формовку металла.
Полировка и полировка делает шероховатую поверхность гладкой. Полировку можно выполнять резким движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним и сильным давлением или с помощью цветных движений, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении колеса со средним или легким давлением.
Два основных движения буферизации. Кредит изображения: Caswell
Сплющивание концов — это операция пробивного пресса, которая производит плоский конец трубы для трубчатых узлов. Специальная матрица способна сплющивать конец трубки, обрезать углы и пробивать отверстие для крепления трубки.
Сплющивание концов. Кредит изображения: Harco
Операции прорези зависят от детализации и применения желаемых прорезей.Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной обработки. Пробивной пресс идеален для изготовления из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.
Вырезание — это метод, в котором пуансонный пресс сочетается со специальной штамповочной головкой для изменения формы конца трубы. Вырезание позволяет собирать трубы с помощью соединителя для труб или сварочного аппарата.
Боковой вырез. Кредит изображения: Harco
Пробивка отверстий может быть одинарной или двойной.В стиле двойной ямочки используются два отдельных удара, которые перемещаются навстречу друг другу во время цикла прессования. Стиль ударяет без поддержки, поэтому они создают ямочку. Пуансоны для одиночных отверстий имеют пуансон, который с одной стороны продвигается через трубу. В нижней части трубки предусмотрена опора, чтобы гарантировать, что второе отверстие «чистое» и без ямочек.
Пробивка отверстий оправкой использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубки должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, хотя и дороже, чем пробивка ямок.
Пробивка отверстий на щеках. Кредит изображения: Harco
Характеристики труб и труб
Характеристики труб необходимо учитывать при выборе трубогибочных машин. К ним относятся материал и форма трубки, которые могут повлиять на тип необходимого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластмассы
- Титан
- Суперсплавы
Форма
Большинство трубок и трубок имеют цилиндрическую форму.Однако некоторые процессы производят изделия с различным поперечным сечением, включая:
- Овальный
- Круглый
- Квадрат
- прямоугольный
Формы труб. Кредит изображения: DIYTrade
Операции
Некоторые трубогибочные станки могут выполнять дополнительные операции, в том числе:
- Обжимной
- Развальцовка
- Вырез
- Крепеж
- Сборка
- Отделка бисером
Список литературы
Обзор отрасли обработки металлов
Методы гибки труб
Разница между трубами и трубками
Производство труб
Мини трубогиб.| Домой Модель двигателя Машинист Forum
Миниогибочные губки Привет,
Я приложил PDF-файл оригинального документа г-на Кларка от модельного инженера 1956 года. Я не хотел публиковать ранее по соображениям авторского права, но обнаружил, что нынешние владельцы журнала имеют авторские права только на опубликованные статьи, поскольку они принадлежат им, авторские права на статью, опубликованную ранее, вернулись к первоначальному автору, и, если он пожелает, я буду убери это. Я считаю, что именно по этой причине Джон Том может публиковать проекты ME с эпохи до нынешних владельцев журнала.
В любом случае перейдем к изготовлению челюстей для гибочного станка. Они сделаны из двух заготовок 3/4 дюйма (20 мм) x 3/8 дюйма (10 мм) x плоской заготовки длиной 1 3/4 дюйма (44 мм). Чтобы сделать полукруглые продольные вырезы для зажима, он предлагает установить их. на токарном станке поперечно сдвиньте бок о бок на подходящей насадке для увеличения высоты и с набивкой 1/16 дюйма (я использовал 0,7 мм) между губками в продольном направлении, а затем и сверление с помощью установленного в патроне сверла 5/16 дюйма (8 мм).
Я сделал это иначе.Я склеил заготовки челюстей рядом с полосой тонкой нержавеющей стали между ними, затем я установил их вертикально в губках тисков моего фрезерного станка так, чтобы они были прижаты друг к другу и убедились, что они находятся в вертикальном положении. предотвратить их разрушение во время сверления. Затем я установил центр кулачков для просверливания в центре фрезы с помощью «вигглера», просверлил точечное сверление и, наконец, использовал 8-миллиметровое сверло для просверливания отверстий до нужного размера. Я не пробурил пилотную дрель из-за того, что она была настроена, это должно было быть все или ничего, и, к счастью, это было «все».Я, конечно, принял дополнительные меры предосторожности, потому что, несмотря на то, что я занимаюсь такими вещами с 1963 года, у меня все еще есть два хороших глаза, восемь рабочих пальцев и два больших пальца.
Посмотреть приложение 117526
Зажимы просверлены Обратите внимание на другие отверстия.
Находясь в патроне фрезерного станка, я также просверлил отверстие, которое является основой для выреза в неподвижной губке, чтобы можно было производить изгиб на 180 °. Я просверлил 3 отверстия для заклепок в этом рысканье и отверстие 1 x 10 мм для зажимного кулачка в подвижной губке Вы можете увидеть это на фотографиях выше и ниже
Посмотреть приложение 117527
Другой вид губок
Это более наглядно показано расположение отверстий в губках.Отходы были удалены из неподвижной губки, где можно увидеть длинное отверстие, чтобы образовалась ступенька для зазора трубки при повороте на 180 °, как упомянуто выше. как видно ниже. Как мазохист, я использовал ножовку и напильники, чтобы убрать мусор. Мне нравится делать что-то вручную по нескольким причинам. Во-первых, мне нравятся тихие, нежные ритмы, связанные с ножовкой, опиливанием и т.д. Я очень рад вручную отрезать отрезок из круглого бруса диаметром 50 мм (2 дюйма) при изготовлении колес локомотива и сделать этот отрез точным, чтобы длина могла быть сокращена за один проход, как правило, иногда я могу немного отклониться, но Обычно это происходит потому, что мне не хочется менять слегка изношенное лезвие.
Такие упражнения также помогают предотвратить потерю мышечной массы, которая является частью старения и малоподвижного образа жизни. В процессе ножовки задействуются многие мышцы верхней части тела, а не только руки, и, конечно же, я делаю это стоя, поэтому мышцы ног получают небольшую тренировку, чтобы добавить к моей ходьбе. Сэкономил состояние на гонорарах в спортзале и занимался садоводством.
Вид приложения 117528
Вид, показывающий фиксированную губку, форма которой допускает изгиб на 180 °
My Clarke также предлагает не использовать развертку, поскольку текстура, оставшаяся от укропа, поможет захвату губками.Я сделал пару втулок, чтобы в моем случае можно было разместить трубки диаметром 2 и 3 мм, и при необходимости сделаю больше. Их можно увидеть на картинке выше, и они просто подвергли латунь, оставив воротник, затем просверлили соответствующий размер, а затем продлили с обеих сторон. Прорезь проходит полностью вдоль одной стороны, но останавливается на расстоянии примерно 5 мм от конца с другой. Затем этот участок истончают, чтобы оставить примерно 2 мм материала. Я использовал младшую ножовку, чтобы разрезать прорези, так как мне было не до того, чтобы настроить продольно-резательную пилу на моем фрезерном станке для такой небольшой работы.
Посмотреть приложение 117529
Изображение, показывающее ось шарнира, эксцентрик (в центре слева) и зажимную губку (вверху слева)
Чтобы прикрепить фиксированную губку к опорной плите тисков, я приклеил губку к опорной плите с помощью суперклея (цианакрилата) просверлил отверстия насквозь подходящим сверлом, затем просверлил размер резьбы для винтов M3 (для временной фиксации), используя мой саморез, чтобы обеспечить вертикальные резьбовые отверстия, а затем закрепил винтами с потайной головкой M3. Зажимная губка была немного сложнее, так как центр отверстия основан на эксцентрике в кулачке, а не на отверстии в самой губке.Я сделал это путем легкого зажима незакрепленной губки на месте с кулачком, установленным в отверстии в наборе губок, непосредственно перед приложением полного зажимного давления. Мне нужно было найти центр этого эксцентричного отверстия в опорной плите, и я не знал, как это сделать, и я уверен, что большинство из вас знает метод. Что я сделал, так это то, что пока все было зажато на месте, я сделал отрезок латуни, чтобы он соответствовал эксцентриковому отверстию, и просверлил отверстие 1,6 мм по центру, чтобы приспособить старую иглу граммофона (из которых у меня есть несколько, чтобы сделать сменные концевые скрайберы, и они работают на удивление хорошо).Латунь вставляли в эксцентрическое отверстие, вставляли иглу граммофона и ударяли молотком по центру отверстия. Я рад сообщить, что ни одна игла граммофона не была повреждена или иным образом повреждена при изготовлении этой гибочной машины.
Вот и все, что можно сказать о создании челюстей. Я все еще жду заклепки из мягкого железа с потайной головкой, вы не поверите, как их сложно найти. Возможно, мне придется обойтись самодельными латунными, которые будут достаточно прочными для такого легкого зажима.Если что-то нуждается в разъяснении, дайте мне знать, и я сделаю все возможное, чтобы угодить!
Полное руководство по выпуску выхлопных труб
В этой главе я обсуждаю трубу, которая направляет выхлопные газы от коллекторов к окончанию выхлопного тракта, а также размеры трубы, материалы, методы изгиба, зажимы трубы и опоры трубы. .
Этот технический совет взят из полной книги ПРОИЗВОДИТЕЛЬНОСТЬ ВЫХЛОПНЫХ СИСТЕМ: КАК РАЗРАБОТАТЬ, ИЗГОТОВИТЬ И УСТАНОВИТЬ.Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/the -правляющая-выхлопная труба с полным набором характеристик /
Материалы
Чтобы выбрать выхлопную трубу для конкретного применения, сначала рассмотрите свой бюджет.Факторы затрат включают материалы, количество труб (одинарная или двойная система), нанесение специального покрытия и работу по гибке труб. Нержавеющая сталь дороже низкоуглеродистой стали. Преимущества использования нержавеющей стали — более длительный срок службы с точки зрения коррозионной стойкости и превосходная теплопередача. Если у вас ограниченный бюджет, если вы не планируете эксплуатировать автомобиль в различных климатических условиях и не слишком озабочены поверхностной коррозией, то вам, безусловно, подойдет мягкая сталь. Трубы из низкоуглеродистой стали доступны в виде стали без покрытия, но также обычно предлагаются с коррозионно-стойкой алюминизированной или оцинкованной обработкой поверхности.Если ваш бюджет позволяет, предпочтительнее нержавеющая сталь, особенно с точки зрения долговечности и долговечности внешнего вида.
Рекомендации по установке и зазору
Что касается установки на автомобиль, вы можете собрать систему вместе, купив трубы различной формы (прямые, предварительно изогнутые под углом 45 и 90 градусов и т. Д.) И обрезав их по длине. Отрезки между трубами должны быть либо сварены, либо соединены зажимом. Другой вариант — приобрести предварительно сформированный комплект, который уже имеет форму, подходящую для вашего конкретного автомобиля.Многие производители предлагают комплектные системы для популярных автомобилей, включая трубы и глушители, которые обычно требуют только сборки и установки.
Еще один вариант — настроить всю систему выпуска выхлопных труб для вашего конкретного применения. Индивидуальный подход часто требуется для уникальных приложений, таких как специальные уличные штанги, где заранее спроектированная система может быть недоступна. Выбор вашей системы трубопроводов зависит как от стоимости, так и от того, какой объем работы вы предпочитаете выполнять самостоятельно.
Выбор диаметра трубы должен основываться на размере двигателя и существующем или планируемом уровне мощности в лошадиных силах. Обычно для применения в двигателе V-8, ориентированном на рабочие характеристики, требуется диаметр трубы от 2,5 до 3,5 дюймов. Имейте в виду, что для любого конкретного случая диаметр трубы должен быть немного больше для одиночной выхлопной системы, чем для двойной. Однако больше не всегда лучше. Если труба слишком большого диаметра, вы теряете скорость потока выхлопных газов, что на самом деле может снизить производительность двигателя.Обратите внимание на проблемы с зазором на всю ходовую часть. Размещение труб слишком близко к полу может привести к излишней теплопередаче на пол и ковер. Кроме того, если трубы расположены достаточно близко к полу, раме или подрамнику, они могут соприкоснуться, что приведет к раздражающему удару или раздражающему резонансному шуму. Помните, что выхлопная система соединена с двигателем и перемещается в зависимости от движения двигателя на опорах. В отличие от некоторых гоночных автомобилей с жестко установленным двигателем, у уличных автомобилей есть опоры двигателя и трансмиссии, которые обеспечивают некоторое соответствие.
Точный изгиб оправки позволяет производителю жатки добиться точности Убедитесь, что трубы должным образом очищают трансмиссию и карданный вал. Если трубы расположены слишком близко к трансмиссии, температура трансмиссионной жидкости может повыситься, что потенциально может привести к повреждению трансмиссии. Вообще говоря, я поддерживаю зазор не менее 1 дюйма между выхлопной трубой и трансмиссией или линиями охлаждения трансмиссии. Обратите внимание на зазор карданного вала, чтобы трубы не могли соприкасаться с карданным валом.При пробном монтаже труб поддерживайте автомобиль на подъемнике или стойках и позвольте задней подвеске висеть без нагрузки. Если вы планируете использовать кроссовер с двухтрубной системой, убедитесь, что кроссовер очищает карданный вал даже при ненагруженной задней подвеске.
Если вы не используете боковую вытяжку, ваши трубы направляются к области заднего бампера. В результате трубы должны проходить над задней осью или под ней. Если трубы проходят через ось, достаточный зазор между трубами и картером оси имеет решающее значение.Когда подвеска автомобиля загружена, сожмите подвеску, попросив помощника подбрасывать заднюю часть автомобиля вверх и вниз, наблюдая за зазором между кузовом и осью. Если трубы проходят под осью, проверьте зазор при ненагруженной задней подвеске. Выхлопная система любого транспортного средства должна выходить за пределы тела, чтобы выхлопные газы не попадали в салон автомобиля. Если вы планируете установить выхлопную систему во всю длину с трубами, выходящими из задней части, наконечники должны быть на одном уровне с задним бампером или немного за ним.Если трубы недостаточно длинные или вы хотите улучшить внешний вид, добавьте выхлопной наконечник из нержавеющей стали или хрома на выход каждой трубы. Поскольку выхлопные патрубки видны, предпочтительнее использовать нержавеющую сталь из-за ее коррозионной стойкости.
При планировании разводки выхлопной трубы всегда помните о требованиях к подвеске. Система должна иметь надлежащую опору, чтобы свести к минимуму движение и избежать нагрузок. Если система не поддерживается должным образом, вес глушителей и труб может легко вызвать чрезмерное напряжение в ряде мест, в том числе на коллекторе коллектора и даже на всем протяжении крепления фланца коллектора на головках цилиндров.Избегайте использования твердых вешалок на улице. Все опорные подвески должны обеспечивать некоторую степень податливости, чтобы выдерживать вибрацию выхлопной системы, раскачивание двигателя во время ускорения и замедления, а также позволять выхлопным трубам расширяться и сжиматься при нагревании и охлаждении. Если вы решите использовать привлекательные подвески для заготовок, они должны иметь, по крайней мере, термостойкие втулки.
Размер выхлопной трубы
Как и в случае карбюраторов или распредвалов, больше не обязательно лучше.Диаметр выхлопной трубы должен соответствовать объему двигателя и уровню выходной мощности. Хотя труба большего диаметра может выглядеть круто, если диаметр слишком большой для применения, вы теряете скорость выхлопа, и в результате страдает мощность от низкого до среднего диапазона. В мире труб указанные диаметры всегда относятся к наружному диаметру трубы. В результате внутренний диаметр немного меньше, величина которого определяется толщиной стенки трубы / калибром.
Труба CFM
Вам нужно определить объем впуска двигателя, а затем приблизительно сопоставить этот объем с выхлопом.Формула (которая также находится в главе 7) для нахождения этого:
Объем впуска двигателя = об / мин x 0,001 x рабочий объем ÷ 2
Как вы могли догадаться, выхлопная труба начинается с прямой длины. Это одна из складских стеллажей для труб из нержавеющей стали на заводе Corsa.Изгиб Crush оставляет характерную выемку вдоль горловины изгиба. Эта деформация приводит к некруглому поперечному сечению в области изгиба. Хотя это, безусловно, функционально, с точки зрения высокой производительности, это не обеспечивает оптимального потока.
Например, если ваша цель — получить оптимальную производительность, скажем, при 4000 об / мин, а рабочий объем двигателя составляет 350 кубических сантиметров, объем составляет 700 кубических футов в минуту (4000 x 0,001 x 350 ÷ 2). Общий CFM выхлопных труб должен быть в том же диапазоне. Чтобы определить идеальный диаметр выхлопной трубы, см. «Диаметр выхлопной трубы» на странице 138. Чтобы получить точную оценку пропускной способности трубы, см. «Труба CFM» на странице 139.
Гибка труб
Для выхлопной трубы автомобиля доступны три типа изгиба трубы: раздавливание, сморщивание и оправка.Процесс гибки можно выполнять вручную или с помощью гидравлики.
Гибка с раздавливанием
Также называемый прессовым, плунжерным или компрессионным изгибом, раздавливающий изгиб относится к изгибу трубы, для которого используются только радиальная матрица и опорные башмаки, без поддерживающей оправки, размещенной внутри трубы. Результат, хотя и функциональный, — изгиб на внутренней стороне радиуса. Когда труба протягивается через радиальную матрицу, внешняя часть изгиба трубы (называемая пяткой) растягивается, в то время как внутренняя часть изгиба (называемая горловиной) сжимается, оставляя небольшое углубление вдоль внутренней части изгиба.
Выхлопные трубы, предназначенные для установки на конкретных серийных автомобилях, включают в себя соответствующие подвесные штифты, уже приваренные на месте.
Производители выхлопных труб обычно производят трубы для конкретного применения в транспортных средствах в больших количествах в определенный день, поэтому калибровка инструментов и станков не требует изменения в течение этого дня.
Несмотря на то, что трубы можно сгибать с помощью процесса складывания или раздавливания для OEM и OEM-замен, большинство высокопроизводительных труб изгибаются на оправке, чтобы максимизировать поток и получить приятный внешний вид.
Производители выхлопных труб часто хранят свои прототипы труб для справки, если в будущем потребуются какие-либо изменения. Это лишь некоторые из сотен шаблонов проектирования в Stainless Works.
Морщинистое изгибание приводит к появлению ряда морщин вдоль горловины изгиба. Труба нагревается до размягчения металла, а затем изгибается. Когда труба изгибается, внешняя часть изгиба трубы растягивается, а область горловины сжимается, заставляя внутреннюю часть изгиба складываться в виде складок.Это обычно встречается на трубах, выпускаемых производителями оригинального оборудования или заменяющих их.
Это один из самых распространенных и наиболее экономичных с точки зрения оборудования видов гибки. Типичный вытяжной цех, вероятно, использует этот тип гибочного станка. В то время как гибка оправки может привести к получению гладкой, однородной поверхности как с внешней, так и с внутренней стороны радиуса изгиба, дробильный станок обеспечивает, за неимением лучшего термина, оригинальный внешний вид фабрики. Изгиб с раздавливанием дает некруглую, несколько эллиптическую форму, которая немного ограничивает поток.
Изгиб морщин
В этом процессе гибки, который также называют складчатым изгибом, не используется оправка. Тепло нагревается до тех пор, пока труба не раскалится докрасна. Когда труба продвигается вдоль фильеры, внутренняя горловина изгиба сжимается, образуя серию складок в форме гармошки. Этот тип изгиба обычно встречается во многих трубах OEM и послепродажного обслуживания с прямой заменой.
Морщинистые изгибы немного уменьшают внутренний диаметр, а также создают серию выступов, которые могут влиять как на поток, так и на звук.Этот тип изгиба, который приводит к появлению складок по внутреннему радиусу, обычно достигается во время высокопроизводительного процесса. Изгибание складок не является обычным явлением для гибки своими руками или в любом специализированном магазине.
Изгиб оправки
Изгиб и раздавливание искажают диаметр трубы в области изгиба. Изгибание оправки может обеспечить более гладкий, практически непрерывный конечный продукт без перегибов и складок. Гибка на оправке отличается от гибки с раздавливанием тем, что оправка находится внутри трубы.Оправка поддерживает внутренние стенки трубы, когда труба проходит через матрицу и опорные башмаки, что приводит к изгибу, который практически не имеет изменений диаметра или профиля. Оправка также смазывается, обычно литиевой смазкой, для обеспечения плавного скольжения внутри трубы. Однако то, что оправка помещается внутрь трубы, не означает автоматически, что у вас не будет небольшой деформации внутри радиуса изгиба.
Оправки состоят из серии шариков с закругленными гранями с радиусными гранями, которые скреплены гибким тросом.Ряд шариков (обычно изготовленных из латуни) может изгибаться и следовать радиусу изгиба, поддерживая внутренние стенки трубы во время процесса изгиба. Ширина и количество шариков влияют на окончательный вид. Кроме того, чтобы добиться сверхгладкого внутреннего изгиба, на гибочном станке используется шлифовальная матрица, которая сглаживает любые неровности при прохождении трубы через матрицы, что приводит к плавному изгибу, сохраняющему исходный диаметр и улучшающему внешний вид. в то же время.
Изгиб на оправке благодаря внутренней опоре трубы в процессе гибки сохраняет круглый и постоянный внутренний диаметр и не подвержен внешней деформации.
Вот сравнение изгиба оправки (слева) и деформации (справа). Обратите внимание на деформацию внутреннего радиуса (стрелка) деформируемого изгиба.
Для гибки труб на оправке используется оправка, вставляемая в трубу в области изгиба, чтобы поддерживать трубу и предотвращать ее сжатие или деформацию.Оправка состоит из серии «шариков», скрепленных тросом. Диаметр, ширина и количество шара определяются диаметром трубы, длиной изгиба и углами изгиба, которые необходимо выполнить.
Шарики оправки могут вращаться по траектории ленты. По мере того как труба изгибается в радиусной матрице и ее опорных башмаках, ряд шариков следует за изгибом, обеспечивая опору для стенки трубы.
Оправка устанавливается в зависимости от диаметра изгибаемой трубы. На шарики оправки наносится смазка, обеспечивающая плавное скольжение по трубе.
Грязесъемник расположен на одной линии с радиусным штампом. Это позволяет сгладить незначительные деформации поверхности трубы, вызванные изгибом оправки.
Гнутогибочные станки наиболее распространены в автосервисах и местных трубогибочных мастерских. Ручной или полуавтоматический станок требует, чтобы оператор располагал трубу для каждого изгиба.
Оборудование для гибки оправки дорогое и, как правило, используется только в высокопроизводительных цехах по производству выхлопных газов и специализированных выхлопных цехах.Если вы покупаете коллекторы у любого из ведущих производителей, трубы гнуты на оправке, как и выхлопные трубы от производителей выхлопных систем, таких как Stainless Works, Corsa, Borla, Flowmaster и т. Д. Многие независимые специализированные магазины предлагают гибку на оправке, если вам это необходимо. иметь специальные компоненты выхлопной системы, изготовленные на заказ, чтобы соответствовать вашему автомобилю, а стандартные системы недоступны. По сравнению с гибкой с раздавливанием или сгибанием гибка на оправке является более предпочтительным методом, поскольку она обеспечивает плавные последовательные изгибы.Фактически, он не производит резких изменений объема в области изгиба: может быть достигнута оптимальная производительность двигателя. Предварительно изготовленная изогнутая на оправке труба или изготовление нестандартной трубы с использованием изгиба на оправке является более дорогостоящим, но с точки зрения оптимизации производительности и внешнего вида оно того стоит. Ты получаешь то, за что платишь.
Ручные гибочные станки
Комплект с ручным управлением, включающий набор штампов и опорных башмаков, позволяет вручную сгибать выхлопную трубу.Сама грубая сила с помощью рычага, который протягивает трубу через гибочную матрицу, выполняет гибку. Это дешевый, но трудоемкий маршрут. Хотя ручные трубогибы для выхлопных труб подходят для выполнения основной функции изгиба трубы под заданным углом, результаты далеко не идеальны для достижения оптимальных результатов. Поскольку у трубы нет внутренней опоры, изгиб вручную приводит к изгибам и участкам смятия на внутренней стороне изгиба. Если вас не заботит однородность диаметра или внешний вид трубы, вам, безусловно, подойдут ручные гибочные станки.Машины имеют широкий диапазон как по стоимости, так и по качеству. Недорогие импортные инструменты можно купить всего за 200-700 долларов, но качество может сильно различаться. Имейте в виду, что существует разница между трубогибами и трубогибами. Недорогие трубогибы, которые выполняют надлежащую работу, обычно подходят для труб малого диаметра до примерно 1/2 дюйма в диаметре. Дешевые трубогибы, доступные в магазинах со скидкой, обычно предназначены для гибки тонкостенных труб диаметром до 2 дюймов.
Чтобы приспособить выхлопные трубы, трубогиб должен работать с трубами запланированного диаметра, который, вероятно, находится в диапазоне от 2,5 до 3,5 дюймов. Наименее дорогостоящие инструменты обычно включают приспособление для гибки (часто предназначенное для закрепления на лабораторных тисках) и набор «башмаков», которые подходят для труб или труб различного диаметра. Ручные гибочные станки полезны для основной функции создания изгиба, но вы не добьетесь внутреннего радиуса без искажений. Внутренняя часть изгиба имеет трещину, при которой внутренняя часть изгиба пытается слегка сжаться, не имея возможности поддерживать постоянный диаметр на всей площади изгиба.Эти относительно недорогие гибочные станки можно приобрести в различных розничных магазинах, например у поставщиков инструментов со скидкой. Качество сильно различается, и многие из них производятся за рубежом.
С помощью гибочного станка раздавливающего типа труба помещается между радиусным штампом и парой опорных башмаков. Радиальная матрица обычно имеет горловину под углом 180 градусов, а опорные башмаки прямые
Поскольку труба изгибается за счет гидравлической силы, опорные башмаки (размещенные на соседних рычагах штампа, раздвинутые) создают желаемый угол.
Во время гибки с раздавливанием внешняя стенка трубы растягивается, в то время как внутренняя стенка (или горловина трубы) слегка сжимается.
На ручном гибочном станке указатель вручную позиционируется по шкале градусов для желаемого изгиба. Как только указатель достигает желаемого угла, оператор вручную останавливает процесс гибки.
Другие типы ручных гибочных станков требуют ручной настройки всех точек радиуса осевой линии и углов трубы.Они обеспечивают гидравлическое усилие для фактического выполнения изгибов. В этом случае термин «ручной» просто означает необходимость для оператора установить трубу в правильном положении (по длине и под углом) для предполагаемого изгиба. В зависимости от размера, количества функций и качества этот тип гибочного станка может варьироваться в цене от 800 до более чем 4000 долларов. Опять же, без оправки, обеспечивающей внутреннюю опору трубы, вы получите небольшую деформацию внутреннего радиуса изгиба. Некоторые владельцы могут смириться с небольшой деформацией или складками на трубах, но многие производители двигателей и гонщики считают это неприемлемым.Для ручной гибки радиусная матрица — это приспособление, обеспечивающее угол гибки. Опорные башмаки (иногда также называемые грязесъемниками) обеспечивают контактную поверхность на внешней стороне изгиба, противоположную радиусной матрице. Труба зажата между радиусной плашкой и опорными башмаками. Опорные башмаки расположены на соседних шарнирах, что позволяет им поворачиваться, следуя изгибу, обеспечиваемому радиусной плашкой. В то время как оператор должен вручную позиционировать трубу для каждого изгиба и для каждого угла изгиба, гидроцилиндр обеспечивает изгибающее усилие.
Гибочные станки способны не просто сгибать трубы. В зависимости от доступных штампов вы можете выполнять ряд других задач, включая развальцовку трубы, расширение, уменьшение, развальцовку шара и многое другое. При использовании штампов и опорных башмаков без внутренних поддерживающих оправок для выполнения изгиба внутренняя часть изгиба несколько искажается, немного уменьшая диаметр по длине изгиба, с небольшими выпуклостями на каждом конце изгиба. Вот где действительно проявляется преимущество изгиба на оправке.Поскольку оправка (расположенная внутри трубы) поддерживает стенки трубы во время изгиба, вы избегаете небольшого обрушения внутренней части изгиба. Если вам нужна максимальная производительность и оптимальный внешний вид для поддержания постоянного диаметра трубы без перегибов, изгиб оправки — единственный выход, и вы просто не добьетесь этого с помощью ручного гибочного станка. Если ваша цель — получить плавную и визуально привлекательную выхлопную систему, у вас есть три варианта: купить готовый комплект от ведущего производителя выхлопных систем, который уже разработан для вашего автомобиля, поставить автомобиль на специальную трубу. у которого есть станок для гибки оправки, или, если вы настаиваете на изготовлении собственного, приобретите секции труб различной формы (прямые, 45-градусные, 90-градусные и т. д.), чтобы вы могли собрать свою систему вместе, обрезав и сварив. Использование шаровых фланцевых соединителей на выходах коллектора коллектора помогает регулировать углы труб.
Гибочные станки с ЧПУ
Трубогиб с ЧПУ высоко ценится за точность, повторяемость и скорость производства. После того, как программа была написана для трубы заданной длины, в машину помещается прямой участок трубы выбранного диаметра.После настройки машины для достижения окончательной формы трубы необходимо нажать кнопку. Машина автоматически подает трубу на заданное расстояние, выполняет изгиб, поворачивает трубу в нужном направлении, делает следующий изгиб и т. Д. Машина выполняет работу, в то время как техник контролирует работу от начала до конца.
Гибка с ЧПУ (числовое программное управление) выполняется путем создания программы профиля для длины трубы, которая затем управляет гибочным станком.После того, как образец трубы разработан, этот образец отображается в цифровом виде для создания программного обеспечения. Здесь технический специалист компании Corsa строит образец трубы с помощью координатно-измерительной машины (КИМ). Информация о шаблоне затем отправляется на гибочный станок с ЧПУ, где можно изготавливать несколько труб, точно соответствующих исходному шаблону.
Для высокопроизводительных трубных конструкций (в первую очередь для OEM-приложений) на гибочных станках с ЧПУ иногда используются специальные штампы вместо штампов с радиусом выбранного размера.Это позволяет оператору ЧПУ подавать прямую трубу в станок, при этом все изгибы создаются автоматически с использованием выбранных компьютером штампов, когда труба движется по рабочей траектории. (Фото любезно предоставлено Эддисон-Макки)
Здесь на гибочном станке с ЧПУ используются специальные штампы для конкретных приложений. (Фото любезно предоставлено Эддисон-Макки)
Конструкция выхлопной трубы запрограммирована для гибочного станка с ЧПУ. Техник с ЧПУ проверяет, что правильная программа загружена, и контролирует процесс гибки как на штампах, так и на экране монитора.
После того, как прямая секция трубы размещена в гибочном станке с ЧПУ, автоматический гибочный станок готов к работе.
Гибочный станок с ЧПУ протягивает трубу через матрицы, автоматически поворачивая трубу для нескольких изгибов в соответствии с программой.
Гибочные станкис ЧПУ дороги и в основном используются производителями выхлопных систем. Приятная особенность гибки с ЧПУ — ее повторяемость. Последняя труба в производственном цикле, сформированная в соответствии с определенной программой, идентична первой трубе, которая была сформирована.
Форма трубы
Нет правила, согласно которому труба должна быть круглой. Доступны специальные штампы, которые позволяют создавать овальный профиль. Зачем вам овальная трубка? Эта форма предпочтительна в первую очередь, когда у вас есть проблемы с зазором. В то время как овальная труба может быть изготовлена с тем же объемом поперечного сечения, что и круглая труба, овальная труба уже в одной плоскости, что обеспечивает дополнительный дорожный просвет для автомобилей с чрезвычайно низким дорожным просветом (например, во многих приложениях NASCAR).Это позволяет пропускать такой же объем, обеспечивая более компактную установку (по сравнению с ходовой частью и землей). Овальные трубы также используются на уличных удилищах, где важно либо дорожный просвет, либо внешний вид (или и то, и другое).
Материалы выхлопных труб включают низкоуглеродистую сталь, с покрытием или без покрытия, а также нержавеющую сталь различных сортов. Некоторые OEM-системы, которые рекламируются как нержавеющие, содержат очень мало сплавов и могут ржаветь, как видно здесь с удаленной OEM-системой «нержавеющая сталь».Если вам нужна система из нержавеющей стали, вы должны обратиться к качественному производителю послепродажного обслуживания.
Нет закона, согласно которому выхлопная труба должна быть круглой. Овальные трубы, обеспечивающие дополнительный дорожный просвет, можно легко приобрести у производителей выхлопных труб для гонок. (Фото любезно предоставлено Burns Stainless)
Овальная выхлопная труба обеспечивает дополнительный дорожный просвет при сохранении объема выхлопа. Труба овального профиля выпускается в прямом и угловом сечении. (Фото любезно предоставлено Vibrant Performance)
С точки зрения внешнего вида, овальные трубы придают выхлопной системе более уникальный вид.Если вы выберете овальную трубу, вы не сможете делать свои собственные изгибы, но пока вы можете разложить систему, используя комбинацию прямых, 45-градусных и / или 90-градусных труб, доступны необработанные секции. для обрезки по длине и сварки.
Материал и покрытия труб
Обычные материалы включают низкоуглеродистую сталь и различные марки нержавеющей стали. Низкоуглеродистая сталь — это материал, который легче всего сгибать, тогда как нержавеющие материалы немного жестче, но все же хорошо адаптируются, когда их формуют на прецизионном гибочном станке, управляемом квалифицированным специалистом.Как вы могли догадаться, цены на материалы тоже различаются; Низкоуглеродистая сталь — наименее дорогая, а нержавеющая сталь более высокого качества — самая дорогая.
Низкоуглеродистая сталь
Труба из мягкой стали требует покрытия для защиты от коррозии. Это может быть алюминиевая труба (где расплавленный алюминий наносится на внешнюю сторону трубы во время производства), оцинкованную трубу, обработанную во время производства, или нанесение специальных покрытий. Эти покрытия могут включать высокотемпературную краску, высокотемпературную порошковую краску или специальные керамические покрытия.Из множества вариантов керамические покрытия являются наиболее прочными. Однако имейте в виду, что большинство керамических покрытий (или любых других покрытий в этом отношении) наносятся только на внешние поверхности. Хотя труба из низкоуглеродистой стали после покрытия служит дольше, как с точки зрения функции, так и внешнего вида, низкоуглеродистая сталь все же может разрушаться изнутри. Все выхлопные системы подвергаются воздействию влаги на внутренних стенках просто из-за тепловых изменений, которые возникают в результате холодного запуска двигателя от нагрева до охлаждения.
Нержавеющая сталь
Нержавеющая сталь, хотя и подвергается воздействию тех же условий, гораздо более устойчива как к внешним условиям, так и к внутреннему потоотделению.Однако бывают разные марки нержавеющей стали. Многие автопроизводители предлагают то, что они называют выхлопными системами из нержавеющей стали, хотя на самом деле это может быть очень недорогая стальная формула «таинственной смеси» с очень небольшим процентным содержанием сплава. Например, в конце 1980-х, когда моя команда по шоссейным гонкам участвовала в гонках на выносливость в автосалоне на Ford Mustang GT, автомобили поставлялись с завода, оборудованные короткими трубчатыми выхлопными коллекторами, которые рекламировались как сделанные из нержавеющей стали. После одной гонки коллекторы стали коричневыми и покрылись небольшим количеством ржавчины.Нержавеющий материал, вероятно, более прочный, чем низкоуглеродистая сталь, но определенно не соответствовал своему названию.
Источники характеристик вторичного рынка, как правило, используют более высокие сорта нержавеющей стали, такие как 304 или 321. Они имеют гораздо более высокое содержание сплава и не ржавеют. Некоторые производители выхлопных систем предлагают широкий выбор марок нержавеющей стали по соответствующей цене. Например, более высокая марка, 321, обеспечивает более высокое сопротивление усталости и лучше подходит для экстремальных температур и условий вибрации, таких как турбонаддув.С точки зрения функциональности, даже нержавеющая сталь может выиграть от вторичного керамического покрытия. Хотя нержавеющая сталь поглощает тепло с меньшим тепловым излучением наружу, чем низкоуглеродистая сталь, нанесение керамического термобарьерного покрытия еще больше улучшает это. Чем меньше тепловое излучение, тем эффективнее становится выхлопная система с точки зрения управления температурой и (по крайней мере, теоретически) характеристик двигателя.
Высококачественная нержавеющая сталь обеспечивает отличный отвод тепла и устойчивость к ржавчине / коррозии.Кроме того, высококачественную нержавеющую сталь можно полностью отполировать до хромового вида.
Чтобы избежать проблем с внешним видом и увеличить срок службы системы, требуются компоненты системы с керамическим покрытием или система из 100% нержавеющей стали. Единственное реальное отличие, которое следует учитывать, заключается в том, что керамическое покрытие защищает только внешнюю поверхность труб, поэтому может иметь место долговременная коррозия внутри труб. Труба из высококачественной нержавеющей стали обеспечивает антикоррозионную защиту как внутренних, так и внешних стен.
Естественно, самые высокие уровни тепла присутствуют в коллекторах выхлопных газов, при этом температура выхлопных газов уменьшается по мере прохождения выхлопных газов через остальную часть системы. Для максимальной производительности керамическое покрытие коллекторов более выгодно, чем покрытие остальной части системы. Если вы используете во всей системе высококачественную нержавеющую сталь, вам, вероятно, не нужно покрывать остальную часть системы (после коллекторов). Если ваше приложение представляет собой уличную игрушку, и вы используете коллекторы, трубы и глушители из нержавеющей стали, единственная причина для оправдания дополнительного керамического покрытия — это внешний вид цвета.Если коллекторы и остальная система изготовлены из низкоуглеродистой стали, то покрытие (любого типа) обязательно необходимо. По крайней мере, имеет смысл сочетание коллекторов с керамическим покрытием, алюминизированных труб и глушителей с алюминированным или порошковым покрытием. С точки зрения функциональности, низкоуглеродистая или нержавеющая сталь — приемлемый выбор практически для любого применения, включая уличные, дрэг-рейсинг, шоссейные гонки и гонки по бездорожью. Преимущества нержавеющей стали включают повышенную прочность, меньшее тепловое излучение, немного меньший вес и внешний вид.
Иконел
Для уличного применения, где важна долгосрочная защита от ржавчины, нержавеющая сталь — лучший выбор. Для очень экстремальных применений, где тепло выхлопных газов и напряжение выхлопной трубы невероятно высоки, например, в Формуле 1, широко используется инконель из-за его устойчивости к высокотемпературной усталости и, как следствие, способности выдерживать экстремальные уровни тепла. Однако с инконелем очень трудно работать, и его стоимость обычно в четыре или пять раз превышает стоимость нержавеющей стали сопоставимого размера.
Титан
Еще одним экзотическим металлом, используемым в экстремальных условиях, является титан, который отличается легким весом и более высокой коррозионной стойкостью по сравнению с нержавеющей сталью. Опять же, стоимость — это фактор; обычно она в десять раз дороже нержавеющей стали.
Переходные трубы
Выхлопная система кроссовера используется с V-образным двигателем, который имеет два противоположных ряда цилиндров и двойную выхлопную систему. Для повышения эффективности выхлопа двигателя (и увеличения мощности) можно использовать ряд методов, которые включают подключение каждого ряда системы с двойным выхлопом.
Кроссовер выхлопной трубы соединяет трубы со стороны водителя и со стороны пассажира в точке пересечения коллекторов и глушителей. Это соединение правого и левого выхлопа может помочь выровнять импульсы выхлопа двигателя и может улучшить продувку выхлопных газов. Во время продувки поток каждой трубы помогает вытягивать выхлоп через соседнюю трубу, которая очень похожа на две ветви ручья, которые соединяются, образуя реку, и в этом случае скорость течения увеличивается.
Эта система оснащена кроссовером X-образной формы. Он помогает уравновешивать импульсы сгорания двигателя и улучшает отвод выхлопных газов. Когда двойные трубы сливаются, импульсы каждого ряда двигателей помогают вместе вытягивать выхлопные газы через каждую трубу.
Вот пример кроссовера с Н-образной трубой. Хотя он помогает сбалансировать импульсы двигателя между двумя рядами двигателей, он мало что делает для улучшения продувки выхлопных газов.
При разработке двойной системы для установки H-образной трубы или любого кроссовера убедитесь, что расположение кроссовера не мешает вертикальному перемещению карданного вала.Обратите внимание, что эта H-образная труба расположена перед выходом коробки передач.
Эта X-образная труба в сборе состоит из четырех отдельных частей для получения прямых параллельных входов и выходов.
Эта X-образная труба была разработана с противоположными углами входа и выхода. (Фото любезно предоставлено Burns Stainless)
Объединенные переходники обрезаются с точностью до потока, а затем тщательно привариваются TIG для герметизации всех швов. Это приводит к плавному переходу потока с минимальной турбулентностью потока выхлопных газов, в отличие от прямой уравнительной трубы, которая приварена под углом 90 градусов к основным трубам.
Сгибание двух труб вместе может привести к образованию пересечения и эллиптического выреза на каждой трубе, где они соединяются, сливаются и свариваются. Этого также можно добиться, соединив две трубы вместе с помощью дополнительных труб в H- или X-образной схеме. Конструкция с H-образной трубой представляет собой просто горизонтальную трубу, которая проходит слева направо и соединяет две трубы. Х-образная труба соединяет две стороны вместе с дополнительным X-образным расположением труб. Конструкция с объединенной или X-образной трубой обеспечивает более плавный поток, чем конструкция с H-образной трубой, поскольку она имеет более высокую степень продувки выхлопного потока.
В некоторых случаях выбор конструкции кроссовера может зависеть от шасси и клиренса автомобиля. Вообще говоря, слияние любого типа кроссовера (а не двух отдельных трубок двигателя) должно улучшить мощность и крутящий момент. В зависимости от конкретного двигателя и выбранной конструкции выхлопной системы кроссоверное соединение также может влиять на звук выхлопа.
Преобразование в систему с двойным выхлопом
Преобразование одинарной выхлопной системы в двойную имеет смысл только при работе с двигателем с двумя рядами цилиндров (V-образный двигатель).Переход на двойную систему обеспечивает улучшенное дыхание, а не заглушает оба берега в один выхлопной тракт. Это снижает ограничение выхлопа и значительно улучшает балансировку импульсов выхлопа от банка к банку. Помимо преимущества в производительности, переход на двойную систему просто улучшает звук двигателя. Реальность такова, что для уличной машины звук выхлопа является важным фактором. Переход с одинарного на сдвоенный может обеспечить преимущество в производительности в зависимости от множества переменных, включая рабочий объем двигателя и выходную мощность.В некоторых случаях, например, с двигателями мощностью менее 300 л.с., вы можете не получить никакой дополнительной мощности, но улучшите внешний вид, установив два выхлопных патрубка вместо одного. Помимо этого, вам необходимо рассмотреть следующие области, прежде чем приступить к делу.
Крышка коллектора
Оригинальная система с одним выхлопом, вероятно, имеет чугунные выпускные коллекторы, которые переходят друг в друга через спускную трубу, и в этом случае переход от одного из коллекторов должен быть перекрыт.В зависимости от вашей марки, модели и года выпуска эти колпачки могут быть доступны на вторичном рынке, или вам необходимо их изготовить. Кроме того, выходное отверстие одного коллектора может иметь другой диаметр, чем выходное отверстие другого коллектора. Эту проблему можно решить, если в вашем выпускном цехе уменьшите или увеличьте диаметр трубы с любой стороны, где она соединяется с коллектором. С другой стороны, вы можете приобрести пару выпускных коллекторов с одинаковым диаметром выпускного отверстия или перейти на пару трубчатых коллекторов.
Материал
В большинстве случаев, когда кто-то переходит с одинарной на двойную выхлопную систему, обычно происходит модернизация литых выпускных коллекторов на трубчатые коллекторы. В конце концов, причина перехода с одинарного выхлопа на двойной — это повышение производительности, поэтому решение о переходе на коллекторы в значительной степени предрешено.
Подвески для труб
В зависимости от конкретного автомобиля и заводских опций, доступных для этой марки, модели и года выпуска, установка двойной системы могла быть или не планироваться автопроизводителем.Это означает, что вам необходимо определить собственное расположение трубодержателей и уделить пристальное внимание свободному пространству для установки глушителя. Это может определять форму и размер глушителей, которые подходят, не затрагивая приводной вал, топливопроводы, топливный бак, заднюю подвеску и задний мост, в дополнение к соображениям дорожного просвета.
Подвесы для труб из алюминия и нержавеющей стали доступны в самых разных конфигурациях.Этот образец от Stainless Works крепится к трубе с помощью Т-образного болта.
Фитинг
Что касается формы глушителя, овальный профиль обычно обеспечивает больший зазор, чем круглый профиль. Опять же, это зависит от диаметра трубы, которую вы используете, и от типа звука, который вам нужен. Еще одна область, которая может вызывать беспокойство, — это поперечина трансмиссии. Если транспортное средство изначально было оборудовано одиночным выхлопом, поперечина трансмиссии может иметь только один выступ для зазора между трубами, и в этом случае вам необходимо установить двугорбую поперечину для размещения двойной системы.
Убедитесь, что у вас достаточно места для двойных труб; они должны правильно очистить топливный бак. Если топливный бак немного смещен, возможно, вам не хватит зазора для трубы с одной стороны. Для этого может потребоваться замена топливного бака на бак с возможностью установки по центру слева направо. Обычно выхлопные трубы должны располагаться на расстоянии не менее 1,5 дюймов от топливного бака, и предпочтительнее дополнительный зазор. Если ваша модель автомобиля никогда не предлагалась с двойной выхлопной системой, вам необходимо заказать гнутые трубы в специализированной мастерской по выпуску выхлопных газов.Также обратите внимание на заднюю обшивку. Если на задней панели имеется единственный вырез для выхлопного патрубка, переход на двойную систему, вероятно, потребует выемки на противоположной стороне, чтобы добиться правильной посадки и сбалансированного внешнего вида.
Если исходная система с одним выхлопом имела поперечный глушитель (расположенный сбоку под автомобилем), вам необходимо тщательно выбрать глушители, чтобы они соответствовали новому продольному расположению. Если вам просто не хватает дорожного просвета для размещения двух глушителей, установленных на одной линии с трубами, альтернативой может быть использование перегородок, установленных внутри прямых участков сдвоенных труб.Начальная точка начинается с заголовков, потому что завершение заголовков на коллекторах определяет, где начинаются каналы. Коллектор обычно имеет монтажный фланец, который обеспечивает точку крепления трубы. Хотя фиксированный ответный фланец на передней части трубы может работать во многих случаях, угол, обеспечиваемый установленным коллектором коллектора, может стрелять прямо назад, или он может наклоняться немного вверх или вниз, влево или вправо.
Разъемы
Чтобы обеспечить определенную степень регулировки угла, рассмотрите возможность использования шарового соединителя.Это обеспечивает точку поворота, позволяющую отрегулировать начальный угол трубы в соответствии с вашим приложением. Слегка затяните болты шарового разъема; достаточно плотно, чтобы удерживать положение, но достаточно свободно, чтобы можно было двигаться, пока вы продолжаете прокладывать трубы назад. Опять же, в зависимости от конкретного транспортного средства, вы должны иметь возможность проложить прямые участки трубы от коллектора назад, сохраняя их несколько параллельно полу транспортного средства. Найдите лучшие места для глушителей с точки зрения посадки и зазора между днищем и приводным валом.
В большинстве случаев глушители располагаются перед задней осью и топливным баком. Убедитесь, что место установки обеспечивает достаточно места между задней частью глушителей и любыми препятствиями, такими как задняя ось и топливный бак, чтобы максимально удобно продолжить работу с любыми необходимыми изгибами труб. По возможности временно подвесьте глушители в нужных местах. Это обеспечивает легкую цель для прокладки передних труб от коллекторов к глушителям, так что вы можете определить длину трубы и любые необходимые изгибы.По крайней мере, расположите каждый глушитель в желаемом месте и нанесите мелом отметки на живот, чтобы создать отметки для определения длины глушителя.
Проверить необходимый путь от коллектора до впускного отверстия глушителя. Если повезет, вы сможете проложить прямую трубу между коллекторами и глушителями. Если путь требует, чтобы трубы располагались под углом внутрь к центру днища, передние трубы могут потребовать небольшого изгиба внутрь и последующего изгиба, который восстанавливает параллельный путь обратно к глушителям.Здесь пригодится использование глушителей со смещенными впускными и выпускными патрубками, так как это может минимизировать или даже исключить необходимость создания каких-либо изгибов в передних трубах.
Гибкая муфта в оплетке из нержавеющей стали с внутренней втулкой обеспечивает соединение трубы с трубой, которое снижает или устраняет напряжение между двумя концами трубы. Гибкая соединительная муфта полезна в областях с сильным движением или высокой вибрацией, где требуется определенная «деформация». (Фото любезно предоставлено Vibrant Performance)
Зажим с V-образной лентой в сборе с фланцами муфты состоит из трех частей.К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри хомута с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Резиновые амортизаторы подвески и короткая гибкая муфта используются на этом Pontiac G8 GT 2008 года выпуска. Использование гибкой муфты устраняет предполагаемые точки напряжения выхлопной трубы.
Зажимы этого типа можно приваривать к трубе.Если вы можете представить желаемый стиль и форму вешалки, скорее всего, кто-то на вторичном рынке ее предложит.
Если вы собираете систему самостоятельно, имейте в виду, что шаровые соединители часто могут помочь в достижении желаемых углов, хотя они добавляют немного объема вдоль пути. Собирая секции вместе, подумайте об использовании трубных хомутов ленточного типа, а не хомутов с U-образными болтами. Ленточные зажимы не деформируют трубу и обеспечивают дополнительное пространство для маневра при настройке системы.Кроме того, хомуты ленточного типа обеспечивают превосходное уплотнение стыков и упрощают последующий демонтаж системы.
Для подсоединения каждой трубы к глушителю требуется один из двух подходов: сварка или зажим. Труба может проскользнуть в шейку глушителя, для чего потребуется внешний диаметр трубы, соответствующий внутреннему диаметру шейки глушителя. Это известно как скользящее соединение. Например, если глушитель имеет внутренний диаметр 3 дюйма, труба должна иметь внешний диаметр 3 дюйма. Затем прочное соединение может быть выполнено сваркой или с помощью зажима для труб (опять же, я предпочитаю ленточные зажимы).Если наружный диаметр трубы и шейки глушителя равны, скользящее соединение нецелесообразно, если вы не используете инструмент для расширения трубы, чтобы немного увеличить диаметр шейки глушителя.
Однако есть и другие способы выполнить эту задачу. Когда два конца стыкуются друг с другом, для фиксации соединения можно использовать широкий ленточный зажим или, если хотите, концы можно сварить вместе. Если вы столкнулись с двумя разными внешними диаметрами, можно использовать ступенчатый ленточный зажим, который имеет разные диаметры на каждом конце.
Гибка и установка выхлопной трубы
Шаг 1:
Начиная с отрезка прямой трубы, установщик вручную вставляет ее в опорные башмаки ленточной машины. Трубогиб с ручным управлением и гидроусилителем является наиболее распространенным типом ручных трубогибов.
Шаг 2:
После измерения угла, необходимого для передней трубы, техник изгибает 45 градусов.
Шаг 3:
После того, как труба выпущена из гибочного станка, она проверяется на транспортном средстве.Это позволяет технику обрезать лишнюю длину в области переднего изгиба, чтобы учесть расстояние падения трубы от коллектора относительно передней поперечины.
Шаг 4:
Изогнутая и обрезанная по длине передняя труба проверяется на прилегание к коллектору коллектора перед сваркой.
Шаг 5:
Помощник удерживает переднюю трубу на месте, пока сварщик накладывает несколько прихваточных швов, чтобы прикрепить трубу к выпускному отверстию коллектора коллектора.
Шаг 6:
Сварщик завершает полный шов передней трубы коллектора коллектора.
Шаг 7:
Соединительная труба полностью приваривается к глушителю, пока доступна, перед тем, как присоединить ее к концу передней трубы.
Теплозащитное покрытие
Если ваша система требует использования каталитических нейтрализаторов, имейте в виду, что преобразователи должны быть расположены в начале потока выхлопных газов перед глушителями.Каталитические нейтрализаторы вызывают проблемы с высокой температурой, поэтому убедитесь, что они имеют достаточный зазор относительно пола, топливопроводов, тормозных магистралей, линий охлаждения трансмиссии и т. Д. По сути, вы хотите обеспечить как можно больший зазор вокруг преобразователей. Добавление теплозащитного материала — всегда хорошая идея; например, на нижней стороне пола рядом с местами расположения преобразователей. Качественный теплозащитный материал доступен от таких фирм, как DEI, и его можно обрезать, чтобы он соответствовал желаемому месту.Не прикрепляйте тепловой экран непосредственно к преобразователю; вы хотите, чтобы тепло излучалось от корпуса преобразователя. В зависимости от местоположения теплозащитный экран можно установить с помощью заклепок с крупной головкой или шурупов.
Если преобразователь проходит рядом с водопроводом или жгутом проводов, теплоизоляция трубчатого или оберточного типа может быть закреплена непосредственно на линиях или проводах, находящихся в непосредственной близости от преобразователя. Опять же, такие источники, как DEI, предлагают широкий спектр продуктов с тепловым экранированием, специально разработанных для применения в выхлопных системах гоночных автомобилей.
Опоры выхлопной системы
Трубы, глушители и / или каталитические нейтрализаторы должны поддерживаться в любом применении, в котором выхлопная система выходит за пределы коллекторов. Правильная опора системы снимает напряжение с коллекторов, предотвращает контакт с землей и устраняет или снижает вибрации и гармоники системы. На любом серийном автомобиле вы заметите, что выхлопные подвески включают в себя какой-то изолятор или демпфирующее устройство. Это может быть усиленный резиновый ремешок или стержень, приваренный к трубе или глушителю и вставленный в резиновую опору на шасси.Использование таких демпфирующих устройств происходит по нескольким причинам. Податливое соединение, такое как резина или уретан с мягким твердым покрытием, гасит вибрации, которые в противном случае передаются от выхлопной системы к шасси. Это соответствие также позволяет выхлопной системе перемещаться по отношению к двигателю с точки зрения нагрузки по вибрации и крутящему моменту, не нагружая выхлопную систему. Изоляторы также позволяют вытяжной системе изменять свою длину из-за тепловых условий.
Учтите, что выхлопные трубы изготовлены из металла, который имеет тенденцию сжиматься в холодном состоянии и расширяться в горячем состоянии.Температурное изменение длины трубы может быть небольшим, но за счет обеспечения совместимых опорных соединений любые температурные изменения размеров компенсируются податливостью опор. Меньше всего вам захочется жестко прибить всю выхлопную систему. Если вы используете сплошные трубы и опоры глушителя, напряжения будут накапливаться по мере того, как двигатель раскачивается на его опорах, поскольку система испытывает термический рост и т. Д. Кроме того, при жесткой установке выхлопной системы резонанс выхлопных газов двигателя напрямую передается на шасси, в результате в диапазоне надоедливых шумов.
Индивидуальные выхлопные подвески всегда должны иметь какой-либо тип эластичной втулки. Эти полированные подвески из нержавеющей стали оснащены изолирующими втулками из уретана.
Даже скромная подвеска со стальной лентой должна иметь соответствующий армированный резиновый изолятор. Этот стиль позволяет использовать обычный U-образный болт для захвата трубы.
Доступны различные стили нестандартных подвесок для выхлопных газов. Они предназначены для крепления к конструкционной поверхности (например, к направляющей рамы, поперечине или кронштейну) с помощью пары винтов с головкой под торцевой ключ.Затем сварной кронштейн на трубе прикрепляется к подвеске с помощью одного болта и гайки, проходящих через уретановую втулку. Втулка обеспечивает определенную гибкость при движении трубы и помогает изолировать вибрации трубы. Показанный здесь тип обеспечивает три варианта расположения втулки, позволяя при желании обрезать лишнюю неиспользуемую часть алюминиевой подвески.
Опорная стойка служит для сохранения положения и угла трубы, пока установщик продолжает приваривать переднюю часть трубы к передней трубе.
Подвески для выхлопной системы вторичного рынка, изготовленные из хромированной или полированной нержавеющей стали, уже несколько десятилетий доступны на индивидуальном рынке. Многие из этих вешалок отлично смотрятся и дополняют индивидуальный внешний вид. Однако просто убедитесь, что есть какое-то соответствие в виде резины или уретана.
Прочная опора, которая вообще не позволяет системе двигаться, просто не лучшая идея, по крайней мере, для уличного транспорта. Если выхлопные трубы и глушители поддерживаются на шасси прочными опорами, которые не обеспечивают соответствия, вы рискуете создать напряжения, которые могут привести к трещинам сварных швов на трубах коллектора.Это может даже привести к повреждению креплений фланца коллектора к головке блока цилиндров в виде сломанных болтов фланца или трещин и утечек в точках соединения первичной трубы с фланцем. Помимо нагрузок, которые могут возникать в выхлопной системе из-за вибрации и вращательного движения двигателя во время ускорения и замедления, при повышении температуры выхлопной системы во время работы трубы могут немного увеличиваться в длине из-за теплового расширения, которое может создавать напряжения в каждом стыке. . Даже если ничего не трескается и не ломается, прочная выхлопная система вызывает раздражающие резонансы в салоне.Точки крепления подвески выхлопной системы должны защищать систему от чрезмерного напряжения и обеспечивать некоторую податливость, чтобы минимизировать раздражающее гудение и нежелательный резонанс в кабине.
Я не говорю, что ваша выхлопная система должна иметь возможность валяться под автомобилем, как мокрая лапша, но ей нужна небольшая степень изоляции между выхлопной системой и шасси. Чтобы дополнительно учитывать допуск на перемещение трубы при тепловых изменениях и вибрации, некоторые OEM-разработчики и даже разработчики по индивидуальному заказу могут использовать гибкую муфту, которая состоит из короткого участка гибкой трубы с экраном из оплетки из нержавеющей стали.Это обеспечивает небольшой угол наклона трубы и, в некоторых случаях, может снизить вибрацию.
Трубные соединения
При подключении труб к трубам или труб к глушителям доступно несколько способов крепления. Обычной практикой является использование соединения внахлест (также называемого скользящим соединением), когда одна труба скользит в другую трубу (или трубу с глушителем), или стыкового соединения, когда две трубы имеют одинаковый наружный диаметр.
Соединение внахлест
При соединении внахлест наружный диаметр одной стороны входит в внутренний диаметр сопрягаемой стороны.С этим типом фитинга соединение фиксируется седельным зажимом, сваркой или ленточным зажимом. Седельный зажим, часто называемый U-образным зажимом, имеет закругленное внутреннее седло, соединенное с U-образным болтом. Этот тип зажима при затягивании сжимает две трубы вместе. Это обычный зажим, который использовался десятилетиями. Недостаток — обжимное действие. Это может затруднить разделение двух труб в будущем. Сварка стыка непрерывным валиком обеспечивает отличное уплотнение, но имеет недостатки.Сварка — не всегда практичный вариант для мастера своими руками. Кроме того, поскольку сварное соединение является постоянным, будущая разборка потребует обрезки трубы (труб). Кроме того, процесс сварки обесцвечивает трубы и разрушает любое защитное покрытие, нанесенное на трубы.
Зажим с ступенчатой лентой представляет собой альтернативу. Этот трубчатый зажим из нержавеющей стали имеет разный диаметр на каждом конце, причем размер каждого конца соответствует двум разным диаметрам трубы. Ленточный зажим имеет разрезной шов с упором.Как только ленточный хомут установлен на место, затягивается пара болтов, чтобы плотно прижать ленту к трубам. Из-за большой площади контакта ленты трубы не обжимаются. Это обеспечивает простой способ закрепления труб, улучшает внешний вид и упрощает будущую разборку.
Стыковое соединение
При использовании стыкового соединения две сопрягаемые трубы имеют одинаковый наружный диаметр, поэтому у вас есть три варианта выполнения соединения.Вы можете сварить трубы вместе. Вы можете использовать ленточный зажим для трубы определенного диаметра. (Этот тип ленточного зажима имеет одинаковый диаметр от конца до конца.) С другой стороны, вы можете использовать расширитель трубы, чтобы немного увеличить одну из труб для создания собственного соединения внахлест. Если на соединение не наложен непрерывный валик сварного шва, зажим любого типа может привести к очень незначительной утечке выхлопных газов. Я редко использую седельные зажимы, если не выполняю реставрацию, в которой мне нужно воспроизвести дизайн оригинального производителя.Каждый раз, когда я использую седельный или ленточный зажим, я сначала наношу тонкую полоску высокотемпературного RTV, такого как Permatex Ultra Copper, на внешнюю поверхность труб, где происходит контакт. Это действует как смазка при соединении труб вместе и служит для заполнения любых небольших пустот, которые в противном случае могли бы обеспечить путь утечки.
Широкий ленточный хомут из нержавеющей стали — лучший выбор для трубных соединений, чем обычный U-образный болт, поскольку широкая площадь основания ленты не обжимает трубы.
Ленточные хомуты доступны как «прямые» с общим диаметром на всем протяжении и предназначены для соединения двух труб одинакового диаметра.Ступенчатые конструкции, подобные показанной здесь, позволяют легко соединять трубы разного диаметра.
Ленточные зажимы имеют стопорные блоки в зоне стыковки. Болт проходит через один блок и ввинчивается в другой блок.
Сверхширокие ленточные хомуты очень удобны для соединений труба-труба и труба-глушитель. Из-за конструкции без обжима ленточные зажимы также могут допускать небольшое тепловое расширение по длине трубы. Да, ленточные хомуты дороже седельных хомутов, но преимущества намного перевешивают разницу в стоимости.
Стили сопряжения
Сопряжение труба-труба или коллектор-труба может включать один из нескольких стилей сопряжения. Надвижное соединение включает фитинг одной трубы в другую трубу, закрепленную, как описано ранее, сваркой или выбранным типом зажима. Соединение с раструбом или шаровой головкой включает пару фланцев, которые соединяются болтами, захватывая два конца.
Труба с плоским развальцовкой имеет расширенный охватывающий раструб с плоской поверхностью на каждой трубе.Каждая сопряженная труба имеет фланец с двумя или тремя болтами, закрепленный на каждой трубе. Уплотнение создается плоской высокотемпературной прокладкой, помещенной между двумя фланцами. Раструб с шаровой головкой, часто встречающийся на некоторых соединениях коллектора коллектора и некоторых каталитических нейтрализаторах, имеет конус с охватываемым радиусом / шаровой шарнир на коллекторе, соединенный с конусом с внутренним радиусом на присоединительной трубе. Фланцы с каждой стороны соединения прикрепляют коллектор к трубе двумя или тремя болтами, в зависимости от исполнения.
Зажим с V-образной лентой в сборе с фланцами муфты состоит из трех частей. К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри хомута с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Зажим с Т-образным болтом получил свое название от формы регулировочного болта. Он имеет тройник на захваченном конце и наружную резьбу на противоположном конце.Это может быть хорошим выбором при стыковке двух труб разного диаметра, когда на конце трубы большего диаметра есть прорези, которые позволяют ей сжиматься вокруг трубы меньшего диаметра.
Ленточный зажим из нержавеющей стали с Т-образным болтом обеспечивает надежное крепление и приятный внешний вид для установки выхлопного патрубка с выемкой / разрезным входом. Ленточный зажим сжимает наконечник в достаточной степени, чтобы обеспечить надежное крепление без обжима наконечника или трубы.
Широкополосные хомуты доступны как предварительно отформованными, так и в виде плоской ленты, которая легко сгибается и придает форму трубе, с легко сгибаемой лентой из низкотемпературной нержавеющей стали.
Хомут с плоской лентой формируется вручную вокруг трубы. Затем он скрепляется парой болтов и гаек. Неформованный ленточный зажим дешевле, чем предварительно сформированный, но не имеет стопорного блока между зажимными концами. Он также не обеспечивает герметичность, как предварительно сформированный ленточный зажим.
Широкие ленточные хомуты из нержавеющей стали бывают разных диаметров, как для стыковых труб одного диаметра, так и для крепления труб разных диаметров.Это позволяет быстро выполнить любое соединение труба-труба или труба-глушитель.
Предварительно сформированные ленточные хомуты (рассчитанные на определенный диаметр трубы) доступны для всех обычных диаметров труб. Прямоточный ленточный хомут имеет одинаковый диаметр от конца до конца и используется при стыковке двух труб одинакового диаметра
Преимущество шаровой насадки в том, что она позволяет легко регулировать угол наклона трубы. Раструб с внутренней резьбой на трубе может поворачиваться на раструбе с охватываемым шаром, что обеспечивает дополнительную точную настройку с точки зрения угла трубы.Этот стиль не требует установки плоской прокладки между фланцами. Зажим с V-образной лентой часто используется в тех случаях, когда выхлопная система подвергается частой разборке / повторной сборке. Зажим с V-образной лентой похож на зажим с Т-образным болтом, в котором плоская лента затягивается с помощью болта, который входит в внутреннюю резьбу. В отличие от зажима с Т-образным болтом с гладкой плоской внутренней поверхностью, зажим с V-образной лентой имеет канавку на внутренней поверхности. Поскольку каждый сопрягаемый конец трубы имеет плоский развальцовку, кромки раструба входят в канавку зажима и обеспечивают стыковое соединение двух труб.Регулировочный болт затягивается, чтобы удерживать трубы вместе. С помощью этого типа зажима можно легко подсоединять и отсоединять одну трубу от другой.
Вариант зажима с V-образной лентой предназначен для труб с прямым концом, не имеющих развальцовки. Этот тип зажима включает пару раструбов, которые надеваются на трубы и привариваются к ним. Развальцовка представляет собой механически обработанные детали, которые привариваются к трубам, что исключает необходимость развальцовки концов труб. Приварные раструбы также обеспечивают дополнительную массу и прочность для более прочного соединения.Оба типа зажима с V-образной лентой работают одинаково. Единственное отличие состоит в том, что для одного требуются концы труб с развальцовкой, а для другого — более существенные и требуется, чтобы охватываемые кольца были приварены к трубам. В каждом варианте канавка на внутренней стенке зажима захватывает вместе два выступающих выступа с выступом.
Примеры установок выхлопной системы
Я рассмотрел установку всех основных компонентов выхлопной системы. Теперь я собираюсь показать вам установку полной системы и X-pipe в пошаговом формате, чтобы вы могли выполнить ту же задачу с вашим конкретным проектным транспортным средством.
2014 Chevy / GMC 1500 Установка Cat-Back
Этот проект представляет собой полную установку производственной выхлопной системы Flowmaster на грузовик Chevrolet / GMC 1500 2014 года, чтобы вы могли увидеть, как устанавливается вся система. Вы можете выполнить тот же самый основной процесс для установки любой выхлопной системы на американский автомобиль с задним приводом V-8. Поднимите автомобиль на подъемнике или стеллаже на рабочую высоту. Если у вас нет доступа к подъемнику, поднимите автомобиль и надежно поддержите его прочными подпорками.Подпереть оригинальный глушитель подставкой. С помощью ножовки или сабельной пилы отрежьте выхлопную трубу сразу за глушителем. Отделите проволочные подвески на выхлопной трубе от резиновых опор на автомобиле и снимите выхлопную трубу. Этот шаг может быть необязательным, но он упрощает удаление.
Шаг 1:
С помощью гаечного ключа на 15 мм ослабьте болт на зажимном шаровом соединении за каталитическим нейтрализатором. Отсоедините проволочные подвески от резиновых опор и опустите впускную трубу и глушитель от автомобиля.Смазка, такая как WD-40, облегчает удаление. Вам необходимо снять шаровой фиксатор со штатной системы и сохранить его, так как он будет использован при установке новой системы. (Фото предоставлено Flowmaster)
Шаг 2:
Поместите узел впускной трубы на место на шаровом соединении и затяните его достаточно, чтобы удерживать, но все же оставьте небольшую регулировку. Подсоедините подвеску на трубе к резиновой опоре на транспортном средстве. (Фото предоставлено Flowmaster)
Шаг 3:
Если вы устанавливаете систему на грузовик Crew Cab с 6.5-футовая станина, поместите удлинительную трубу (PN TB700S) на заднюю часть впускной трубы (PN 26401S). Поместите зажим из комплекта на скользящую посадку и затяните достаточно, чтобы удерживать его на месте. Эта удлинительная труба не используется в моделях Double Cab или Crew Cab с платформой 5,5 футов. (Фото предоставлено Flowmaster)
Шаг 4:
Поместите прилагаемый 3-дюймовый зажим на входное отверстие нового глушителя, затем надвиньте входное отверстие на заднюю часть входной трубы. Обязательно используйте подставку для поддержки глушителя. Затяните зажим ровно настолько, чтобы удерживать глушитель на месте.(Фото предоставлено Flowmaster)
Шаг 5:
Наденьте резиновую подвеску (номер детали HA168) на конец подвески рамы со стороны водителя (номер детали 226HA). Используя прилагаемые болты, шайбы, гайки и опорные пластины (номер по каталогу HA566), прикрепите сборку к раме со стороны водителя транспортного средства, используя имеющееся угловое продолговатое отверстие в направляющей рамы. Примечание. Опорные пластины устанавливаются с обеих сторон рамы между подвеской, шайбами и болтами, чтобы закрыть продолговатые отверстия. Это предотвращает прогиб подвесов каркаса в продолговатые отверстия.Поместите два из прилагаемых 2,5-дюймовых зажима на выпускные отверстия глушителя со стороны пассажира и со стороны водителя. Установите выхлопную трубу со стороны пассажира (номер детали 86095S) над задней осью и вставьте ее в выпускное отверстие глушителя со стороны пассажира. Подсоедините две подвески на трубе к резиновым опорам автомобиля. При регулировке труба должна находиться на расстоянии примерно 3/4 дюйма от амортизатора. (Фото предоставлено Flowmaster)
Шаг 6:
Поместите переднюю выхлопную трубу со стороны водителя (номер детали 86094S) на заднюю ось и вставьте эту выхлопную трубу в выходное отверстие глушителя со стороны водителя.Поместите прилагаемый 2,5-дюймовый зажим на заднюю часть трубы. Задняя выхлопная труба со стороны водителя (номер по каталогу 86096S) присоединяется к передней части. Подсоедините подвеску, приваренную к задней части трубы, к резиновой подвеске, которая была установлена на шаге 5. При регулировке труба должна располагаться по центру между амортизатором и запасным колесом. Затяните зажимы ровно настолько, чтобы удерживать положение. (Фото предоставлено Flowmaster)
Шаг 7:
Наденьте трубы бокового выхода (PN 86097S) или трубы заднего выхода (PN 86098S) на концы обеих осевых труб и поместите 2 штуки из комплекта поставки.5-дюймовый зажим на каждое из этих скользящих соединений. Затяните зажимы ровно настолько, чтобы удерживать положение. Поместите два наконечника из нержавеющей стали (PN ST461) на выпускные трубы и затяните их до упора. Поверните выпускные трубы и наконечники на нужное расстояние от кузова или бампера, чтобы срезы на наконечниках находились в нужных местах. (Фото предоставлено Flowmaster)
Шаг 8:
Отрегулируйте положение всех труб и глушителя, чтобы обеспечить их удовлетворительную посадку. Необходимо поддерживать минимальный зазор 3/4 дюйма вокруг всех деталей; не забывайте о перемещении подвески.Надежно затяните все зажимные соединения. Поместите прилагаемые держатели подвесок 1/2 дюйма на конец каждой впускной трубы и держателей выхлопной трубы. Наденьте держатель подвески 7/16 дюйма на заднюю подвеску рамы со стороны водителя до резиновых опор, чтобы надежно удерживать систему на месте. Чтобы трубка сапуна задней оси не касалась выхлопной трубы со стороны водителя и не могла быть повреждена, используйте прилагаемую стяжку-молнию, чтобы прикрепить сапун к кронштейну тормозной магистрали, расположенному на картере заднего моста. Убедитесь, что в шланге достаточно провисания, чтобы подвеска могла полностью сжаться и растянуться.Для более надежной установки Flowmaster рекомендует сваривать все соединения с скользящей посадкой. (Фото предоставлено Flowmaster).
2011 Ford Mustang GT XO-Pipe Установка
В этом проекте показано, как установить X-pipe на Ford Mustang GT 2011 года выпуска. Х-образная труба уравновешивает давление выхлопных газов и импульсы и, следовательно, является обычным компонентом выхлопной системы, устанавливаемым на высокопроизводительных маслкаров с V-образным восьмицилиндровым двигателем. Установка X-pipe является обычной для всей выхлопной системы на конкретном автомобиле, которая обычно включает коллекторы, глушители и выхлопную трубу из нержавеющей стали.
Шаг 1:
С помощью торцевого ключа на 13 мм ослабьте сферические зажимы на входе H-образной трубы со стороны пассажира и со стороны водителя. Обратите внимание, что некоторые Мустанги поставлялись с головкой болта, обращенной в сторону от земли. Используйте гаечный ключ с открытым зевом на 13 мм, чтобы ослабить конец с резьбой, а затем поверните его вручную, чтобы снять зажим. (Фото любезно предоставлено Corsa Performance)
Шаг 2:
Используя гаечный ключ на 15 мм, ослабьте зажимы после сборки Н-образной трубы.(Фото любезно предоставлено Corsa Performance)
Шаг 3:
Со стороны водителя с помощью отвертки с плоским лезвием подденьте зажимной пружинный зажим со стопорного штифта на H-образной трубе. Повторите это со стороны пассажира. (Фото любезно предоставлено Corsa Performance)
Шаг 4:
Сдвиньте оба зажима по направлению к задней части автомобиля к свободному концу H-образных труб. Сдвиньте оба зажима назад, чтобы снять стандартную H-образную трубу. (Фото любезно предоставлено Corsa Performance)
Шаг 5:
Вытяните переднюю часть H-образной трубы из зажимного соединения с обеих сторон и сдвиньте выпускные концы из зажимов до полного снятия.(Фото любезно предоставлено Corsa Performance)
Шаг 6:
Зажимы на выходных концах будут использоваться повторно. Снимите их с Н-образной трубы и установите на осевые трубы. (Фото любезно предоставлено Corsa Performance)
Шаг 7:
В комплект Corsa XO-pipe входят два 70-миллиметровых сферических зажима и один 2,75-дюймовый зажим. Нанесите прилагаемую противозадирную смазку на резьбу всех зажимов. (Это необходимо для предотвращения истирания гаек.) Выровняйте все зажимы так, чтобы центр каждого болта зажима находился под углом 90 градусов от выемки в трубе. Все хомуты следует затягивать качественным динамометрическим ключом. (Использование пневматического пистолета приводит к повреждению зажима и может привести к разъединению соединения.) Предварительно соберите узел трубы XO с отдельной трубкой на стороне привода, плоским 2,75-дюймовым зажимом над расширителем и одним 70-миллиметровым зажимом. сферический зажим на каждом конце. Выровняйте зажимы так, чтобы они были доступны при установке. (Фото любезно предоставлено Corsa Performance)
Шаг 8:
Вставьте выпускной патрубок XO в зажимы на входе осевых труб.(Фото любезно предоставлено Corsa Performance)
Шаг 9:
Установив зажимы, удерживайте узел трубы XO параллельно земле и затяните передние сферические зажимы с усилием 21 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 10:
Установите переднюю развальцовку трубы XO со стороны пассажира на стыковочную трубу приклада и повторите это со стороны водителя. Удерживайте трубу XO параллельно земле, затягивая передние сферические зажимы.(Фото любезно предоставлено Corsa Performance)
Шаг 11:
Сдвиньте задние зажимы вперед так, чтобы задний край оказался примерно по центру между двумя отверстиями в кронштейне оси оси. Используя гаечный ключ на 15 мм, затяните четыре болта на задних зажимах и 2,75-дюймовый зажим на стороне привода трубы XO с усилием 45 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 12:
Настоятельно рекомендуется проверять все хомуты и повторно затягивать их до рекомендованного момента после первоначальных дорожных испытаний автомобиля, поскольку термоциклирование может вызвать небольшое ослабление.Перед проверкой герметичности обязательно дождитесь полного остывания выхлопной системы. Затяните все зажимные болты с усилием 45 фунт-футов. (Фото любезно предоставлено Corsa Performance)
Написано Майком Мавригианом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Трубогиб 15 мм 22 мм Инструменты для памятников, сделанные в Великобритании
Трубогиб 15 мм 22 мм или трубогиб является неотъемлемой частью инструмента для любого инженера-теплотехника.
Хорошо известно, что паяные и компрессионные фитинги прерывают поток воды вокруг системы отопления. Гибка медной трубы обеспечивает неограниченный поток воды , а также может создавать привлекательные, обработанные поверхности на установках.
Трубогиб продается компанией Monument с 1930-х годов, начиная с комбинированной версии 15 мм и 22 мм (код памятника 2600K) вплоть до больших трубогибов. Каталог под марками Monument® и Shetack® от июня 1933 года ясно показывает версию портативного трубогиба / трубогиба, продаваемого более 85 лет назад.
Купить памятник Бендеру
Одинарный размер — 1215K-XV 1315-XVE (1315Longarm-XVL) 1222G-XXII 1322Extended-XXIIE
Когда Monument стремится разработать, изготовить и продать новый продукт, мы стремимся создать продукты, которые сэкономят время инженеров . В данном конкретном случае мы разработали трубогиб меньшего размера и более легкий трубогиб, чем стандартный комбинированный ручной трубогиб 15 и 22 мм.
Monument переработали дизайн, ранее невиданный на рынке Великобритании.Трубогибы 1215K XV 15 мм (запущены в производство в июне 2020 г. заставить изгибать трубу в той же плоскости, что и изгиб . Традиционные комбинированные гибочные станки, такие как Hilmor® GLM, Irwin® GLM или Monument® MON2600, смещены от плоскости гибки.
Нейлоновые направляющие являются неотъемлемой частью трубогиба, что предотвращает их потерю или повреждение в сумке с инструментами.Коды для этих запасных направляющих: 1216N 15 мм запасная нейлоновая направляющая и 1223J 22 мм запасная нейлоновая направляющая .
Один размер каждого гибочного станка с его более короткими гибочными рычагами и легким алюминиевым литьем под давлением делает каждый гибочный станок более легким для переноски, а конструкция 15mm-XV достаточно мала, чтобы поместиться в сумке для инструментов.
Мы включили угол изгиба 30 45 60 и 90 322 для версий XV и XVL 15 мм и дополнительный угол 75 градусов для версии 22 мм; они хорошо видны на бывшем каждого гибочного станка.
Мы также разработали удлинительную ручку для гибочного рычага , чтобы увеличить усилие при гибке обеих медных труб диаметром 15 мм и 22 мм. Эти короткие удлинительные ручки с резьбой , код 1224M подходят как для версий XV XVE и XVL 15 мм, так и для версий 22 мм XXII. Один или несколько расширений могут быть добавлены для дополнительного кредитного плеча.
Резиновые ножки доступны под кодом 2607F и подходят для моделей 1215K, 1315XVE, 1315Longarm, 1222G, 1322Extended. В версии 22 мм входят две резиновые ножки.Резиновые ножки также подходят для комбинированного гибочного станка Monument 15 мм / 22 мм 2600K.
Стандартной отделкой гибочных станков является полированная цинковая пластина на Arms с грохотом алюминий Бывшие и Lever отливки. Мы также сделаем доступными специальные выпуски с различной отделкой отливок. Некоторые из Monument Masters получили отливки , обработанные лазером, и , полированные, , которые выглядят фантастически!
Отличия от комбинированного гибочного станка
Мастера памятников 1215K-XV , 1315-XVE, 1315Longarm-XVL , 1222G-XXII и 1322Extended-XXIIE создают радиусов изгиба , подобных комбинированному изгибу памятника 2600K; Фактически, 1222G имеет немного меньший радиус, чем комбинированный гибочный станок 2600K, так как этот радиус меньше, он создает немного другой профиль на внешней стороне изгиба по сравнению с комбинированным.
Мы считаем, что 1215K-XV , 1315XVE, 1315Longarm-XVL, 1222G-XXII и 1322Extended-XXIIE на легче использовать , чем комбинированный гибочный станок:
- менее громоздкий — вы используете гибочный станок только для размера сгибаемой трубы
- менее сложный — со встроенным крючком и нейлоновой направляющей упор крюка не будет качаться из стороны в сторону, а направляющая (и) не выпадет
- лучшая линия обзора — поскольку изгиб находится в той же плоскости, что и рычаги гибочного станка, легче выровнять на глаз
- легче в руке , чем комби.Комбайн Monument весит более 4 кг; XV весит 1,5 кг; XXII весит 2,3 кг
- 15 мм XV намного меньше , чем комби; Длина руки составляет 40 см по сравнению с длиной комбинированной руки 65 см. Обратите внимание, что длина рук 15 мм XVL и 22 мм XXII составляет около 60 см
- горло происходит при испытаниях с XV, XVE (XVL) XXII, XXIIE, а также Monument 2600K и Hilmor® GLM
- 15 мм XVE (XVL ) с более длинными плечами дает больше механических преимуществ по сравнению с 15 мм XV
Купить памятник Бендеру
Обзоры Tooltalk
Сделано в Великобритании
The Monument Masters 1215K, 1315XVE ( заменяет 1315Longarm ) , 1222G и трубогиб 1322Extended — это #MadeInBritain .Первые модели нового трубогиба были спроектированы и напечатаны на 3D-принтере в инженерном комплексе Monument. Мы стандартизировали диаметр ручки для обоих размеров.
Отливки бывшего и рычага , рычага и Нейлоновые направляющие — все #MadeInBritain . Отливки производятся из расплавленного алюминия и литья под высоким давлением. Затем каждое литье проверяется сразу после литья под давлением. Затем каждую отливку подвергают рентгеновскому обследованию, чтобы убедиться, что отливка цела. Плечи — это с ЧПУ . Нейлоновые направляющие изготовлены методом литья под давлением. Все детали , кроме установочного штифта, гайки и болта, имеют размер #MadeInBritain .
Инструкция по эксплуатации
В коробке есть инструкция по применению. Трубогиб прост в использовании:
1. Отметьте трубу в месте начала изгиба. Поместите трубу в формирователе под удерживающим крюком. Расположите начало сгиба вертикально на одной линии с осью поворота.
2. Поместите рычаг на установленную трубу и поместите крюк рычага на шарнирные пальцы, убедитесь, что нейлоновая направляющая сидит на месте.
3. Закройте рычаги гибочных машин и продолжайте, пока не будет достигнут требуемый угол изгиба, поверните рычаг обратно на начальный угол, чтобы освободить два рычага.
Прежде чем снимать трубу с формирователя, проверьте угол изгиба; снимите трубу, если она правильная, или, если необходимо, снова установите рычаг и увеличьте угол изгиба.
Часто задаваемые вопросы Часто задаваемые вопросы
Для чего нужны черные колпачки?
Они защищают штифт во время транспортировки и должны быть удалены перед использованием.
Почему отливки не подходят друг другу?
На некоторых гибочных станках мы, кажется, перетянули гайку и болт из найлока, что уменьшило зазор на рычаге. Просто отверните гайку на 1/2 — 1 оборот, и гибочный станок будет в порядке. Мы пытались сделать его плотно прилегающим, но, похоже, он переборщил. Смотрите изображение с оранжевыми и зелеными стрелками.
Исходя из вашего опыта, почему медная труба колышется при ее сгибании?
Мы задали этот вопрос через приложение Tooltalk (все ответы см. В приложении, доступном для iOS или Android AOS).
Некоторые ответы приведены ниже ………
A. Если ваша труба тонкостенная, а ваше оборудование не чистое (ответ от Colin Stainer Plumbing & Heating 27 января 2021 г.)
A. Пара причин, по которым направляющие и формирователи не чистят и не смазывают дешевую тонкостенную импортную медь. С тех пор, как я заказал себе станок для гибки памятников, я не особо сталкиваюсь с этой проблемой. (ответ от компании A Daughtry Plumbing & Heating Ltd 26 января 2021 г.)
A. Размер стенки трубы намного тоньше, чем был раньше, плюс формирователь трубогиба может быть жестким (Ответ D S по сантехнике и отоплению 26 января 2021 г.)
А. Дешевая тонкостенная медь не решает проблему, несколько лет назад была партия, которая действительно ломалась. Поврежденные формирователи или сама направляющая на гибочном станке тоже могут это сделать. Или гиды, которые не являются чистыми (ответ компании PG Plumbing 26 января 2021 г.)
A. На протяжении многих лет было несколько причин, основная причина, по которой я нахожу медь низкого качества! Другая причина, по которой грязь на направляющих, как правило, хорошо очищается, а масло или dw40 разбирает, когда-то была с гибочным устройством, которое упало, и оно было слегка скручено (ответили BH heating solutions 26 января 2021 года)
А. Дешевая тонкая медь, но даже дорогая медная рябь. Но имеет большое значение, если сначала провести проволочную вату по направляющим. Держите их в чистоте. Обнаружил, что крошечные изгибатели памятников не так сильно волнуют трубу. Великие ви-бендеры (ответ от Роя Миллара по сантехнике и отоплению 26 января 2021 г.)
Каких размеров трубогибы Monument?
Измерения одноразмерного трубогиба Monument можно увидеть на изображении. Стандартная версия 15 мм составляет примерно 460 мм, а стандартная версия 22 мм — примерно 670 мм.
Комбинированный гибочный станок 2600K MON2600
The Monument 2600K 15мм и 22мм — самый продаваемый трубогиб. Они доступны под брендом Monument, широко доступным по всей Великобритании у продавцов сантехников и интернет-магазинов MON2600 2600K, Instinct® , INST2600 от независимых продавцов сантехников PHG, а также у продавцов сантехников UKPS, включая Plumbase под Entity® brand ENT2600 . При первоначальном выпуске на рынок Великобритании Monument гарантирует, что упор крюка был переработан, чтобы не оставлять следов на трубе.
Модель 2600K включает алюминиевые направляющие 15 мм и 22 мм. Эти направляющие доступны как запчасти: 15 мм 2601N и 22 мм 2603T. Эти направляющие также подходят для Irwin® и Hilmor® GLM.
Купить памятник Бендеру
См. Другие изделия для гибки труб, включая гибочные пружины.
Eagle Bending Machines, Inc.инвентаризация и поддержка обширной линейки профилегибов, профилегибочных машин, универсальных валковых гибочных машин, угловых валков, а также трубогибов и трубогибов. У нас есть стандартные инструменты, специальные инструменты и детали, готовые к отправке. Хотя вальцегибочные машины Eagle технически представляют собой вальцы для гибки профилей, их часто называют трубогибами, профилегибами, трубогибами, гибочными вальцами или просто вальцегибочными станками. Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, профилирующие прутки, валки с двойным прижимным углом и многое другое. Профилегибочные машиныEagle используются для гибки всех типов материалов и профилей. Наши вальцегибочные машины обрабатывают низкоуглеродистую сталь, нержавеющую сталь, алюминий, титан, бронзу, латунь, медь, а также другие сплавы. Наши более 7500 гибочных станков используются для производства морских поручней, алюминиевых оконных рам, стальных профилей, декоративного и декоративного железа, рам и компонентов мотоциклов, выхлопных труб и многого другого. Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый прут, швеллеры и Т-образный пруток, используя стандартные инструменты, поставляемые с машиной.С дополнительным оснащением Eagle Bender может катать угловое железо, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. Для декоративных применений. Роликогибочные станки Eagle могут быть оборудованы дополнительными спиральными гибочными инструментами, инструментами для скручивания пикетов и приспособлениями для винтовых лестниц. Если вы подумываете о покупке ручного или гидравлического гибочного станка, или трубогиба с ЧПУ, или трубогибочного станка, или любого типа вальцегибочного станка, Eagle может удовлетворить ваши производственные потребности. У нас на складе более 60 вальцегибочных машин, готовых к быстрой доставке. Наши профилегибы доступны во всех размерах от небольших экономичных портативных трубогибов до больших тяжелых трубогибов, которые соответствуют вашему бюджету на прокатку. E В отделе обслуживания гибочных машин agle работают опытные специалисты, прошедшие заводскую подготовку, для обслуживания ваших запасных частей, ремонта и технических нужд . У нас есть запасные части и оснастка.Наш цех станков с ЧПУ может изготовить любую необходимую вам оснастку в кратчайшие сроки. Мы производим оснастку для кольцепрокатных и вальцегибочных машин других марок. Вальцегибочные станки с ЧПУ серии Eagle BA с прямым вводом радиуса для гибки валков большого объема или деталей с несколькими радиусами позволяют выполнять прокатку на новый уровень с высочайшей точностью, повторяемостью и скоростью. Наши высококачественные OEM-компоненты не являются патентованными и доступны по всему миру. Наша гарантия на вальцегибочные машины не имеет себе равных.На основные рамы предоставляется ограниченная пожизненная гарантия! Мы уверены в превосходном качестве Eagles. Независимо от ваших потребностей и бюджета на трубогиб, вы получите выгоду от выбора Eagle. Наш Истинное качество и целостность — в деталях каждого вальцегибочного станка Eagle. Сравните и убедитесь сами, почему Eagle Bending Machines является самой уважаемой торговой маркой в отрасли гибки валков. Мы поддерживаем гибочные машины, выпущенные более 30 лет назад.Посетите наш выставочный зал, испытательный центр и цех станков с ЧПУ, чтобы увидеть «Детали» из первых рук и |